机油泵传动轴支架零件图
齿轮油泵 各零件图

6.3
32-0.01 -0.02
R5 标记 处数 分区 更改文件号 签名 年月日
泵体
浙江大学城市学院
设计
标准化
阶段标记 重量 比例
审核 工艺
批准
共 张第 张
HT300
2-∅5H7 R22
A
6-∅8.5 R41
R33
A-A
8
其余
12.5
12.5
14
∅18H7
A
6-∅14 45°
45
1.6
C
b ∅0.01 C
∅87f7 ∅81 16.8
22
标记 处数 分区 更改文件号 签名 年月日
设计
标准化
齿轮
浙江大学城市学院
阶段标记 重量 比例
审核 工艺
批准
共 张第 张
审核 工艺
批准
共 张第 张
4-∅6 5
2X45°
∅48 M38X2 ∅18.5
∅42 ∅18.5 ∅25
∅18 ∅25
10 25 30
压紧螺母
15
轴套
16
密封圈
标记 处数 分区 更改文件号 签名 年月日
设计
标准化
压紧螺母 轴套 密封圈
浙江大学城市学院
阶段标记 重量 比例
审核 工艺
批准
共 张第 张
5 ∅14
1.6
∅18H7
1.6
14 14
22
A
标记 处数 分区 更改文件号 签名 年月日
设计
标准化
左端盖
浙江大学城市学院
阶段标记 重量 比例
审核 工艺
批准
共 张第 张
HT300
机油泵传动轴支架工序卡.

229
15.3
0.25
54
1
1
1
扩孔:φ31.7mm
φ31.7mm专用扩孔钻
68
7.9
0.57
54
1
1
1
铰孔: mm
铰孔钻
68
8.26
0.72
54
11Leabharlann 1锪孔1.5×45°
90°锪钻
68
8.26
0.72
1.5
1
1
1
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
54.05.416
产品名称
背吃刀量
/mm
进给次数
工步工时
机动
辅助
6
铣C面
专用夹具
38
26.5
1.6
2
1
1
1
φ225端面铣刀
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
54.05.416
产品名称
机油泵
零(部)件名称
机油泵传动轴支架
共12页
第7页
车间
工序号
工序名称
材料牌号
7
铣
HT15-33
毛坯种类
毛坯外形尺寸
每毛坯可制件数
产品名称
机油泵
零(部)件名称
机油泵传动轴支架
共12页
第2页
车间
工序号
工序名称
材料牌号
2
铣
HT15-33
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
250*98.83*59
1
油泵装配图
工业用纸
工业用纸
石 棉
数量
材
料
备 注
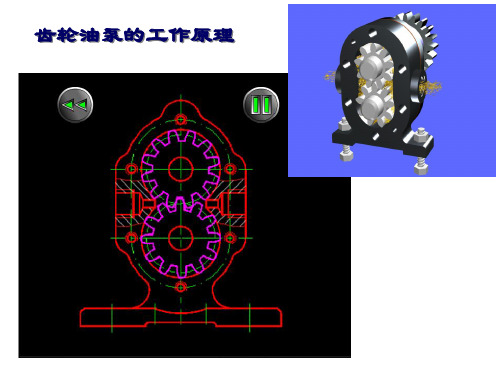
齿轮油泵
1.有效圈数n=7 4.旋向 右 2.总圈数n1=9.5 5.弹簧两端磨平 图名 弹簧 比例 3.展开长度L=323.6
材料
数量
图名 小垫片 比例 材料 数量
全部
技术要求:
发蓝处理
图名 螺塞 比例 材料 数量
序号
螺 塞 小 垫 片 弹 簧 钢珠定位圈 钢 珠 螺栓M6X20 垫 圈 6 泵 盖 圆柱销 垫 片 主动轴齿轮 锁紧螺母 填料压盖 填 料 从动轴齿轮 泵 体 零件名称
图名 材料
比例 数量
其余
Ⅰ Ⅱ
齿 数 模 数 齿形角
Ⅰ Ⅱ
技术要求 1.未注倒角均为1X45° 2.调质处理 HB=220-250
图名 材料
比例 数量
其余
图名 材料
比例 数量
其余
图名 材料
比例 数量
其余
技术要求:
1.未注明铸造圆角 R3 2.不加工面应涂防锈漆
泵
盖
图名 材料
比例 数量
技 术 要 求:
齿轮油泵的工作原理
装配示意图
螺 塞 小 垫 片 弹 簧 钢珠定位圈 钢 珠 螺栓M6X20 垫 圈 6 泵 盖 圆柱销 垫 片 主动轴齿轮 锁紧螺母 填料压盖 填 料 从动轴齿轮 泵 体 序号 零件名称
工业用纸
பைடு நூலகம்
工业用纸
石 棉
数量
材
料
备 注
其余
Ⅰ Ⅱ
齿 数 模 数 齿形角
Ⅰ
Ⅱ
技术要求 1.未注倒角均为1X45° 2.调质处理 HB=220-250
机油泵传动轴支架夹具
目录1 课题介绍 (1)1.1 课题背景及发展趋势 (1)1.2 课题的作用与意义 (3)1.3 夹具的组成 (5)1.4 夹具的结构特点 (6)1.5 课题的任务 (7)2 钻床夹具设计 (9)2.1 定位方案 (9)2.2 夹紧方案 (9)2.3 夹具总图上的尺寸、公差和技术要求 (10)2.4 加工精度分析 (10)3 小结 (14)参考文献 (15)摘要本文首先介绍了机油泵传动轴支架夹具的研究背景和发展趋势、课题的作用和意义、夹具的组成以及钻床夹具的结构特点,通过对参考文献进详细的分析,阐述了定位方案的选择、夹紧方案的确定、夹具体与定位键、夹具总图上的尺寸、公差和技术要求以及加工精度分析。
关键词机油泵传动轴支架定位,夹紧,钻夹具1 课题介绍在机械制造过程中,用来固定加工对象,使其占有正确的位置,以便接受施工,检测的装置都可统称为“夹具”。
广义地说,夹具是一种保证产品质量并便利和加速工艺过程的一种工艺装备。
夹具以其数量和在生产中的地位来说,“机床夹具”最重要。
机床夹具为机床的一种辅助设备,用它来准确地确定工件与刀具的相对位置,即将工件定位及夹紧,以完成加工所需要的相对运动。
所以机床夹具是用以使工件定位和夹紧的附加装置。
机床夹具设计的基本要求有保证工件的加工精度,提高生产率,工艺性好,使用性好,经济性好。
1.1 课题背景及发展趋势夹具从产生到现在,大约可以分为三个阶段:第一个阶段主要表现在夹具与人的结合上,这是夹具主要是作为人的单纯的辅助工具,是加工过程加速和趋于完善;第二阶段,夹具成为人与机床之间的桥梁,夹具的机能发生变化,它主要用于工件的定位和夹紧。
人们越来越认识到,夹具与操作人员改进工作及机床性能的提高有着密切的关系,所以对夹具引起了重视;第三阶段表现为夹具与机床的结合,夹具作为机床的一部分,成为机械加工中不可缺少的工艺装备在机械制造业中,为了适应新品种不断发展的要求,夹具设计有朝着下列方向发展的趋势:1. 发展通用夹具新品种通用夹具是使用最广泛的一种夹具,发展通用夹具以代替某些专用夹具。
机油泵传动轴支架说明书
图书分类号:密级:夹具设计(论文) 机油泵传动轴支架机械加工工艺及夹具设计学生姓名李林波学院名称山西大同大学专业名称机械设计制造及其自动化指导教师王老师2013年12月20日摘要本次设计是对机油泵传动轴支架零件的加工工艺规程及一些工序的专用夹具设计。
机油泵传动轴支架零件的主要加工表面是平面及孔。
由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。
所以本设计遵循先面后孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。
基准选择以机油泵传动轴支架端面作为粗基准,以上表面作为精基准。
关键词机械加工,加工工艺。
目录摘要 (I)Abstract.......................................................................................................... 错误!未定义书签。
1 绪论 (1)2机油泵传动轴支架加工工艺规程设计 (2)2.1机械加工基准介绍 (2)2.2基准的选择 (2)2.3 制定工艺路线 (3)2.4选择加工设备及刀、夹、量具 (4)2.4.1设备的选择 (4)2.4.2刀具量具的选择 (6)2.5加工工序设计 (7)3 夹具设计 (10)3.1定位方案的选定 (11)3.2夹具夹紧装置的确定 (11)3.2.1夹紧力的方向和作用点的确定 (11)3.2.2夹紧力大小的估算 (12)3.3夹紧机构及元件的选择 (13)3.4夹具体上排屑措施的确定 (15)3.5钻模的设计 (15)3.5.1钻套的选定 (15)3.5.2钻模板的设计 (16)4夹具定位方案的分析 (18)4.1工件定位自由度分析 (18)4.2工件定位精度分析 (19)参考文献 (21)致谢 (22)1 绪论对工件进行机械加工时,为了保证加工要求,首先要使工件相对于机床有正确的位置,并使这个位置在加工过程中不因外力的影响而变动。
机械制造技术课程设计-机油泵传动轴支架工艺及钻3-φ11和2-φ8孔夹具设计【全套图纸】

辽宁工程技术大学机械制造技术基础课程设计题目:机油泵传动轴支架机械加工工艺规程及3*φ11和2*φ8孔钻削夹具设计班级:加工09-1姓名:学号:0907070116指导教师:完成日期:2012.9.10任务书一、设计题目:机油泵传动轴支架机械加工工艺规程及钻孔夹具设计二、原始资料(1) 被加工零件的零件图1张(2) 生产类型:(中批或大批大量生产)三、上交材料1.所加工的零件图1张2.毛坯图1张3.编制机械加工工艺过程卡片1套4.编制所设计夹具对应的那道工序的机械加工工序卡片1套5.绘制夹具装配图(A0或A1)1张6.绘制夹具中1个零件图(A1或A2。
装配图出来后,由指导教师为学生指定需绘制的零件图,一般为夹具体)。
1张7.课程设计说明书,包括机械加工工艺规程的编制和机床夹具设计全部内容。
(约5000-8000字)1份四、进度安排本课程设计要求在3周内完成。
1.第l~2天查资料,绘制零件图。
2.第3~7天,完成零件的工艺性分析,确定毛坯的类型、制造方法,编制机械加工工艺规程和所加工工序的机械加工工序卡片。
3.第8~10天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第11~13天,完成夹具装配图的绘制。
5.第14~15天,零件图的绘制。
6.第16~18天,整理并完成设计说明书的编写。
7.第19天~21天,完成图纸和说明书的输出打印。
答辩五、指导教师评语该生设计的过程中表现,设计内容反映的基本概念及计算,设计方案,图纸表达,说明书撰写,答辩表现。
综合评定成绩:指导教师日期摘要本次设计是对机油泵传动轴支架零件的加工工艺规程及一些工序的专用夹具设计。
机油泵传动轴支架零件的主要加工表面是平面及孔。
由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。
所以本设计遵循先面后孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。
基准选择以机油泵传动轴支架端面作为粗基准,以上表面作为精基准。
项目3.3 识读机油泵泵体零件图

汽车零部件识图
3.3.1 由装配图拆画出箱体类零件的方法
箱体类零件是连接、支承、包容件,一般为部件的外壳,如各种变 速器箱体或齿轮泵泵体等。主要起到支承和包容其它零件的作用。
1.全面看懂装配图工作原理,弄清箱体结构形状的基础上进行,
按照零件图的内容和要求,拆画出零件图。 2.分离箱体零件 (1)确定零件位置。由装配图分离箱体时,首先结合零件的序号 在明细栏中找到要分离零件的序号和名称,然后根据该序号指引线所指 的部位,确定该零件在装配图中的位置。 (2)分离零件视图。零件的序号是标注在零件的一个视图上的, 所以通过零件的序号一定能找到该视图。根据视图间的联系规律和基本 投影特性,以及同一零件的剖面线方向、间距的一致性,将零件的几个 视图同时从装配图中分离出来。
汽车零部件识图
3.3.2箱体类零件分析 1.结构分析 箱体类零件是机器上的重要部件之一,主要起支撑、容纳、润滑、 密封、固定等作用,是安装其它零件的一个平台,一般都有比较复杂的 外部和内部形状。这类零件都有中空的内部结构,箱壁上有装配其它零 件的孔状结构,螺孔等,一般都有安装底板,供润滑用的润滑油道、注 油孔、放油孔、观察孔等。
汽车零部件识图
学习项目三:识读机油泵部件装配图
学习单元3.1:识读机油泵部件装配图 学习单元3.2:识读机油泵传动轴零件图
学习单元 3.3 :识读机油泵泵体零件图
汽车零部件识图
学习单元3.3:识读机油泵泵体零件图
学习目标 : (1)掌握由装配图拆画出零件图的方法。
学习内容 : (1)由装配图拆画出箱体类零件的方法。 (2)识读机油泵泵体零件图。
汽车零部件识图
3.3.3 识读机油泵中间壳零件图
汽车零部件识图
1.机油泵中间壳零件图分析 (1)结构分析 机油泵中间壳是机油泵上的重要部件之一,主要起支撑、容纳、润滑、 密封、固定等作用,是安装其它零件的一个平台,零件内部中空,箱壁 上有装配其它零件的孔状结构,螺孔等,还有安装底板等。 (2)视图选择 ①主视图的选择: 主视图在其投射方向应在符合形状特征性原则的前提下,按工作位置 安放。 ②其他视图的选择 左视图采用全剖视图,表达内部结构形状。俯视图采用局部剖,表达 进油口形状。K局部视图表达安装板的形状和位置。后视图表达零件后 面的结构。 2.中间壳零件图的尺寸标注 在标注尺寸方面,在长度、宽度和高度方面,都是以壳体的对称面作 为尺寸基准。对于箱体上需要切削加工的部分,按便于加工和检验的要 求来标注尺寸。
阁瑞斯零部件图册 发动机 图 A-4-1 机油泵

C-70
SY6470CAZM(S) SY6470CASM(H)
SY6470CAZM(S) SY6470CASM(H)
6 04020406-
7 04020406-
8 04020406-
9 04020406-
10 04020406-
11 04020406-
SY6470CAZM(S) SY6470CASM(H)
SY6470CAZM(S) SY6470CASM(H)
15104-75020 机油集滤器总成 15104-75020 机油集滤器总成
90119-08A73 螺栓 90119-08A73 螺栓
96151-01500 卡环 96151-01500 卡环
15135-75040 固定座(机油泵释压阀) 15135-75040 固定座(机油泵释压阀)
15132-75021 弹簧(机油泵释压阀) 15132-75021 弹簧(机油泵释压阀)
13 04020406-
SY6470CAZM(S) SY6470CASM(H)
代
号
日本代号
零件名称
15132-75020 弹簧(机油泵释压阀) 15132-75020 弹簧(机油泵释压阀)
15131-24010 机油泵释压阀 15131-24010 机油泵释压阀
数 量
备注
1 日本
1 日本
1 日本 1 日本
图 A-4-1 机油泵
图 A-4-1
序 号
生产日期
车
型
1 0402-
SY6470CAZM(S)
0406-
SY6470CASM(H)
2 04020406-
SY6470CAZM(S) SY6470CASM(H)