光纤研磨基础知识PDF
研磨基础知识
研磨基础技术研磨片简介研磨光纤连接器研磨原理:利用表面涂有不同大小颗粒的钻石粉或其它材质的研磨颗粒,加上研磨液,放于高速运转的研磨机器上进行研磨,以得到我们所需要的端面、3D和电气特性。
研磨一般程序如下:1、去胶:用16um、9um或水砂纸加研磨垫或玻璃垫,将Ferrule(陶瓷插针)端面的353ND胶去完,以利下一工序的作业。
注意事项:a、去胶时不能用力过大,以免折断端面的光纤丝导致光纤丝断裂在Ferrule(陶瓷插针)内,研磨后产生端面破洞或纤崩(裂伤)。
b、去胶时需去干净,以避免因端面有胶残留,研磨后会导致曲率半径大小不一致。
c、去胶时间不能过长,若过长会有双圈产生,影响下一道工序的研磨。
2、成形角度(若为PC不需此工序)角度成形:通常用9 um研磨纸配合一定的时间、压力和研磨液来成形,使需要成形的Ferrule(陶瓷插针)成形出我们需要的角度,我们公司常见的角度有8度。
注意事项:a、研磨时间不能过长,以避免Ferrule(陶瓷插针)被磨短,时间也不能太短,太短会增加下一道的研磨时间b、研磨压力不能过大,以避免Ferrule(陶瓷插针)被磨短和研磨后端面产生大破洞(纤崩),也不能太小,太小会增加下一道的研磨时间。
3、3um(9um)粗磨此工序的研磨是为了消除去胶后和16um粗磨后的粗的划痕和破洞,此工序的研磨时间和压力对端面和3D影响很大。
注意事项:a、此道工序的研磨时间不能过短,否则端面会有破洞产生及曲率半径会偏大。
b、压力不能过大或过小,压力过大研磨纸会磨破,且曲率半径会偏小;若过小会有破洞产生及曲率半径会偏大。
4、1um细磨此工序的研磨是为了去除3um(9um)研磨后粗的划痕和破洞,使端面划痕变得更细,以利下一工序抛光,此工序的研磨时间和压力对端面和3D影响很大。
注意事项:a、此道工序的研磨时间不能过短,否则端面会有破洞产生及曲率半径会偏大。
b、压力不能过大或过小,压力过大研磨纸会磨破,且曲率半径会偏小,若过小会有破洞产生及曲率半径会偏大。
光纤和光纤研磨-师岩峰
光纤基本知识
P5
光纤的结构
•光纤通常被制造为三层: 纤芯(单模8-10um)(多模 50um,62.5um):通光
•包层(125um±0.5um):反射 •涂敷层(250um):保护
6
光纤基本知识
P6
光纤的数值孔径--NA
• 在光纤的参数中,通常不会标示出临界 传播角或全反射角,而是标出数值孔径 NA,它反映了光纤接收光的能力。
最大值 0.2 0.3
65 85
单位 dB dB dB dB dB dB ºC ºC
备注 PC型 APC型 PC型 APC型
1000次 普通光缆 耐高温光缆
23
光纤活动连接器(跳线)
P23
24
光纤活动连接器(跳线)
P24
• 插入损耗:在光纤通信系统中加入某个元件 后引起的损耗。
• 定义:IL(Insertion loss)=-10lgPout/Pin
41
光纤活动连接器(跳线)
P38
光纤活动连接器的制作过程
1.装散件 2.吸胶-穿纤-固化 3.研磨:去胶-装夹-研磨-抛光(关键工序) 4.检测光纤端面 5.测试插损和回损 6.包装
42
光纤活动连接器(跳线)
P39
光纤活动连接器可靠性: GR-326-CORE
环境测试:高温存储、高低温循环、高湿。
9
光纤基本知识
P9
光的模式
光的模式可以简单的理解为光束。 •单模光纤只能传输一束光,多模光纤可 以传输多束光。 •光源也分为单模光源和多模光源,分别 对应单模光纤和多模光纤。 •一般单模用于长距离传输,多模用于短 距离传输。
10
光纤基本知识
第一窗口 50
光纤端面研磨

光纤端面研磨在光通信中,光纤的质量和性能是至关重要的。
而光纤端面的质量直接影响着光传输的效率和质量。
因此,光纤端面的研磨是保证光纤质量的重要环节之一。
一、光纤端面的要求光纤端面的要求主要包括两方面,一是光学性能,二是机械性能。
1. 光学性能光纤的传输效果和质量与其端面的平整度和光泽度有直接关系。
光纤端面应该是光滑、平整、无划痕、无气泡、无杂质等缺陷。
同时,光纤端面的面积也应该足够大,以保证光的传输效率和质量。
2. 机械性能光纤端面的机械性能主要指其强度和耐磨性。
光纤端面应该具有足够的强度,能够承受光纤连接时产生的压力和拉力。
同时,光纤端面的磨损程度也应该尽可能小,以保证其长期稳定的性能。
二、光纤端面研磨的方法光纤端面研磨的方法主要包括机械研磨和化学研磨两种。
1. 机械研磨机械研磨是利用机械力和研磨粒子对光纤端面进行研磨。
机械研磨的优点是研磨速度快、效果好、成本低。
但是,机械研磨也存在一些缺点,比如研磨粒子易产生划痕,研磨过程中产生的热量容易导致光纤变形等。
2. 化学研磨化学研磨是利用化学反应对光纤端面进行研磨。
化学研磨的优点是研磨精度高、不会产生划痕、不会产生热变形等缺点。
但是,化学研磨的成本较高,研磨过程中的化学物质对环境和人体也有一定的危害。
三、光纤端面研磨的步骤光纤端面研磨的步骤主要包括以下几个方面:1. 清洗在进行光纤端面研磨之前,必须先将光纤端面清洗干净,以去除表面的灰尘、油脂、污渍等杂质。
2. 粗磨粗磨是将光纤端面研磨至平整度较高的过程。
一般采用机械研磨的方法,使用较大的研磨粒子进行研磨,以快速去除表面的凹凸不平。
3. 中磨中磨是将光纤端面研磨至更高的平整度的过程。
一般采用机械研磨的方法,使用较小的研磨粒子进行研磨,以去除表面的微小凹凸。
4. 细磨细磨是将光纤端面研磨至最高的平整度的过程。
一般采用化学研磨的方法,使用化学物质进行研磨,以去除表面的微小凹凸和化学反应产生的氧化物等杂质。
光纤跳线研磨技术
一般的研磨过程(APC)
钻石盘磨出斜度。 30微米磨出弧度(曲面) 9微米粗磨修正形状,消除30微米的刮痕。 1微米精磨消除9微米的刮痕。 0.03微米消除9微米的刮痕,留下0.03微
米的刮痕。
傻瓜式总结
应该根据磨粒从大到小排列加工工序。 研磨时间应该从短到长排列工序。(个人
研磨盘 固定轴
研磨盘 固定块
研磨施力轴
研磨机在研磨中的意义
固定研磨盘,限制研磨盘的自由度。提供 研磨时的压力和研磨速度。
自 制 机 台
研磨垫& 研磨纸
顶杆 研磨盘 联结块
研磨盘
顶杆的下压力
使
研
磨
盘
只
研磨盘
可
固定块
以
上
下
运
动
提供研磨垫自转公转运动
研磨盘
固定Ferrule,提供角度。
研磨盘是如何固定Ferrule,提供角度的? 各种设计 的重点是是什么? 现有的方式各有什么有缺点?
光纤突出高度:厂内标准≤100nm
整盘量率
3D示意图
光轴
曲率半径
光纤凹陷 光纤凸出
顶点偏移量
端面不良示意图
是什么影响了端面质量
在去胶过程中导致光纤折断形成大破洞。 (大破洞形成后在30微米到0.05微米的过程中是很
难消除的) 后道工序没有完全覆盖前道工序的挂痕。 (研磨时压力过大,研磨纸粒度阶越太大) 研磨过程中的不干净。 (非切削性研磨液中有大颗粒的杂质,前道研磨后
研磨技术
主旨
通过知道研磨,从而分析研磨存在的问题, 得到控制研磨质量的方法。
声明:1.此次讨论的研磨是指Ferrule端 面的研磨。 2.凡是偏离此主旨的讨论,将被 视为非此次课程的内容。
光纤连接器研磨

光纤连接器研磨研磨是組裝工藝中最重要的一部分。
研磨主要是對端面參數的調整,以及端面的處理。
參數會影響的對接性能,比如:對接是否精確,接觸是否緊密等﹔從而對光學特性造成一定的影響,主要是影響其跟。
端面好壞對也會影響的光學特性以及使用壽命。
研磨是影響的因數之一﹔但是對,研磨是起著決定性作用的。
研磨首先需要了解的常識:研磨機:中心加壓式研磨機:從研磨盤的中心施加的壓力,如光紅的。
最大的優點是:、壓力可以調節,即可以調節壓力來調節參數,又可通過更換研磨墊的硬度來調節參數,其對參數的調節有更多的選擇,所以可以減少對研磨墊種類的需求。
缺點是:、上盤苦難,對上盤的一致性要求比較高,否則將會對研磨產生不理想的效果。
比如:沒擰緊會造成沒有研磨不充分﹔上歪了會造成其頂點偏心,嚴重者影響附近的幾個甚至正盤的偏心狀況。
研磨時上盤需要嚴格的對稱,不能一邊多,一邊少。
、研磨程式難于控制,研磨程式受限于每盤的數量。
滿盤研磨才可以得到較好的效果。
、返修苦難,如在新的一盤加入一部分返修的,其往往不理想,或者是全盤(拆卸過的)返修,返修工序要從前幾道工序開始。
因拆邪過以及上盤時,難免會出現長度不一致的現象,所以只能依靠前幾道工序將的長度研磨成一致,才可以得到良好的返修效果,但是會對產生不理想的效果。
四角加壓式研磨機:從研磨盤的四個角施加的壓力,如廠內的精工技研的。
其優點是:、研磨程序比較穩定,研磨盤的設計是采用(獨立的拋光控制)控制。
理論上可以研磨數量從其最大孔位。
因其每個孔位是獨立的,不影響周邊孔位的。
實際上當數量上少的話,研磨時間應當相應減少。
、上盤容易,可避免因上盤而出現長短不一致的現象。
裝歪的現象也可以容易檢查出來。
、反修容易,其反修一般可以從后几道工序反修(主要指端面有不太嚴重的缺陷,黑點、划痕、膠圈等)。
缺點是:、壓力不可調節,完全依賴于研磨墊的硬度跟研磨時間的長短來調節端面的參數。
總體而言,研磨機比研磨機更穩定,操作上更為簡便。
(完整版)光纤研磨分类知识.docx
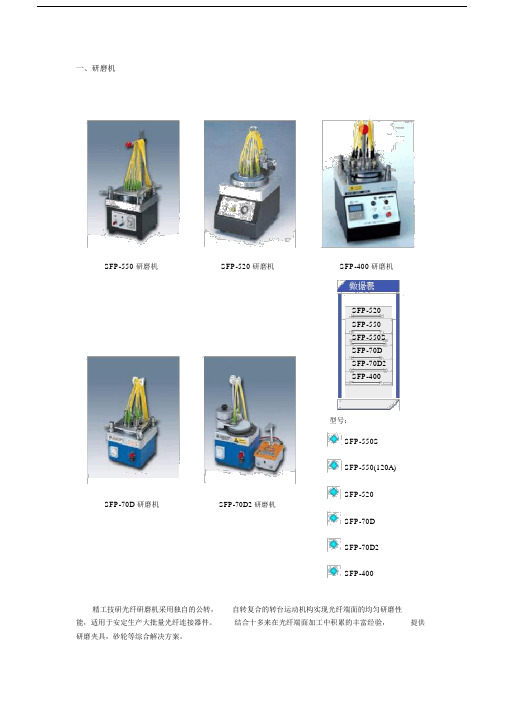
一、研磨机SFP-550 研磨机SFP-520 研磨机SFP-400 研磨机SFP-520SFP-550SFP-550SSFP-70DSFP-70D2SFP-400型号:SFP-550SSFP-550(120A)SFP-520 SFP-70D 研磨机SFP-70D2 研磨机SFP-70DSFP-70D2SFP-400精工技研光纤研磨机采用独自的公转,自转复合的转台运动机构实现光纤端面的均匀研磨性能,适用于安定生产大批量光纤连接器件。
结合十多来在光纤端面加工中积累的丰富经验,提供研磨夹具,砂轮等综合解决方案。
机型:根据用途,批量以及使用环境,精工技研提供不同型号的研磨机系列产品。
对研磨性能有直接影响的部分,如连接器的装接精度,加压构造,研磨垫及砂轮研磨盘,尽可能采用一致的设计思路。
因此从小批量生产的机器转到大批量生产的机器,所积累的研磨技术经验,可同样用得上,并且只要更换研磨夹具就能对不同形状连接器进行研磨。
SFP-550( 120A)可以进行18 轴同时研磨,是用于批量生产的机型。
研磨夹具由 4 处进行固定,由弹性垫的压入量决定研磨压力,很容易建立一条研磨生产线。
SFP-520提供 12 轴的同时研磨,适用于批量生产。
不用取下研磨夹具即可对陶瓷插芯进行清洗并更换研磨片,是操作性极好的机型。
SFP-70D适合于少量生产的机型,最大可同时研磨 6 轴,并考虑到现场施工时的使用,可用直流电源进行工作。
因工作原理与 SFP-550( 120A)相同,从小型机向大型机转换也很方便。
SFP-70D2最大研磨数为 2 轴,使用于试制及实验用途,本机型为低价型。
型号SFP-550 ( 120A)SFP-520SFP-70D SFP-70D2轴数181262电源100-120V AC,50/60HZ or 220-240VAC 50HZ 100VAC to 240VAC,50/60HZ(通过 AC/DC 变压器),电池及汽车点烟插座加压方式弹簧加压自重加压插芯 PC 和 APC,插芯 PC 和 APC,插芯 PC和 APC,插芯 PC 和 APC,可使用的FC/PC/APC,FC/PC/APC,C/PC/APC,FC/PC, SC/PC,SC/PC/APC, ST/PC,SC/PC/APC,ST/PC,SC/PC/APC, ST/PC ST/PC研磨夹具LC/PC/APC,MU/PC,MT, LC/PCD4二、研磨夹具精工技研提供其生产的研磨机系列的夹具来满足各种接口的研磨类型:SFP-550 ( 120A)及 SFP-550-S 用研磨用途型号FC、 SC插芯PH55-FF-20FC 接插器PH55-FP-20 PC型SC 接插器PH55-CP-20ST 接插器PH55-SP-20LC 接插器PH55-PL-24FC、 SC插芯 8°研磨PH55-FF8A(C)-18 APC型FC 接插器 8°研磨PH55-FP8R(N)-18-ISC 接插器 8°研磨PH55-CP8A(C)-18还可根据用户要求提供其他类型的研磨夹具。
(完整版)光纤研磨分类知识

一、研磨机SFP-550研磨机SFP-520研磨机SFP-400研磨机SFP-70D研磨机SFP-70D2研磨机SFP-520SFP-550SFP-550SSFP-70DSFP-70D2SFP-400型号:SFP-550SSFP-550(120A)SFP-520SFP-70DSFP-70D2SFP-400精工技研光纤研磨机采用独自的公转,自转复合的转台运动机构实现光纤端面的均匀研磨性能,适用于安定生产大批量光纤连接器件。
结合十多来在光纤端面加工中积累的丰富经验,提供研磨夹具,砂轮等综合解决方案。
机型:根据用途,批量以及使用环境,精工技研提供不同型号的研磨机系列产品。
对研磨性能有直接影响的部分,如连接器的装接精度,加压构造,研磨垫及砂轮研磨盘,尽可能采用一致的设计思路。
因此从小批量生产的机器转到大批量生产的机器,所积累的研磨技术经验,可同样用得上,并且只要更换研磨夹具就能对不同形状连接器进行研磨。
SFP-550(120A )可以进行18轴同时研磨,是用于批量生产的机型。
研磨夹具由4处进行固定,由弹性垫的压入量决定研磨压力,很容易建立一条研磨生产线。
SFP-520提供12轴的同时研磨,适用于批量生产。
不用取下研磨夹具即可对陶瓷插芯进行清洗并更换研磨片,是操作性极好的机型。
SFP-70D适合于少量生产的机型,最大可同时研磨6轴,并考虑到现场施工时的使用,可用直流电源进行工作。
因工作原理与SFP-550(120A )相同,从小型机向大型机转换也很方便。
SFP-70D2最大研磨数为2轴,使用于试制及实验用途,本机型为低价型。
型号 SFP-550(120A )SFP-520 SFP-70DSFP-70D2轴数181262电源 100-120V AC ,50/60HZ or 220-240VAC 50HZ100VAC to 240VAC ,50/60HZ (通过AC/DC 变压器),电池及汽车点烟插座 加压方式弹簧加压 自重加压 可使用的研磨夹具插芯PC 和APC ,FC/PC/APC ,SC/PC/APC ,ST/PC ,LC/PC/APC ,MU/PC ,MT ,D4插芯PC 和APC ,FC/PC/APC ,SC/PC/APC ,ST/PC ,LC/PC插芯PC 和APC ,C/PC/APC ,SC/PC/APC ,ST/PC 插芯PC 和APC ,FC/PC ,SC/PC ,ST/PC二、研磨夹具精工技研提供其生产的研磨机系列的夹具来满足各种接口的研磨类型:SFP-550(120A)及SFP-550-S用PC型研磨用途型号FC、SC插芯PH55-FF-20 FC接插器PH55-FP-20 SC接插器PH55-CP-20 ST接插器PH55-SP-20 LC接插器PH55-PL-24APC型FC、SC插芯8°研磨PH55-FF8A(C)-18 FC接插器8°研磨PH55-FP8R(N)-18-I SC接插器8°研磨PH55-CP8A(C)-18还可根据用户要求提供其他类型的研磨夹具。
光纤端面研磨

光纤端面研磨光纤端面研磨是一项非常重要的技术,它是保证光纤通信质量的关键步骤之一。
光纤通信作为现代通信技术的代表,已经成为人们生活中不可或缺的一部分。
在光纤通信中,光纤端面研磨是一项必要的工作,目的是为了保证光纤连接的质量和稳定性。
一、光纤端面研磨的原理光纤端面研磨是利用研磨片对光纤端面进行磨削,以达到光纤端面质量的要求。
在研磨过程中,需要使用一定的研磨液来冷却和润滑研磨片和光纤端面,以防止研磨过程中产生的热量对光纤的损伤。
研磨液的选择和使用也是影响光纤端面研磨质量的一个重要因素。
二、光纤端面研磨的步骤1、清洗光纤在进行光纤端面研磨之前,需要先对光纤进行清洗。
清洗的目的是为了去除光纤表面的污垢和油脂,以保证研磨的质量。
清洗时可以使用清洁剂和纯净水,但是一定要注意不要弯曲光纤,以免对光纤产生损伤。
2、研磨光纤将清洗干净的光纤放置在研磨机中,使用研磨片进行研磨。
研磨的过程中需要注意研磨片的选择和使用,以及研磨液的选择和使用。
研磨的时间和次数也需要根据实际情况进行调整,以达到最佳的研磨效果。
3、清洗光纤研磨完成后,需要对光纤进行清洗,以去除研磨过程中产生的研磨液和残留物。
清洗时可以使用纯净水和清洁剂,但是一定要注意不要弯曲光纤,以免对光纤产生损伤。
4、检查光纤清洗完成后,需要对光纤进行检查,以确认光纤端面的质量是否符合要求。
如果发现光纤端面存在问题,需要重新进行研磨,直到达到要求为止。
三、光纤端面研磨的影响因素1、研磨片的选择和使用研磨片的选择和使用对光纤端面的质量影响非常大。
不同的研磨片材料和粒度会对研磨效果产生不同的影响,因此需要根据实际情况进行选择。
同时,在使用研磨片的过程中,需要注意研磨片的磨损情况,及时更换研磨片,以保证研磨效果。
2、研磨液的选择和使用研磨液的选择和使用也是影响光纤端面研磨质量的一个重要因素。
不同的研磨液对光纤端面的研磨效果和光纤的损伤情况会产生不同的影响。
因此,在选择研磨液时需要根据实际情况进行选择,并且需要根据使用时间的长短及时更换。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
曲率半径
曲率半径是衡量连接器端面弯曲度的一个指标。
一个适当的直径加上一个可接受的光纤凹陷量,将使光纤到连接器的压接得到最优化。
关于曲率半径的工业规范为10-25mm。
这一范围实现了连接器的最大性能。
光纤凹陷量/凸出量
凹陷量衡量的是光纤在连接器插针内部陷入的距离,但是,光纤的一部分也有可能留在插针外部。
这两种情况直接取决于研磨的处理过程,并且可以由干涉计来测量。
光纤凹陷的通常规定值为大于50nm。
光纤凹陷能够影响回波反射和插入损耗。
当连接器对准后,光纤周围的插针材料就会压紧,最大程度地使带有合适凹陷量/凸出量的光纤紧密接触。
没有进行紧密连接的光纤之间会有气隙。
气隙会造成让人无法接受的回波反射和插入损耗值。
光纤凹陷和凸出:
研磨提示和过程思考
研磨砂纸-研磨砂纸是研磨操作中最为重要的一个要素。
每个供应商的品质和等级都不同。
当研发一项研磨技术时,都应仔细考虑研磨砂纸的类型、型号和颗粒大小。
强度过大的研磨砂纸能够损坏一根125μm的光纤,球面半径会遭到破坏而无
法修复。
而且,对于实际成本而言,研磨砂纸的初始成本十分重要,因为它与研磨砂纸的使用周期有关-这在不同的厂商之间有很大的不同。
在使用之前和之后要将每一片研磨砂纸清洗干净。
清洁可提高研磨砂纸的使用寿命,并且能够降低每个连接器的成本。
环氧胶-不同类型的环氧胶可由特定级别的金刚石研磨砂纸轻易去除。
这一步骤使用到的研磨砂纸类型取决于环氧胶的类型和连接器端面环氧珠的大小。
不同环氧胶的硬度级别不同—有些比较软,有些比较硬—硬环氧胶能够通过粗砂纸(20um、30um等)轻易去除,而较软的环氧胶则最好使用细砂纸(9um、5um等)来去除。
研磨之前,停留在连接器上的环氧珠应削减到针头一样的大小。
这可以延长研磨砂纸的使用寿命。
同时,您可以尝试不同级别的金刚石研磨砂纸,直到您找到符合您需求的研磨砂纸。
清洁度-当希望得到最好的连接器研磨结果时,无污染的环境是非常必要的。
软化水/纯净水、异丙醇、无尘擦拭纸、无尘棉签都是用来降低污染的材料。
定期检查参考光缆的端面,确保研磨端面正确无误。
连接和去连接将导致一定时间内的碎屑积累。
用蘸有酒精的无尘擦拭纸清洁端面。
同时,某些时候还需要重新研磨参考光缆。
在重复研磨后,将需要替换掉参考光缆。
润滑-软化水、纯净水和研磨液,若正确使用这些材料,
可增强连接器的性能。
最好的办法就是使用细砂纸(20-60nm)-比最后一道研磨工序所使用的砂纸要小至少一半-可降低5dB的回波损耗。
稀释纯净水/软化水将提高您的研磨质量。