自动加料机控制系统
基于PLC的自动加料机控制系统毕业设计(doc 50页)

基于PLC的自动加料机控制系统毕业设计(doc 50页)南昌工程学院毕业设计题目:基于PLC的自动加料机控制系统学院:机械与电气工程学院专业: 09机电一体化(2)班姓名: ########学号: ##############指导教师: #########完成日期: 2012 年 6 月目录第一章绪论 (5)1.1 设计背景和研究意义 (5)1.2 自动加料机控制系统的技术要求 (6)第二章可编程控制器基础 (8)2.1 PLC的简介 (8)2.2 PLC的结构 (9)2.3 PLC的分类 (10)2.4 PLC的特点 (12)2.5 PLC的应用 (14)2.6 PLC的发展 (15)2.7 PLC系统的其他设备 (16)2.8 PLC的编程语言及设计原则 (16)2.9 PLC的通信联网 (19)第三章系统硬件设计 (21)3.1 PLC的选择 (21)3.2 自动加料机的选择 (22)3.3 变频器的选择 (23)3.4 触摸屏的选择 (26)3.5 触摸屏人机界面设计 (28)3.6 电动机的选择 (31)3.7 气缸的选择 (34)第四章系统软件设计 (36)4.1 工作流程图及主电路的接线图 (36)4.2 PLC模块I/O端口分配 (38)4.3 系统程序设计 (40)总结 (48)致谢 (49)参考文献 (50)第一章绪论1.1 设计背景和研究意义制造业是现代文明的支柱之一,其既占有基础地位,又处于前沿关键;它是工业发展的主体又是国民经济持续发展的基础。
以前的工厂都是利用人工的方式进行生产加工,这样的工作的方式,不仅没有安全保障,而且没有很高的经济效益。
特别是加工制造业方面,都是小工厂,小作坊形式,没有自动化的设备,什么事只能靠人力去做,在乡镇里体现的更明显。
而制造业是我国经济增长的主导部门和经济转型的基础;作为经济社会发展的重要依托,制造业是我国城镇就业的主要渠道和国际竞争力的集中体现。
矿热炉配料上料自动控制系统的设计与实现
矿热炉配料上料自动控制系统的设计与实现发布时间:2022-11-08T06:35:40.527Z 来源:《福光技术》2022年22期作者:孙川[导读] 矿热炉配料上料控制系统组成部分包括三个部分,分别为配料、上料以及布料。
大连重工机电设备成套有限公司辽宁省大连市 116011摘要:在铁合金生产的过程中,配料是其重要的组成部分。
本文针对目前工厂流行的两种上料方式展开讨论,结合自动化控制系统的应用,能够显著地提高企业的自动化程度。
关键词:矿热炉;自动控制在对铁合金进行冶炼的过程中,为了能够确保产品的高质量以及促进铁合金的正常生产,其关键的技术之一为配料上料系统。
随着近年来我国计算机技术与科学技术的发展,配料与给料系统在矿热炉生产过程中也逐渐朝着信息化、自动化、机械化以及精细化的方向发展。
1 配料上料自动控制系统构成矿热炉配料上料控制系统组成部分包括三个部分,分别为配料、上料以及布料。
在该控制系统中主要是通过建立人机交互界面方式,其中可编程控制器PLC为主机,从机为上位机触摸屏。
自动配上料系统的工艺路线为:炉顶料仓设有料位测量装置,当料仓缺料时,测量装置自动发出求料信号,得到求料信号后,系统自动按照提前设定好的原料配比,将储料仓中的原料由拖拉皮带机加入称量斗,对所需的各种原料进行单独称重,再分别由拖拉皮带机加入混料皮带机,混料时通过变频控制拖拉皮带机的速度来保证混料的均匀,混料后,再由上料皮带机和环形布料机送至炉顶料仓内,料仓内的混合原料再由料管送至炉内。
1.1 配料对于矿热炉系统来说,其配料系统的组成部分主要包括计量秤、PLC、下料小皮带、振打器、触摸屏以及电磁振动给料机等。
根据各个企业在实际生产中的工艺能够使配料系统在触摸屏上对各种不同物料中午的配比情况进行标定,在此过程中,PLC 系统在运作过程中能够读取物料重量的相关信息,同时也能够根据程序起动的电磁振动给料机对物料进行放料与称重等一系列操作。
基于PLC自动加料机控制系统设计
- 22 -高 新 技 术0 前言在进行玻璃的制造和生产过程中,基于PLC 控制系统设计的自动化加料机能够高效、准确地完成玻璃运输,省去了大量人力物力,节约了生产成本。
该文就是基于PLC 控制系统来设计一款玻璃自动加料机。
1 系统方案制定在对其进行设计的过程中,我们需要考虑7个方面:1)研究自动加料机的工作原理和工艺要求。
2)确定I/O 点数。
依据我们所得到的具体的控制要求和工艺条件,确定所需要的输入设备和输出设备以及对应的按钮数量等。
3)根据I/O 点数来进一步选择较为合适的PLC 类型。
4)分配I/O 点,对PLC 的输入输出点进行合理分配,并绘制出一个分配表。
5)设计出对应的自动供料系统的梯形图程序,这一步是核心工序。
6)把PLC 程序进行一次模拟运行,找到程序中存在的错误和误差,并对其进行修改,加以完善。
7)PLC 软、硬件在完成最终的设计后,需要对其进行联机调试,该过程中一旦发现任何问题要及时解决,直到最终成功。
基于以上设计思路,制定了以下系统设计方案,需要根据S7-200供料系统的基本原理来设计PLC 控制系统,查阅有关PLC 控制系统的文献和资料,分析其软件和硬件的设置要求,对PLC 控制系统进行编程、调试和操作。
系统内有3个三相交流异步电机,分别是传送带电机M 3,额定功率4 000 W,额定电压380 V,额定电流10 A。
出料电机M 4,额定功率4 000 W,额定电压380 V,额定电流10 A ;开闸电机M 1,额定功率2 000 W,额定电压380 V,对应的额定电流是5 A。
在按下了电动机上的启动按钮之后需要接通传送带电机M 3,让输送带带动开始运转,向秤斗中进行进料。
把称斗中所含有的原料设置到对应的重量后,进行S 3动作,M 3接受到感应就会停止工作,不再将原料输送过来,利用出料电机M 4和开闸电动机M 1就会将传送带上的原料运输过去,此时对应的斗秤闸门会打开并把物料运输到下面的传送带中去。
自动上料配料系统方案
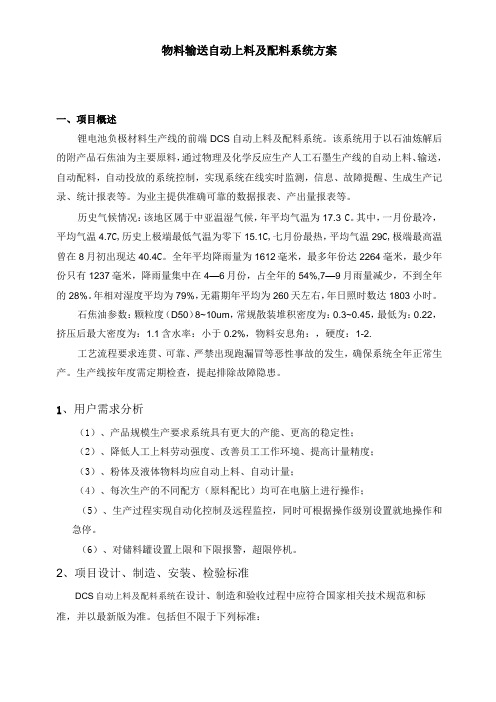
物料输送自动上料及配料系统方案一、项目概述锂电池负极材料生产线的前端DCS自动上料及配料系统。
该系统用于以石油炼解后的附产品石焦油为主要原料,通过物理及化学反应生产人工石墨生产线的自动上料、输送,自动配料,自动投放的系统控制,实现系统在线实时监测,信息、故障提醒、生成生产记录、统计报表等。
为业主提供准确可靠的数据报表、产出量报表等。
历史气候情况:该地区属于中亚温湿气候,年平均气温为17.3°C。
其中,一月份最冷,平均气温4.7C,历史上极端最低气温为零下15.1C,七月份最热,平均气温29C,极端最高温曾在8月初出现达40.4C。
全年平均降雨量为1612毫米,最多年份达2264毫米,最少年份只有1237毫米,降雨量集中在4—6月份,占全年的54%,7—9月雨量减少,不到全年的28%。
年相对湿度平均为79%,无霜期年平均为260天左右,年日照时数达1803小时。
石焦油参数:颗粒度(D50)8~10um,常规散装堆积密度为:0.3~0.45,最低为:0.22,挤压后最大密度为:1.1含水率:小于0.2%,物料安息角:,硬度:1-2.工艺流程要求连贯、可靠、严禁出现跑漏冒等恶性事故的发生,确保系统全年正常生产。
生产线按年度需定期检查,提起排除故障隐患。
1、用户需求分析(1)、产品规模生产要求系统具有更大的产能、更高的稳定性;(2)、降低人工上料劳动强度、改善员工工作环境、提高计量精度;(3)、粉体及液体物料均应自动上料、自动计量;(4)、每次生产的不同配方(原料配比)均可在电脑上进行操作;(5)、生产过程实现自动化控制及远程监控,同时可根据操作级别设置就地操作和急停。
(6)、对储料罐设置上限和下限报警,超限停机。
2、项目设计、制造、安装、检验标准DCS自动上料及配料系统在设计、制造和验收过程中应符合国家相关技术规范和标准,并以最新版为准。
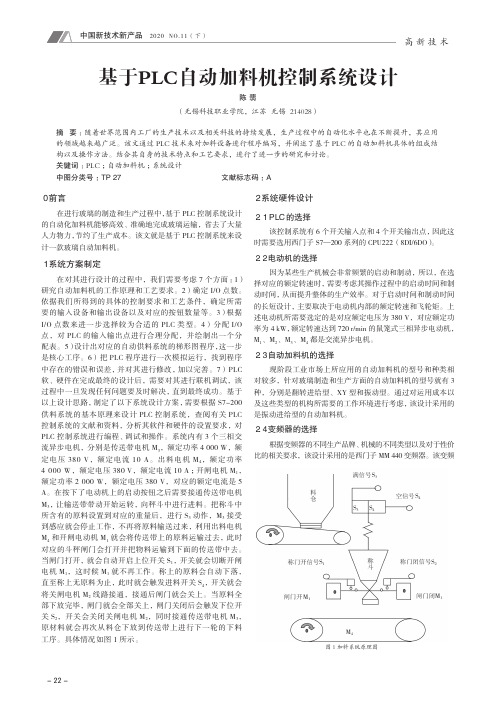
包括但不限于下列标准:GB/T9969—2008工业产品使用说明书总则GB/T14436—1993工业产品保证文件GB/T6587—1986电子测量仪器GB/T7724—2008称重显示控制器技术条件JJG555—1996非自动秤通用检定规程QB1563—2003衡器产品型号编制方法GB/T7551—2008称重传感器GB/T14249.1—93 JJG649-90电子衡器安全要求数字称重显示器GB/T14249.2-93电子衡器通用技术要求GB/T5185-1985气焊、手工电弧焊及气体保护焊,焊缝坡口的基本形式与尺寸GB1184形状和位置公差、未注公差的规定GB1901公差与配合尺寸至500mm孔、轴工差带与配合GB/T1804一般公差线性尺寸的未注公差GB1764漆膜厚度测定法JB/TQ4000.3焊接通用技术条件IEC/GB电动机技术标准GB324-88钢焊缝符号表示法GB8923涂装钢材表面锈蚀等级和除锈等级GB9286色漆和清漆漆膜的划格试验JB8产品标牌JB/ZQ4000.3焊接通用技术要求B/ZQ4286-86包装通用技术条件GB4208外壳防护等级分类TJ231(四)GBJ17-88机械设备安装工程施工及验收规范钢结构设计规范GB191-2000包装储运图示标志GB3797-89电控设备第二部分装有电子器件的电控设备GB4064-83电气设备安全设计导则GB14285-93继电保护和安全自动装置技术规程GB/T1459898-91电气装置安装工程电气设备交接试验标准GB1497-85低压电器基本标准二、本方案自动上料及配料系统组成生产线配料主要完从与混料机下部料仓星型给料机下部开始:通过1号物料输送机f2号物料输送机f1~12号下料器—1〜12计量仓f1~12号仓下料排料阀f1~12号水平输送机f1~12号釜口气动球阀止。
铅熔铸自动运输加料系统的改造

60C omputer automation计算机自动化铅熔铸自动运输加料系统的改造周文斌,段永红(江西铜业铅锌金属有限公司,江西 九江 332500)摘 要:本文主要介绍了铅熔铸自动加料机的研发技术背景、工作原理、基本组成和技术实施方案。
通过研发后应用与生产实践证明:铅熔铸自动加料机取代了人工加料,成功解决了电铅锅进料环节存在的人工加料劳动强度大、进料不均衡的缺陷,降低了工人劳动强度,提高了电铅锅的使用寿命。
关键词:自动运输;加料机;可编程序逻辑控制器;工作原理;技术实施方案;生产应用中图分类号:TQ560.5 文献标识码:A 文章编号:11-5004(2020)14-0060-2收稿日期:2020-07作者简介:周文斌,男,生于1984年,湖南临武人,助理工程师,研究方向:设备管理及维修。
铅熔铸自动运输加料系统是江铜集团冶化工程有限公司和江铜铅锌金属有限公司共同研发的铅熔铸自动运输加料设备,上一道工序与日本TDE 公司生产的全自动析出铅生产线 对接,下一道工序与株洲火炬工业炉生产的20万吨/年铅自动铸锭线对接,从而实现了铅电解---熔铸全自动运行。
自动化程度和技术含量达到了同行业领先水平。
但是具体在设备末端的加料环节,还有进一步降低设备故障率和设备运行成本的空间,具体罗列如下:(1)三个电铅锅的加料机共有螺旋顶升机装机数量12个,故障率较高。
(2)螺旋顶升机备件费用贵,0.8万元/个。
(3)析出铅的加料方式目前采用螺旋顶升机将每垛顶起来后,从运输线上经过自由托辊组类似自由落体方式加入锅中,1.51t/~2.1t/垛的析出铅从螺旋顶升机顶部锅加入锅底对铅锅造成巨大的冲击。
螺旋顶升机顶部距锅沿约1.5m,锅沿距锅底约1.2m,加料高差共计2.7m。
(4)析出铅加料高差大,加料时的冲击对铅锅使用寿命影响很大,铅锅备件价格昂贵,约7万/口。
(5)加料高差大,加料时铅液飞溅大,造成铅液氧化渣增多,氧化渣的增加不仅提高了操作人员的捞渣的劳动强度,而且增加的氧化渣需要返回到精炼工段反射炉中处理,增加了生产成本。
基于PLC的自动加料机控制系统

1 工艺 要 求
自动加料机 的机械 系统共设 计 了 3台电机 , 别实现 横 向运 动 、 分 翻转运动 和纵 向运 动 。横 向运动 实现 向
炉 内加料 , 翻转 运动 实现倒料 , 向运动实 现工位 的移 动 。此 系统共 设 了 l 纵 O个工 位 , 其运 行 的 全过 程 是 : 在
Hale Waihona Puke Co r l n y t m fAu o a i e e nt o l g S se o t m tc Fe d r i
Ba e n PLC sd o
Z A e ja ,I a 一 n Z A i i H O W n- u n L U H i ,H O L —l
横 向 回退电机 回退至原 位 , 测炉 内料液面 的高低 , 高 , 系统 回归至原 点 , 检 若 则 若低 , 向电机 向前 移动 1个 纵
工位 , 再循环 一次横 向 向炉 内送料 的运动 , 就是说 , 向 电机 每 向前 移动 1个工位 , 也 纵 都要重 复一 次 向炉 中送
料的运动 , 至重 复完最后 一个工 位 的送料 运动后 , 向 电机 直接 回到起始位 置 , 测料仓 内料 够 否 , 直 纵 检 检测 料 液面 的高低 , 然后再 重复下 一个加料 周期 。根据 加料 系统 的工 艺要求 , 绘制工 艺流程 见 图 1 。
个横 向运动的循环, 横向运动过 程如上所述。当横 向运动 的一个循环结束后 , 向进给至第 3个 工位 , 纵 即 X2 , 1 处 再重复纵向运动 , 再纵向进给 , 直至第 l O个工位 X 3 , 2 处 当再一次的横向循环结束后 , 向回退至上 纵
限 Xl 。此时 , 0处 一个纵 向循环 就结束 了。 223 炉 内料液 面检测 系统 。启动 加料 系统最 基本 的一 个 条件 就是 炉 内料 液 面 降低 了。 为 了把 炉 内料 液 .. 面的高低 和加 料系统 联系起来 , 我们 在 炉 内的上升道 处加 装 了一 个液 面检 测仪 , 把液 面检 测仪 输 出 的电信 号
基于PLC的自动加料机控制系统_毕业设计
焦作大学毕业设计题目:基于PLC的自动加料机控制系统摘要在现代科学技术的许多领域中,自动控制技术起这愈来愈重要的作用,并且,随着生产和科学技术的发展,自动化水平也越来越高。
自动控制利用控制装置使被控对象的某个参数自动的按照预定的规律运行。
本次设计在本着节约资金、降低成本,提高生产效率,人机操作的简便性,保障人身安全的科学人性化管理的方针下对加料机机构进行自动化设计。
利用可编程控制器PLC来控制自动加料,本文以PLC程序控制的自动加料设备的控制的程序。
自动加料系统具有操作简单、加料均匀、自动化程度高等优点,因此,一些有实力采用全电熔的玻璃生产厂家已经开始使用自动加料设备。
此设计本着节约资金、降低成本,提高生产效率,人机操作的简便性,保障人身安全的情况下对加料机机构进行自动化设计。
设计出更加适合于工作环境的加料机构。
此设计中自动加料机控制体系是采用以PLC为核心,结合触摸屏等辅助设备对PLC的控制这样的一套自动化设备来实现的,这样就可以在不购买新设备的基础上对旧设备进行自动化改良,这不仅大大提高了工作的效率和经济效应,也提高了产品的质量,方便了管理好设备,让公司管理体系更加完善,减少了人力物力。
文中阐述了基于PLC的自动加料机控制系统的结构,并分别介绍了PLC的结构和技术特点、自动加料机的工艺技术要求、触摸屏界面设计、硬件的选择、PLC模块I/O端口的分配、PLC原理图、程序结构、主电气图和系统的功能及保护。
关键词:PLC;自动加料机;I/O端口分配;变频器;触摸屏;程序结构;目录第一章绪论 (5)1.1题目的来源及课题的意义 (5)1.2 设计背景和研究意义 (5)1.3 自动加料机控制系统的技术要求 (6)第二章可编程控制器基础 (8)2.1 PLC的定义 (8)2.2 PLC的分类 (8)2.3 PLC的基本组成及各部分的作用 (10)2.4 PLC的特点 (14)2.5 PLC的应用 (14)2.6 PLC的发展 (15)2.7 PLC程序的表达方式 (17)2.8 PLC的通信联网 (18)2.9 PLC系统的其它设备 (19)第三章系统硬件设计 (19)3.1 PLC的选择 (19)3.2 电动机的选择 (23)3.3 自动加料机的选择 (27)3.4 变频器的选择 (28)3.5 气缸的选择 (31)3.6 触摸屏的选择 (34)3.7 触摸屏界面的设计 (36)第四章系统软件设计 (38)4.1 工作流程图及主电路的接线图 (38)4.2 PLC模块I/O端口分配 (31)4.3 系统程序设计 (43)结语 (51)致谢 (51)参考文献 (52)第一章绪论1.1题目的来源及课题的意义在现代科学技术的许多领域中,自动控制技术起这愈来愈重要的作用,并且,随着生产和科学技术的发展,自动化水平也越来越高。
电石炉自动配料上料控制系统
电石炉自动配料上料控制系统电石炉自动配料上料控制系统CalciumCarbideFurnaceAutomaticControlSystemforMaterialsFeedingl引言电石做为重要的化工原料,广泛应用于化工,冶金,医药等诸多领域.电石为煤炭化工的中间产品.随着国民经济的不断增长,尤其PVC需求量的迅速增加,电石的需求量也在不断地扩大.我国拥有丰富的煤炭资源,为电石生产提供了充分的原料保证.特别是近年来石油价格的飞速上涨,导致石油化工生产成本不断升高,与石油化工相比,煤炭化工已不断呈显其自身优势,使得电石工业迅猛发展.在过程控制领域中,对控制系统的处理能力,处理速度,及控制单元的可靠性都有较高的要求.SAIAPCD过程控制系统无论从复杂的数学运算到CPU执行速度,海量的系统内存,开放思博自控(深圳)有限公司杨国强Y angGuoqiang【摘要】本文根据电石炉自动上料系统的要求描述了该系统的控制策略实现方式.由于电石炉生产环境比较恶劣,对控制系统的稳定性和可靠性要求较高.而sAlA~PCD 具有极高的长期无故障运行的能力,能够在非常恶劣的工作环境可靠稳定运行,并且具备强大的运算处理能力和开放的通信接口,保证了生产过程的高效,稳定,提升了产品品质,具有很好的应用价值.【关键词】电石炉自动上料系统sAIA~PCDMTBFAbstract:Accordingtotherequirementsofcalciumcarbidefurnace'sautomaticfeeding systenm,thetextdescribesitscontrolstrategyandrealizationway.Duetotheharsh productionenviromentofthecalciumcarbidefurnace,thereisrigorousrequirementto controlsystemsintheaspectofstabilityandreliability.ThelongerMTBFofSaia0PCD controllerswithpowerfulprocessorandopencommunicationcapabilitiessecurethepro- ductionundertheharshenvironment,besides,ensuringthehighefficiencyandstabilityof productionprocess,improvetheproductqualityandenhancetheapplicationvalue. Keywords:Calciumcarbidefurnace'sautomaticfeedingsystenmSAIA@PCDMTBF [中图分类号]TP273[文献标识码]B文章编号1606-5123(2008)10-0067—03的网络接口及平均无故障时间达到1O0万小时等都具有独到之处,是一种很好的基础设施系统解决方案,并广泛应用于电石炉控制装置.2生产问题某化工集团电石炉生产装置,由于上料系统全部靠人工上料,电石炉受生产人员不足的影响,不能长期稳定运行.2.1熟练工缺失炉前工流动性较大,由于人员不能及时补充,炉上时常为缺员状况,以至炉内压料不及时,造成电石炉生产极不稳定,生产的产量以及日常生产管理都带来了很多问题:同时电石炉炉况由于受人员的影响,而维护不平衡,造成炉况不稳定,对生产有很大的影响.炉前工劳动强度较大,每班每人约投料5-6吨,长期高温,高劳动强度作业,使得炉料混合不均匀,上料区域不均匀,导致炉内温度高低不均匀,给电石炉的日常运行和维护带来了很多潜在的困难.炉前工在上料时,不能有效的去除白灰与兰碳原料中的粉料,造成原料中的粉末比较大,给电石炉的生产和管理带来了很多不利因素.2.2人工操作误差人工方法在进行配制炉料时,难免有不均匀的现象出现,对电石炉的生产产生很多不利因素,造成电石质量不稳定:2.3行业准入门限一一《PLC&FA》67—————]PL£JPc&船工程师\操作员站l操作员站2操作员站3操作员站哇l电石炉净2嚣电.石炉净图1备料自动化系统图2操作站动态流程画面目前国家对电石炉的控制比较严格,自动上料装置已经成为国家电石行业准许生产的决定因素之一,在未来几年国家可能要强制电石炉制作自动上料装置.综上所述,为了保证电石炉长期稳定生产,对现有电石炉生产装置进行技术改造,增加自动配料和上料系统.3系统设计3.1系统分析根据控制工艺要求制定如下控制策略.(1)缓存料斗现场设加料及紧急加料指示灯.四个白灰缓存料罐可以加料时绿灯亮,四个白灰缓存料罐都加满时灯灭,当只有一个罐有料时红灯亮并发声报警,提示装载机司机紧急上料.(2)装载机上料时由人工启停输送皮带机,提升机和调节缓存料斗下料阀开度,或在缓存料斗上安装料位开关,缓存料斗有料时,控制系统先向提升机发布启动指令,再向皮带输送机发布启动指令.(3)兰碳烘干装置在哪个装置下料时开大那个料罐气阀加料完毕根据工艺要求控制气阀开度.气阀只要有开度就开启高压风机.(4)六组储存罐按满料后配料次数计算配料先后次序,在储存罐下料位发出报警后立即启动该组储存罐配料动作.加料时,移动皮带输送机行走,根据定位接近开关定位,人字型分料装置两出料口开合到位,根据储存罐位置正向或反向启动皮带,启动后,先后开启固定横向皮带机,大倾角皮带输送机,在根据四座白灰缓存罐,兰碳烘干装置料位预估,启动卸料口四台电振给料机之一.(5)两台移动皮带输送机,两台固定横向皮带机正常情况下—条输送白灰,一条输送兰碳,在一台有故障情况下,通过两台移动皮带输送机,两台固定横向皮带机之间的人字型分料装置,间隔输送白灰,兰碳.(6)配料时白灰,兰碳储存罐通过交叉给计量罐下料混合白灰,兰碳,并通过累计加料称量配比白灰,兰碳比例.比例由人工在计算机上设定,配好料后下至白灰,兰碳混合料罐. (7)混合料罐下料管根据开启次数,轮流开起阀板.(8)每台设备均设有现场控制箱.现场控制优先,设紧急停车按钮,现场"遥控\现场"旋钮转入遥控后启动自动系统.(9)计算机控制可分步由手动启停单台设备,分组投局部自动(缓存上料系统,兰碳烘干系统,配料系统,输送系统,下料系统),全局投自动.系统具有配料管理功能.(1o)根据要求在相关地点,盲点设置视频监控设备.3.2系统设计系统设计如图1所示.系统控制单(下转第122页)一一单神经元自适应PID控制算法采用OPTO控制器自带的ioCont~l得以实现.ioControl是基于流程图的编程软件,用来开发控制和数据采集应用程序.4.2仿真结果与分析先设计系统的数字PID控制器.也即先要确定参数,,.数字PID控制器可沿用模拟PID控制器设计的Ziegfer-Nichofs法.本文控制对象为改性塔内压力,根据已有的经验可以得知被控对象可近似为如下二阶环节,即:=其中,采样周期为0.25S,给定阶跃输入作为测试信号.用根轨迹法编写MATLAB程序,运行之后生成的根轨迹如图4所示.在此根轨迹图上会显示动态坐标,将坐标定位于根轨迹与单位圆的交点,单击该点,即可得到对象的阶跃响应曲线,如图5所示.图5'常规PID仿真结果由图5可知,校正后系统阶跃响应超调量较大(约90%),调整时间为5s,动态性能不太理想,需继续调整参数,如以改善其性能.单神经元的初始权值采用上面设计好的PID三个参数:,,,D.通过MATLAB编m文件,可得仿真结果如图6所示.比较图5和图6可见,单神经元自适]~PID控制比一般PID控制的动态特性好,响应时间明显缩短,超调量明显减小.5结束语本文针对粉状炸药制备工艺中改I生塔压力控制这个难点,提出了一种改进型的单神经元自适应PID控制策略,实现了改性塔压力的自动控制.仿真结果表明,单神经元自适应PID控制器的控制品质优于常规的PID控制器.该控制技术的实施能够有效地解决生产中存在的问题,保障了炸药产品质量的达标,增强了系统的安全性与可靠性,减轻了工人的劳动强度,为产品质量产量的提高提供了有力保障.作者简介李钊勋(1983-)男硕士研究生研究方向:粉状炸药生产线压力控制,深海集矿控制技术.王随平(1965-)男教授研究方向:人工智能,现场总线,深海机器人,炸药生产线控制.图4根轨迹图图6加入单神经元后的阶跃响应曲线参考文献(略)(上接第68页)元采用瑞士思博控制公司(saia-Bur?元通过工业现场总线Profibus连接.4结束{吾gessControls)PCD及相应的I/Ot~.3.3操作站设计实践证明,在电石炉自动配料和该控制器集成-TMPI,TqI,Ethernet,操作单元分为工程师站和操作员站上料装置上基-~SAIAPCD过程控制设Profibus,RS232,RS485,USB等二部分,主要完成生产工艺流程组态,动备开发的动控制系统具有控制稳定,通讯接口.内存空间1M,可扩展外存态流程图画面显示,机操作,参数整称重配料速度快的特点,完全满足了储器4G.CPU采用32位嵌入式低功耗定,历史趋势记录,配料管理,报警显工艺要求,保证了生产过程的高效,MCU,主频100MHz.32路PID运算控示等以及系统调试,系统故障诊断功稳定,提升了产品品质,具有很好的制周期为8ms.80K程序,CPU运行能.操作员站,工程师站与控制单元通过实际应用价值.负荷为25%.工业以太网连接.系统采用的瑞士思博系统分为控制单元和操作单元二(sAlAPcD)过程控制设备作为系统的核作者简介部分.控制单元完成现场数据采集,心,并配置了S旧讥町IC\/\『incC软件包,杨国强瑞士思博自控公司中国配料计算,温度控制,手动/自动切换既保证了硬件体系的商标准,又保证了区技术总监.控制与调节,设备启动与停止控制,软件体系的兼容性.操作站人初界面动顺序控制功能.控制单元与远程站单态流程图画面如如2所示.参考文献(略)。
粉体配比加料系统设备工艺原理
粉体配比加料系统设备工艺原理一、前言粉体配比加料系统是一种广泛应用于各种粉体制造和处理过程中的自动化生产线设备。
本文将介绍粉体配比加料系统的设备工艺原理。
二、设备组成粉体配比加料系统主要由以下3部分组成:1.称量系统:负责粉体的配比和计量工作。
2.输送系统:负责将需要配比的粉体输送至目的地。
3.控制系统:负责整个系统的控制和管理。
三、设备工艺原理1. 称量系统称量系统通过搭载在设备内部的称量装置,对需要配比的原料进行计量工作。
目前常用的称量装置包括电子秤、压力秤和重力秤。
在使用称量系统时,需要在控制系统中预先设置好每种原料的配比比例。
当需要进行配比时,控制系统将配比比例发送至称量系统,称量系统根据比例自动计算应该称出多少重量的原料。
2. 输送系统输送系统负责将称量好的原料输送至目的地。
输送系统可分为两种:1.静压输送系统:利用气泵将压缩空气推动原料向目的地输送。
2.动力推动输送系统:通过电动机驱动输送螺旋或气动活塞等装置,将原料推向目的地。
3. 控制系统控制系统是粉体配比加料系统的大脑,主要负责整个系统的控制和管理。
控制系统可分为两部分:1.电气控制系统:由PLC或其他电气控制器组成,负责控制整个系统的运行。
2.人机界面控制系统:通过触摸屏等人机界面工具,实现对设备的监控和控制。
可以对系统进行调整、监视和记录,实现全方位的控制。
四、优点和应用范围粉体配比加料系统拥有以下几个优点:1.高精度:采用计量装置配比,可以达到非常高的精度要求。
2.高效率:在粉体生产和加工中,可以充分利用自动化特点,提高生产效率。
3.全自动化:可实现无人值守,自动化程度高。
粉体配比加料系统广泛应用于各个领域,如化工、冶金、建筑材料、制药、食品等行业。
在日常生活中,粉体配比加料系统也被广泛应用于喷涂、颜料、塑料、陶瓷等领域。
五、总结本文介绍了粉体配比加料系统的设备工艺原理,以及该系统的组成、工作原理、优点和应用范围等方面的内容。
自动加料机工作原理详解
自动加料机工作原理详解
自动加料机是一种用于给生产设备或生产线连续供料的机器,它的工作原理通常包括以下几个步骤:
1. 整理物料:自动加料机通常会将原料进行整齐排列或分类,以便机器能够准确地捡起和投放物料。
2. 传送物料:自动加料机通常会通过传送带、输送管道或其他输送装置将物料从原料区域输送到加料区域。
这通常需要配备电动机、皮带和滚轮等设备来完成。
3. 检测物料:在物料运输过程中,自动加料机通常会利用光电传感器、压力传感器或其他传感器来检测物料的位置、数量或其他信息,并通过反馈系统控制物料的供给。
4. 加料控制:根据物料的需求量和生产线的工作状态,自动加料机会根据相应的算法或控制策略自动调节物料的供给量。
这通常涉及到电子控制器、PLC(可编程逻辑控制器)或其他自
动控制设备。
5. 投放物料:一旦根据控制策略确定了需要加料的物料数量,自动加料机就会根据预定的程序将物料精准地投放到目标位置。
这通常涉及到机器臂、气动装置或其他投料装置。
通过以上步骤的循环执行,自动加料机可以实现对生产设备或生产线的连续供料,提高生产效率和产品质量。
同时,自动加料机还可以减少人工操作,提高工作安全性和操作的稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
更多资料查询 盛方单片机整理目录第一章绪论 (1)1.1 题目来源及课题意义 (2)1.2 自动加料机控制系统的工作原理及技术要求 (1)1.3 系统的主要技术参数: (1)第二章方案论证 (3)2.1 单片机的选择 (3)2.2 物位传感器的选择 (4)2.3 存储器扩展电路的选择 (5)2.4 LED显示电路选择 (8)2.5.键盘输入电路 (8)第三章自动加料机主电路 (9)3.1 主机电路核心器件介绍 (9)3.2 显示电路 (15)3.3 继电器控制电路 (18)3.4 键盘及显示电路 (19)3.5 料位开关 (24)第四章软件设计 (27)第五章结论语 (29)参考文献: (30)附录A:系统框图 (31)附录B:系统硬件框图 (32)程序清单: (33)摘要本文设计的由单片机控制的自动加料系统是与料斗式干燥机配套的加料系统。
根据加料工艺要求,其工作原理是:先将真空管关闭,启动电机,用低真空气流将塑料树脂粒子送入真空管,电机停转,再将粒子排入料斗,如此循环。
在设计的控制系统中,可用一个电机控制两个加料生产线,由方向阀切换。
两个生产线既可单独运行,也可同时运行。
假如两者同时运行,当一生产线输送结束后,判断到另一个生产线排料已经结束,那么,电机不停转而方向阀换向,从而为另一个生产线送料。
这样可以发挥控制系统和电机的效率,从而实现供料自动化。
控制系统的控制器由单片机AT89C52和扩展电路组成。
单片机控制继电器,继电器控制交流接触器,又由接触器控制电机等执行机构的运动。
本控制系统可以根据送料工艺的需要,设置两条生产线的输送、排料、满料、空料等参数值,也可装载系统前次工艺参数值。
关键词:AT89C51单片机;自动加料机;控制系统Abstrac: The design is controlled by a single-chip automatic feedingsystem.Charging process in accordance with the requirements of its working principle is:first vacuum tube to close,star motor,using low vacuum piastic resin particles will flow into the vacuum tube,the electrical switch to stop,and then particles into the hopper,and so the cycle .In the desing of the control system can aontrol two motors feed a production rine,form the direction swieching vavle.Can separate the two production lines ruuning,can slao be run at the same time.If both run,when a production line after the transmission to the direction to determine a production line to another has come to an end marker,then turn to the direction of the electrical non-stop for the valve,so as to feed anoder production line.That is a motor control system and the efficiency of feed in order to achieve automation.Control system controller and expansion of the single-chip AT89S52 circuit.SCM relay,AC contactor control relay and contector control by the implanting agencies,such as motor sports.The control system can feed the needs of technology,set up the delivery,of two production lines,nesting,nesting,full feed,air feed,such as parameter values,the system can also be loaded with the value of the previous process parameters.Key words:AT89S52,microcontroller,relay,AC contactor,the control system第一章绪论1.1 题目来源及课题意义在现代科学技术的许多领域中,自动控制技术起这愈来愈重要的作用,并且,随着生产和科学技术的发展,自动化水平也越来越高。
自动控制利用控制装置使被控对象的某个参数自动的按照预定的规律运行。
本设计的自动加料机控制系统就是采用自动控制技术来实现功能的,这样就大大提高了工作的效率,整个过程又快又稳。
1.2 自动加料机控制系统的工作原理及技术要求本设计的由单片机控制的自动加料系统是与料斗式干燥机配套的加料系统。
根据加料工艺要求,其工作原理是:先将真空管关闭,启动电机,用低真空气流将塑料树脂粒子送入真空管,电机停转,再将粒子排入料斗,如此循环。
在设计的控制系统中,可用一个电机控制两个加料生产线,由方向阀切换。
两个生产线既可单独运行,也可同时运行。
假如两者同时运行,当一生产线输送结束后,判断到另一个生产线排料已经结束,那么,电机不停转而方向阀换向,从而为另一个生产线送料。
这样可以发挥控制系统和电机的效率,从而实现供料自动化。
控制系统的控制器有单片机AT89S52和扩展电路组成,单片机控制继电器,继电器控制交流接触器,又由接触器控制电机等执行机构的运动。
本控制系统可以根据送料工艺的需要,设置两条生产线的输送、排料、满料、空料等参数值,也可装载系统前次工艺参数值。
1.3 系统的主要技术参数:(1)用一台电机控制两条生产线(2)要能检测到满料状态,并显示出输送、排料、满料时间(3)时间误差:0.1秒(4)具有抗干扰能力第二章方案论证2.1 单片机的选择20世纪80年代以来,单片机的发展非常迅速,就通用单片机而言,世界上一些著名的计算机厂家已投放市场的产品就有50多个系列,数百个品种。
目前世界上较为著名的8位单片机的生产厂家和主要机型如下:美国Intel公司:MCS—51系列及其增强型系列美国Motorola公司:6801系列和6805系列美国Atmel公司:89C51等单片机美国Zilog公司:Z8系列及SUPER8美国Fairchild公司:F8系列和3870系列美国Rockwell公司:6500/1系列美国TI(德克萨司仪器仪表)公司:TMS7000系列NS(美国国家半导体)公司:NS8070系列等等。
尽管单片机的品种很多,但是在我国使用最多的还是Intel公司的MCS—51系列单片机和美国Atmel公司的89C51单片机MCS—51系列单片机包括三个基本型8031、8051、87518031内部包括一个8位CPU、128个字节RAM,21个特殊功能寄存器(SFR)、4个8位并行I/O口、1个全双工串行口、2个16位定时器/计数器,但片内无程序存储器,需外扩EPROM芯片。
比较麻烦,不予采用8051是在8031的基础上,片内集成有4K ROM,作为程序存储器,是一个程序不超过4K字节的小系统。
ROM内的程序是公司制作芯片时,代为用户烧制的,出厂的8051都是含有特殊用途的单片机。
所以8051适合与应用在程序已定,且批量大的单片机产品中。
也不予采用。
8751是在8031基础上,增加了4K字节的EPROM,它构成了一个程序小于4KB 的小系统。
用户可以将程序固化在EPROM中,可以反复修改程序。
但其价格相对8031较贵。
8031外扩一片4KB EPROM的就相当与8751,它的最大优点是价格低。
随着大规模集成电路技术的不断发展,能装入片内的外围接口电路也可以是大规模的。
也不予采用。
AT89S52是一种低功耗、高性能CMOS8位微控制器,具有8K 在系统可编程Flash 存储器。
使用Atmel 公司高密度非易失性存储器技术制造,与工业80C51 产品指令和引脚完全兼容。
片上Flash允许程序存储器在系统可编程,亦适于常规编程器。
在单芯片上,拥有灵巧的8 位CPU 和在系统可编程Flash,使得AT89S52为众多嵌入式控制应用系统提供高灵活、超有效的解决方案。
AT89S52具有以下标准功能:8k字节Flash,256字节RAM,32 位I/O 口线,看门狗定时器,2 个数据指针,三个16 位定时器/计数器,一个6向量2级中断结构,全双工串行口,片内晶振及时钟电路。
另外,AT89S52 可降至0Hz 静态逻辑操作,支持2种软件可选择节电模式。
空闲模式下,CPU 停止工作,允许RAM、定时器/计数器、串口、中断继续工作。
掉电保护方式下,RAM内容被保存,振荡器被冻结,单片机一切工作停止,直到下一个中断或硬件复位为止。
8 位微控制器8K 字节在系统可编程Flash AT89S522.2 物位传感器的选择物位是指贮存容器或工业生产设备里的液体、粉粒壮固体、气体之间的分界面位置,也可以是互不相溶的两种液体间由于密度不等而形成的界面位置。
根据具体用途分为液位、料位、界位传感器或变送器。
物位不仅是物料耗量或产量计量的参数,也是保证连续生产和设备安全的重要参数。
特别是在现代工业中,生产规模大,速度高,且常有高温、高压、强腐蚀性或易燃易爆物料,对于物位的监视和自动控制更是至关重要。
物位测量可用于计算物料储量。
对于粉粒体,必须考虑到颗粒间有空隙,应区分密度和容重。
密度是指不含空隙的物料每单位体积的质量,即通常的质量密度ρ,如果乘以重力加速度g,就成为重力密度r,简称为重度。
容重是包含空隙在内的每单也就是视在重度或宏观重度,它总要比颗粒物质本身的重度小,其位体积的重量γv,差额决定于空隙率。
而空隙率又取决与许多因素。
例如颗粒形状、尺寸的一致程度、是否受外力压实、是否经受过振动、有无黏结性等,所以粉粒体物料的体积储量和质量储量之间不易精确换算,这是需要注意的。