机油泵传动轴支架全套工序卡
发动机总装工艺过程卡片
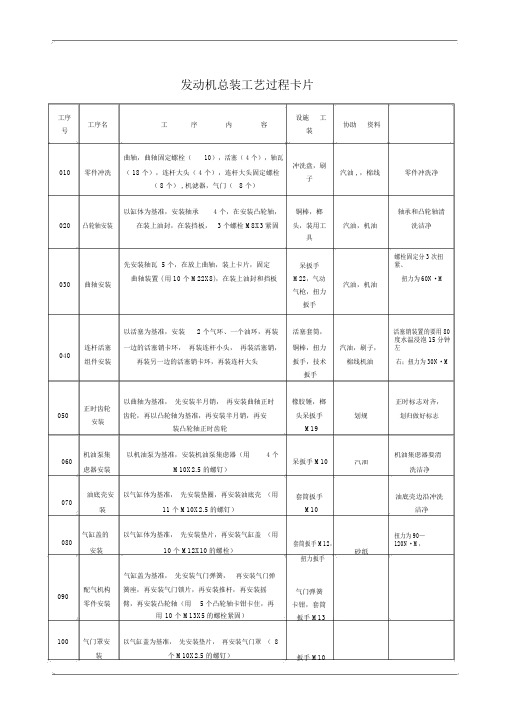
发动机总装工艺过程卡片工序工序名工序内容设施工协助资料号装曲轴,曲轴固定螺栓(10),活塞( 4 个),轴瓦冲洗盘,刷010 零件冲洗( 18 个),连杆大头( 4 个),连杆大头固定螺栓汽油 , ,棉线零件冲洗净子( 8 个) , 机滤器,气门(8 个)以缸体为基准,安装轴承 4 个,在安装凸轮轴,铜棒,榔轴承和凸轮轴清020 凸轮轴安装在装上油封,在装挡板, 3 个螺栓 M8X3紧固头,装用工汽油,机油洗洁净具先安装轴瓦 5 个,在放上曲轴,装上卡片,固定呆扳手螺栓固定分3 次扭紧、030 曲轴安装曲轴装置 ( 用 10 个 M22X8),在装上油封和挡板M22,气动汽油,机油扭力为60N·M气枪,扭力扳手以活塞为基准,安装 2 个气环、一个油环,再装活塞套筒,活塞销装置的要用 80040 连杆活塞一边的活塞销卡环,再装连杆小头,再装活塞销,铜棒,扭力汽油,刷子,度水温浸泡15分钟左组件安装再装另一边的活塞销卡环,再装连杆大头扳手,技术棉线机油右;扭力为30N·M扳手以曲轴为基准,先安装半月销,再安装曲轴正时正时齿轮050齿轮,再以凸轮轴为基准,再安装半月销,再安安装装凸轮轴正时齿轮机油泵集以机油泵为基准,安装机油泵集虑器(用 4 个060M10X2.5 的螺钉)虑器安装油底壳安以气缸体为基准,先安装垫圈,再安装油底壳(用07011 个 M10X2.5 的螺钉)装气缸盖的以气缸体为基准,先安装垫片,再安装气缸盖(用08010 个 M12X10的螺栓)安装气缸盖为基准,先安装气门弹簧,再安装气门弹配气机构簧座,再安装气门锁片,再安装推杆,再安装摇090零件安装臂,再安装凸轮轴(用 5 个凸轮轴卡钳卡住,再用10 个 M13X5的螺栓紧固)100气门罩安以气缸盖为基准,先安装垫片,再安装气门罩(8 装个 M10X2.5 的螺钉)橡胶锤,榔正时标志对齐,头呆扳手划规划归做好标志M19呆扳手 M10机油集虑器要清汽油洗洁净套筒扳手油底壳边沿冲洗M10洁净套筒扳手M12,扭力为90—120N·M,扭力扳手砂纸气门弹簧卡钳,套筒扳手 M13扳手 M10排气支,10 个的套以气缸体为基准,先安装垫片,再安装排气支管110管的安筒扳手(用 4 个 M10X5和 4 个 M10X8的螺栓)装进气支10 个的套以气缸体为基准,先安装垫片,再安装进气支管120管的安(用 8 个 M10X5的螺栓)筒扳手装- 带轮发动机皮带安装附件部安装发电机——水泵——油泵控制器——扳手130 要调理,张紧轮件安装——张紧轮——皮带——电扇——发动机支架M14,M17需要调整产品名称产品代号零件名称零件代号工艺过程编号装置工序卡片设施和工艺装置名称型号编号装置件明细表工工步内容工作业标准工具辅料序名称数步时1 缸体 12 活塞 13 气环 1 14 气环 2 15 活塞销 16 连杆 17 连杆固定螺 2栓8 连杆大头 19 轴瓦 1 110 曲轴 111 轴盖 112 轴瓦 2 113 螺母 2产品名称产品代号零件名称零件代号工艺过程编号装置工序卡片设施和工艺装置名称型号编号装置件明细表工步工步内容工作业标准工具辅料号时序代数目号号(个)123456789101112131415。
机油泵传动轴支架工序卡.

229
15.3
0.25
54
1
1
1
扩孔:φ31.7mm
φ31.7mm专用扩孔钻
68
7.9
0.57
54
1
1
1
铰孔: mm
铰孔钻
68
8.26
0.72
54
11Leabharlann 1锪孔1.5×45°
90°锪钻
68
8.26
0.72
1.5
1
1
1
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
54.05.416
产品名称
背吃刀量
/mm
进给次数
工步工时
机动
辅助
6
铣C面
专用夹具
38
26.5
1.6
2
1
1
1
φ225端面铣刀
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
54.05.416
产品名称
机油泵
零(部)件名称
机油泵传动轴支架
共12页
第7页
车间
工序号
工序名称
材料牌号
7
铣
HT15-33
毛坯种类
毛坯外形尺寸
每毛坯可制件数
产品名称
机油泵
零(部)件名称
机油泵传动轴支架
共12页
第2页
车间
工序号
工序名称
材料牌号
2
铣
HT15-33
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
250*98.83*59
1
机油泵传动轴支架加工工艺课设
机械制造工艺学课程设计设计计算说明书设计题目:机油泵传动轴支架机械加工工艺规程制订目录第一节序言 (4)第二节零件分析 (4)一、零件的功用分析 (4)二、零件的工艺分析 (5)第三节机械加工工艺规划制订 (5)一、确定毛坯制造形式 (5)二、选择定位基准 (6)三、选择加工方法 (6)四、制订工艺路线 (7)六、确定加工余量及毛坯尺寸 (9)七、工序设计 (11)八、确定切削用量和基本时间 (11)第一节序言机械制造工艺学课程设计是我们融会贯通大学所学的知识,将理论与实践相结合,对专业知识的综合运用训练,为我们即将走向自己的工作岗位打下良好的基础。
机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。
它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。
在编制工艺时须保证其合理性、科学性、完善性。
第二节零件分析一、零件的功用分析本次课程设计我们小组的任务是针对生产实际中的一个零件———机油泵传动轴支架。
其用于轴承的传递,当然机油泵传动轴支架并不仅仅用于此,还有很多功能。
从零件图上可以看出,标有表面粗糙度符号的表面有平面、内孔等。
其中,表面粗糙度要求最低的是孔3*Φ11及孔Φ32,粗糙度为Ra12.5,粗糙度要求最高的是定位销孔2*Φ8,表面粗糙度为Ra3.2以及上表面K。
该外圆平面K也是机油泵传动轴支架的主要设计基准。
孔Φ32的公差等级为IT7级,表面粗糙度为Ra3.2,可以通过钻、扩、铰来保证。
上表面K需要通过初刨和精刨来达到需要保证的尺寸。
3*Φ11孔不是很重要,只是固定作用,因此加工该孔不是很复杂;通过钻床加工出来。
2个定位销孔则需要有一定的位置要求,因此相对于上一道工序则需要在钻床是钻、扩、铰2*Φ8孔。
机油泵传动轴支架机械加工工艺及夹具设计
摘要本次设计是对机油泵传动轴支架零件的加工工艺规程及一些工序的专用夹具设计。
机油泵传动轴支架零件的主要加工表面是平面及孔。
由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。
所以本设计遵循先面后孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。
基准选择以机油泵传动轴支架端面作为粗基准,以上表面作为精基准。
关键词机械加工,加工工艺。
目录摘要 (I)Abstract........................................................................................................ 错误!未定义书签。
1 绪论 (1)2机油泵传动轴支架加工工艺规程设计 (2)2.1机械加工基准介绍 (2)2.2基准的选择 (2)2.3 制定工艺路线 (3)2.4选择加工设备及刀、夹、量具 (4)2.4.1设备的选择 (4)2.4.2刀具量具的选择 (6)2.5加工工序设计 (6)3 夹具设计 (10)3.1定位方案的选定 (11)3.2夹具夹紧装置的确定 (11)3.2.1夹紧力的方向和作用点的确定 (11)3.2.2夹紧力大小的估算 (12)3.3夹紧机构及元件的选择 (13)3.4夹具体上排屑措施的确定 (15)3.5钻模的设计 (15)3.5.1钻套的选定 (15)3.5.2钻模板的设计 (16)4夹具定位方案的分析 (18)4.1工件定位自由度分析 (18)4.2工件定位精度分析 (18)参考文献 (21)致谢 (22)1 绪论对工件进行机械加工时,为了保证加工要求,首先要使工件相对于机床有正确的位置,并使这个位置在加工过程中不因外力的影响而变动。
为此,在进行机械加工前,先要将工件装夹好。
用夹具装夹工件时,工件相对于道具及机床的位置精度由夹具保证,不受工人技术水平的影响,使一批工件的加工极度趋于一致,稳定的保证工件的加工精度。
轴类零件工艺工序卡片

mm/r
切削深度
mm
进给次数
工步工时/s
机动
辅动
1
半精车φ37外圆面
三爪卡盘、顶尖、90°偏刀
1200
146
0.4
0.75
1
17
2
半精车φ30外圆面
三爪卡盘、顶尖、90°偏刀
1200
120
0.4
0.65
1
18.25
3
调头,半精车φ40外圆面
三爪卡盘、顶尖、90°偏刀
966
126.7
0.5
0.75
共7页
第3页
车间
工序号
工序名称
材料牌号
车床
3
半精加工
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
圆钢
Φ48x573mm
1
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
C620-1
1
夹具编号
夹具名称
切削液
三抓卡盘
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
平形砂轮
76
2
15
0.0111
1
13
4
精磨φ30外圆面
平形砂轮
40
2
15
0.0111
1
5.4
5
精磨φ37外圆面
平形砂轮
90
4
15
0.0111
1
14.7
机械加工工序卡片
机械加工工序卡片
支架加工工序卡 制定支架零件的加工工艺,设计车Φ60孔的车床夹具

专用夹具
普通乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
2
2
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时/s
r/min
m/s
mm/r
mm
机动
辅助
1
铣右端面,保证尺寸15mm
YT15端铣刀, 125x0.02mm游标卡尺,150mm钢板尺75°
500
1.27
0.8
3
1
零件名称
支架
共
5
页
第
5
页
车间
工序号
工序名称
材料牌号
机加工
70
钻
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
钻床
Z525
1
1
夹具编号
夹具名称
切削液
1
专用夹具
普通乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
2
2
工步号
工步内容
工艺装备
主轴转速
切削速度
800
12.7
0.5
2
1
15
10
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
孙泽栋2015.11.20
标记
处数
更改文件号
签字
日期
标记
处数
机油泵传动轴支架全套工序卡.doc

1
1
1
φ11钻头
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
54.05.19
产品名称
机油泵
零(部)件名称
机油泵传动轴支架
共12页
第10页
车间
工序号
工序名称
材料牌号
10
钻
HT15-33
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
250*98.33*55
1
1
设备名称
Z525
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
16.6
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅助
10
钻孔φ7mm
φ7mm钻
229
15.3
0.25
12
1
1
1
扩孔:φ7.7mm
φ7.7mm专用扩孔钻
68
7.9
0.57
mm/r
切削深度
mm
进给次数
工步工时
机动
辅助
7
铣φ32mmC向端面
专用夹具
190
5.3
0.32
12
1
1
1
φ45端面铣刀
锪孔1.5×45°
90°锪钻
68
8.26
0.72
1.5
1
机油泵传动轴支架的夹具设计说明书
目录前言 (1)第一章零件的分析 (2)§1.1 零件的作用 (2)§1.2 零件的工艺分析 (2)第二章工艺规程设计 (3)§2.1 确定毛坯的制造形式 (3)§2.2 基面的选择 (3)§2.3 制定工艺路线 (4)§2.4 机械加工余量、工序尺寸及毛坯尺寸的确定 (6)§2.5 确定切削用量及基本工时 (8)第三章夹具设计 ............................................... 错误!未定义书签。
16§3.1 问题的提出. (16)§3.2 夹具设计 (17)参考文献 (19)前言机械制造工艺学课程设计是我们融会贯通大学所学的知识,将理论与实践相结合,对专业知识的综合运用训练,为我们即将走向自己的工作岗位打下良好的基础。
机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。
它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。
在编制工艺时须保证其合理性、科学性、完善性。
而机床夹具是为了保证产品的质量的同时提高生产的效率、改善工人的劳动强度、降低生产成本而在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。
它们的研究对机械工业有着很重要的意义,因此在大批量生产中,常采用专用夹具。
一、零件的分析1.1 零件的作用如右图所示,题目所给定的零件是机油泵传动轴支架。
它位于传动轴的端部。
主要作用是支承传动轴,连接油口,起到固定机油泵的作用。
是拖拉机里用到的最普遍的零件之一。
它结构简单,体积也较小,属叉架类零件。
其中φ32孔要与轴配合,要求精度较高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工序名称 钻 1
材料牌号 HT15-33 每台件数 1 同时加工件数 1
毛坯外形尺寸 每毛坯可制件数
夹具编号
夹具名称 专用夹具
切削液
工位器具编号
工位器具名称
工序工时 准终 单件 16.6
工步号 10
工 步 内 容 钻孔φ 7mm 扩孔:φ 7.7mm 铰孔: 8H7
工
艺 装 备 φ 7mm 钻
主轴转速 r/min 229 68 68 68
毛坯外形尺寸 每毛坯可制件数
夹具编号
夹具名称 专用夹具
切削液
工位器具编号
工位器具名称
工序工时 准终 单件 7.08
工步号
工 步 内 容
工
艺 装 备
主轴转速 r/min
切削速度 m/min
进给量 mm/r
切削深度 mm
进给次数
工步工时 机动 辅助
2
扩φ32
专用夹具
38
26.5
1.6
2
1
1
1
机械加工工序卡片
夹具编号
夹具名称 专用夹具
切削液
工序工时 工位器具编号 工位器具名称 准终 单件 4.17 工步号 1 工 步 内 容 钻φ31 工 艺 装 备 专用夹具 φ31.7 扩钻 主轴转速 r/min 1800 切削速度 m/min 54 进给量 mm/r 0.3 切削深度 mm 进给次数 3 工步工时 机动 辅助 3 1
切削速度 m/min 15.3 7.9 8.26 8.26
进给量 mm/r 0.25 0.57 0.72 0.72
切削深度 mm 12 12 12 1
进给次数 1 1 1 1
工步工时 机动 辅助 1 1 1 1 1 1 1 1
φ 7.7mm 专用扩孔钻
+0.015 8H7 0 mm 铰孔钻
工序名称 钻 1
材料牌号 HT15-33 每台件数 1 同时加工件数 1
毛坯外形尺寸 每毛坯可制件数
夹具编号
夹具名称 专用夹具
切削液
工位器具编号
工位器具名称
工序工时 准终 单件 0.2
工步号 12Leabharlann 工 步 内 容 清洗工
艺 装 备
主轴转速 r/min
切削速度 m/min
进给量 mm/r
切削深度 mm
进给次数
材料牌号 HT15-33 每台件数 1 同时加工件数 1
毛坯外形尺寸 每毛坯可制件数
夹具编号
夹具名称 专用夹具
切削液
工位器具编号
工位器具名称
工序工时 准终 单件 0.2
工步号 11
工 步 内 容 钻孔φ 11mm
工
艺 装 备 φ 11mm 钻
主轴转速 r/min 229
切削速度 m/min 15.3
进给量 mm/r 0.32 0.72
切削深度 mm 12 1.5
进给次数 1 1
工步工时 机动 辅助 1 1 1 1
φ45 端面铣刀 90°锪钻
机械加工工序卡片
产品型号 机械加工工序卡片 产品名称 机油泵 零(部)件图号 零(部)件名称 车 间 54.05.19 机油泵传动轴 支架 工序号 8 毛坯种类 铸件 设备名称 250*98.33*55 X63 共 12 页 第 8 页
进给量 mm/r 0.25
切削深度 mm 12
进给次数 1
工步工时 机动 辅助 1 1
机械加工工序卡片
产品型号 机械加工工序卡片 产品名称 机油泵 零(部)件图号 零(部)件名称 车 间 54.05.19 机油泵传动轴 支架 工序号 10 毛坯种类 铸件 设备名称 250*98.33*55 Z525 共 12 页 第 10 页
毛坯外形尺寸 每毛坯可制件数
夹具编号
夹具名称 专用夹具
切削液
工位器具编号
工位器具名称
工序工时 准终 单件 3.6
工步号 4
工 步 内 容 钻孔φ 30mm 扩孔:φ 31.7mm 铰孔: 32H7
工
艺 装 备 φ 30mm 钻
主轴转速 r/min 229 68 68 68
切削速度 m/min 15.3 7.9 8.26 8.26
毛坯外形尺寸 每毛坯可制件数
毛坯外形尺寸 每毛坯可制件数
夹具编号
夹具名称 专用夹具
切削液
工位器具编号
工位器具名称
工序工时 准终 单件 7.92
工步号 7
工 步 内 容 铣φ 32mm C 向端面 锪孔 1.5×45°
工
艺 装 备 专用夹具
主轴转速 r/min 190 68
切削速度 m/min 5.3 8.26
+0.015 0
mm
锪孔 1×45°
90°锪钻
机械加工工序卡片
产品型号 机械加工工序卡片 产品名称 机油泵 零(部)件图号 零(部)件名称 车 间 54.05.19 机油泵传动轴 支架 工序号 11 毛坯种类 铸件 设备名称 250*98.33*55 Z525 共 12 页 第 11 页
工序名称 钻 1
工序名称 铣 1
材料牌号 HT15-33 每台件数 1 同时加工件数 1
毛坯外形尺寸 每毛坯可制件数
夹具编号
夹具名称 专用夹具
切削液
工位器具编号
工位器具名称
工序工时 准终 单件 4.92
工步号 8
工 步 内 容 铣E面
工
艺 装 备 专用夹具
主轴转速 r/min 37.5
切削速度 m/min 5.3
进给量 mm/r 0.32
毛坯外形尺寸 250*100.83*59 每毛坯可制件数 车间 工段 设备 X63 X63 X63 立钻 X63 X63 X63 检验台 X63 立钻 立钻 立钻 钳工台 清洗台 检验台
产品名称:机油泵 零(部)件名称:机油泵传动轴支架 设 学 计: 号:151309240 审
产品图号: 零(部)件图号:54.05.19 核:
φ45 端面铣刀
机械加工工序卡片
产品型号 机械加工工序卡片 产品名称 机油泵 零(部)件图号 零(部)件名称 车 间 54.05.19 机油泵传动轴 支架 工序号 4 毛坯种类 铸件 设备名称 250*98.83*57 Z525 共 12 页 第 4 页
工序名称 钻 1
材料牌号 HT15-33 每台件数 1 同时加工件数 1
机 械 加 工 工 艺 过 程 卡 片
产品型号 机械加工工艺过程卡片 材料牌号 工序 工序 号 名称 1 2 3 4 5 6 6 7 8 9 10 11 12 13 14 铣 粗铣 A 面 铣 铣D面 铣 铣φ 32mm D 向端面 钻 钻、扩、铰孔φ 32mm,并锪倒角 1.5×45° 铣 精铣 A 面 铣 铣C面 铣 铣φ 32mm C 向端面,并锪倒角 1.5×45° 检验 检验 铣 铣E面 钻 钻 3-φ 11mm 孔 钻 钻、扩、铰孔 2-φ 8mm,并锪倒角 1×45° 钻 钻 30°方向φ 11mm 孔 钳 棱边倒钝,去毛剌 清洗 检验 检验 HT15-33 毛坯种类 工 铸件 序 内 容 产品名称 机油泵 零(部)件图号 零(部)件名称 54.05.19 机油泵传动 轴支架 1 工 每台件数 艺 装 备 共 1 1 页 备注 工时(分) 准结 单件 4.17 7.08 7.08 3.6 7.92 7.08 7.92 4.92 7.4 16.6 0.2 5 第 1 页
工步工时 机动 辅助 1
棱边倒钝,去毛刺
机械加工工序卡片
产品型号 机械加工工序卡片 产品名称 机油泵
零(部)件图号 零(部)件名称 车 间
54.05.19 机油泵传动轴 支架 工序号 1 共 12 页 第 1 页
工序名称 铣 1
材料牌号 HT15-33 每台件数 1 同时加工件数 1
毛坯种类 铸件 设备名称
毛坯外形尺寸 每毛坯可制件数 250*100.83*59 数控铣
机械加工工序卡片
产品型号 机械加工工序卡片 产品名称 机油泵 零(部)件图号 零(部)件名称 车 间 54.05.19 机油泵传动轴 支架 工序号 5 毛坯种类 6 7 毛坯种类 铸件 设备名称 250*98.33*57 X63 共 12 页 第 5 页
工序名称 铣 铣 铣 1
材料牌号 HT15-33 每台件数 HT15-33 HT15-33 每台件数 1 同时加工件数 1
夹具编号
夹具名称 专用夹具
切削液
工位器具编号
工位器具名称
工序工时 准终 单件 7.08
工步号 3
工 步 内 容 铣φ 32mm D 向端面
工
艺 装 备 专用夹具
主轴转速 r/min 190
切削速度 m/min 5.3
进给量 mm/r 0.32
切削深度 mm 5
进给次数 1
工步工时 机动 辅助 1 1
进给量 mm/r 0.25
切削深度 mm 12
进给次数 1
工步工时 机动 辅助 1 1
专用夹具,螺栓固定
机械加工工序卡片
产品型号 机械加工工序卡片 产品名称 机油泵 零(部)件图号 零(部)件名称 车 间 54.05.19 机油泵传动轴 支架 工序号 12 毛坯种类 铸件 设备名称 250*98.33*55 Z525 共 12 页 第 12 页
切削深度 mm 2
进给次数 1
工步工时 机动 辅助 1 1
φ225 端面铣刀
机械加工工序卡片
产品型号 机械加工工序卡片 产品名称 机油泵 零(部)件图号 零(部)件名称 车 间 54.05.19 机油泵传动轴 支架 工序号 9 毛坯种类 铸件 设备名称 250*98.33*55 Z525 共 12 页 第 9 页