工艺检查表模板
产品工艺分析检查表

工艺名称姓名部门
Yes
No 1.是否有替代作业 可达到同样目的 2.作业 口省略 口减轻 口合并 3.移动 口省略 口减轻 口组合 4.检查 口省略 口减轻 口组合
5.等待可否省略
项目
内 容
Ckgk 说明2.其它替代手段
1.明确有无不必要的东西1.明确作业目的 3.使用不同的设备4.改变配置(布置)5.产品设计变更6.作业员培训2.变形顺序
1.去除某些作业2.改变保管场地3.改变配置4.改变设备6.设置皮带 5.改变作业程序1.去除不必要的检查2.消除重复检查3.改变程序4.变为抽检
5.作业员培训(专业方面) 3.改变配置
1.改变作业程序共同作业分析检查改善表
7.由于其他人影响造成的作业等待可否去除
1.改变作业人数2.改变作业分配
3.改变作业程序
6.操作可否更容易进行
1.成员之间的作业平衡了
2.减轻负荷最大作业者的工作量
2.使用不同设备。
工艺纪律检查表
工艺操作规程执行情况
操作人员是否熟悉本工序工艺操作规程,不熟悉的扣除0.2分 操作人员是否按照工艺操作规程操作,不按规程操作的扣除0.2分
现场管理是否符合工艺操作规程要求,不符合的扣除0.2分
检查单位:技术质量部 检查人员:
合计
被检查单位: 检查时间:
检查结果
实得分
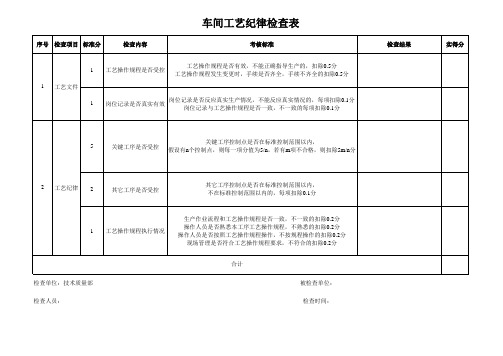
车间工艺纪律检查表
序号 检查项目 标准分
检查内容
考核标准
1
工艺操作规程是否受控
工艺操作规程是否有效,不能正确指导生产的,扣除0.5分 工艺操作规程发生变更时,手续是否齐全,手续不齐全的扣除0.5分
1 工艺文件
1
岗位记录是否真实有效
岗位记录是否反应真实生产情况,不能反应真实情况的,每项扣除0.1分 岗位记录与工艺操作规程是否一致,不一致的每项扣除0.1分来自5关键工序是否受控
关键工序控制点是否在标准控制范围以内, 假设有n个控制点,则每一项分值为5/n,若有m项不合格,则扣除5m/n分
2 工艺纪律 2
其它工序是否受控
其它工序控制点是否在标准控制范围以内, 不在标准控制范围以内的,每项扣除0.1分
生产作业流程和工艺操作规程是否一致,不一致的扣除0.2分
1
工艺纪律检查表
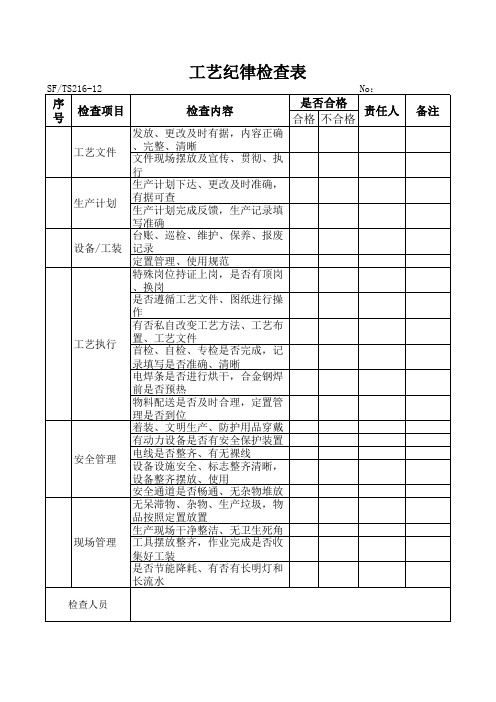
SF/TS216-1否合格 责任人 合格 不合格
备注
发放、更改及时有据,内容正确 、完整、清晰 工艺文件 文件现场摆放及宣传、贯彻、执 行 生产计划下达、更改及时准确, 有据可查 生产计划 生产计划完成反馈,生产记录填 写准确 台账、巡检、维护、保养、报废 设备/工装 记录 定置管理、使用规范 特殊岗位持证上岗,是否有顶岗 、换岗 是否遵循工艺文件、图纸进行操 作 有否私自改变工艺方法、工艺布 置、工艺文件 工艺执行 首检、自检、专检是否完成,记 录填写是否准确、清晰 电焊条是否进行烘干,合金钢焊 前是否预热 物料配送是否及时合理,定置管 理是否到位 着装、文明生产、防护用品穿戴 有动力设备是否有安全保护装置 电线是否整齐、有无裸线 安全管理 设备设施安全、标志整齐清晰, 设备整齐摆放、使用 安全通道是否畅通、无杂物堆放 无呆滞物、杂物、生产垃圾,物 品按照定置放置 生产现场干净整洁、无卫生死角 现场管理 工具摆放整齐,作业完成是否收 集好工装 是否节能降耗、有否有长明灯和 长流水
检查人员
检查时间:
工艺检查表

12月29日
广冶
2#磨影响开磨存在问题
序号 1 2 3 4 5 6 7 8 9 存在问题 入辊压机下料溜子位置偏 主尾收尘下只换了一条帆布 主收尘下料溜子未满焊(靠近1#磨) 主收尘重锤翻板阀重锤螺杆断(无法调节) 1#2#磨成品斜槽转弯处渗水(磨房外) 1#2#磨成品斜槽和库顶斜槽螺栓部分未拧紧 成品斜槽帆布不紧且未密封(渗水) 成品斜槽手动蝶阀不能完全打开(气管阻碍) v选相连的收尘风管未满焊 整改时间 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月29日 12月2ቤተ መጻሕፍቲ ባይዱ日 12月29日 12月29日 12月29日 12月29日 12月29日 检查人 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 广冶 备注
10 出循环斗提下料溜子除铁器处未满焊 11 2#入库斗提旁斜槽和出磨斜槽观察孔无玻璃 12 出磨重锤翻板阀需调整 13 旋风筒重锤翻板阀未安装重锤 14 1#磨热风管调节阀未焊接 15 选粉机一次风蝶阀无法调节(栏杆阻碍) 16 入选粉机斜槽观察口盖子未做且分料阀内部有沙 17 出磨斗提减速机无油标且轴承盖未装 18 2#斜槽入1#库下料溜子未满焊(库顶斜槽) 19 1#库库顶转弯处帆布螺栓未拧紧(2#斜槽) 20 2#斜槽入5#库下料溜子未满焊(库顶斜槽) 21 2#斜槽入4#库气动闸板未固定(库顶斜槽) 22 成品斜槽下料溜子(靠近1#磨)旁斜槽未涂密封胶 23 磨尾收尘下翻板阀无法全部打开 24 粗粉斜槽下料溜子有一边未焊接 2#喂料皮带头部清扫器未装,头罩档帘未装,头罩 25 密封未装,法兰变形,拉绳开关绳子未装,皮带两 端档帘未装,皮带秤下料溜子的皮带罩未装 26 2#调配库底收尘器滤袋未装,风机未固定,气路未 装,爬梯护圈未装
装配工艺检查表格

10
90°弯管
在桩头板处安装时,先穿线再固定盖板
11
紧定螺孔
拧紧定螺钉时先用工业吸尘器将铁屑吸除,在螺纹上涂603密封胶
12
吊环安装
装吊环时每个吊环必须拧紧到位。
13
拧螺丝
对角拧螺丝,一次不要拧太紧(并依次进行)
14
轴承加热
轴承加热时,温度应适宜(90~98℃),保温时间不少于30分钟,不大于2小时
15
轴承安装
轴承安装在轴承档上(有字朝外),安装到位,加入1/2~2/3的油脂。
16
按工艺要求加注润滑脂
1.加润滑脂必须用刮刀加注,并控制好轴承内盖的油量,
2.2极加1/3的油脂,4极加1/3~1/2的油脂,6极加1/2~2/3的油脂。
17
塞转子
1.使用塞转子的专用工具不能磕碰到端部线圈
2.转子尽量保持水平,和定子同心
如有粘线先加热电吹风粘融化粘漆瘤再把漆瘤清理干净分开引出线长引接线在端部和根部各扎一个扎带再打个结引接线不散落1090弯管在桩头板处安装时先穿线再固定盖板11拧紧定螺钉时先用工业吸尘器将铁屑吸除在螺纹上涂603密封胶12吊环安装装吊环时每个吊环必须拧紧到位
装配车间工艺纪律检查表
序号
抽查内容
工艺要求
抽查现状
操作者
日期
整改完成时间
1
三检卡
定子压装车间三检卡及时准确填写。
2
定子吊装
1.用专用涨胎吊装
2.H280以上的用专用铁架翻转
3
定子压装
1.保持上压头与机座接触面相互平行
2.符合定位尺寸
3.用专用工装进行压装
4
工艺专业检查表
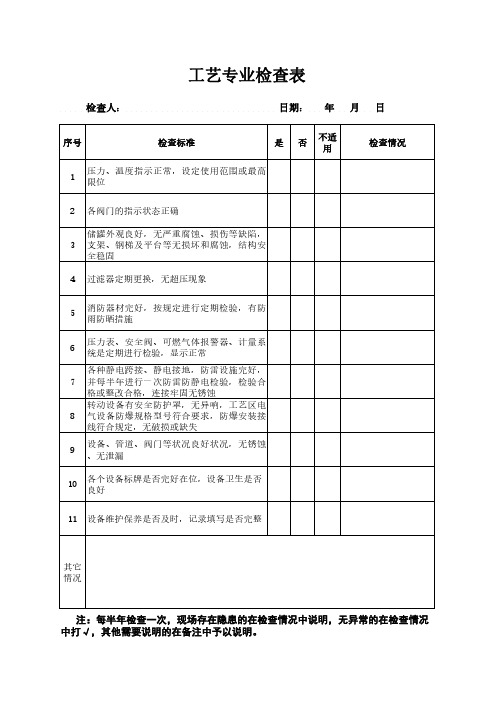
统是定期进行检验,显示正常
各种静电跨接静电检验,检验合
格或整改合格,连接牢固无锈蚀 转动设备有安全防护罩,无异响,工艺区电 8 气设备防爆规格型号符合要求,防爆安装接 线符合规定,无破损或缺失
设备、管道、阀门等状况良好状况,无锈蚀 9
、无泄漏
各个设备标牌是否完好在位,设备卫生是否 10 良好
11 设备维护保养是否及时,记录填写是否完整
其它 情况
注:每半年检查一次,现场存在隐患的在检查情况中说明,无异常的在检查情况 中打√,其他需要说明的在备注中予以说明。
工艺专业检查表
检查人:
日期: 年 月 日
序号
检查标准
不适 是否 用
压力、温度指示正常,设定使用范围或最高 1
限位
2 各阀门的指示状态正确
储罐外观良好,无严重腐蚀、损伤等缺陷, 3 支架、钢梯及平台等无损坏和腐蚀,结构安
全稳固
4 过滤器定期更换,无超压现象
检查情况
消防器材完好,按规定进行定期检验,有防 5 雨防晒措施
工艺纪律检查表

工艺纪律检查表一、设备与工装1、设备是否按照规定进行维护保养,保养记录是否完整?检查设备的日常保养记录,包括清洁、润滑、紧固等项目。
查看设备的定期检修计划和执行情况,是否按时进行了大、中、小修。
2、设备的运行状态是否正常,有无异常噪音、振动或发热?观察设备在运行过程中的表现,倾听是否有异常声音。
用手触摸设备表面,感受是否有过度的振动或发热。
3、工装是否完好无损,定位是否准确?检查工装的外观,有无变形、磨损或损坏。
验证工装在使用时的定位精度,是否符合工艺要求。
4、设备和工装的标识是否清晰,编号是否唯一?查看设备和工装的标识牌,确认其名称、型号、编号等信息是否清晰准确。
二、原材料与零部件1、原材料和零部件的采购是否符合规定的渠道和标准?核对采购合同和供应商清单,确认原材料和零部件的来源合法合规。
检查原材料和零部件的质量检验报告,是否符合相关标准。
2、原材料和零部件的存放是否符合要求,有无防潮、防锈、防变质措施?查看仓库的存储环境,温度、湿度是否适宜。
检查原材料和零部件的包装和防护措施是否到位。
3、领用的原材料和零部件是否经过检验和确认,有无错领、混领现象?查看领料单和检验记录,确认领用的物料经过了检验合格。
在生产现场抽查正在使用的原材料和零部件,核对其规格型号是否正确。
4、剩余的原材料和零部件是否妥善保管,是否有清晰的标识和记录?检查剩余物料的存放区域,是否整齐有序。
查看剩余物料的标识和台账,记录是否完整准确。
三、生产操作1、操作人员是否经过培训和考核,具备相应的技能和资质?查看操作人员的培训记录和资格证书。
现场询问操作人员对工艺文件的理解和掌握程度。
2、操作人员是否严格按照工艺文件进行操作,有无擅自更改工艺参数或操作方法?观察操作人员的实际操作过程,与工艺文件进行对比。
检查工艺参数的设定和调整记录,是否经过授权和审批。
3、生产过程中的自检、互检和专检是否执行到位,检验记录是否完整?询问操作人员自检的内容和方法,查看自检记录。
工艺检查记录表
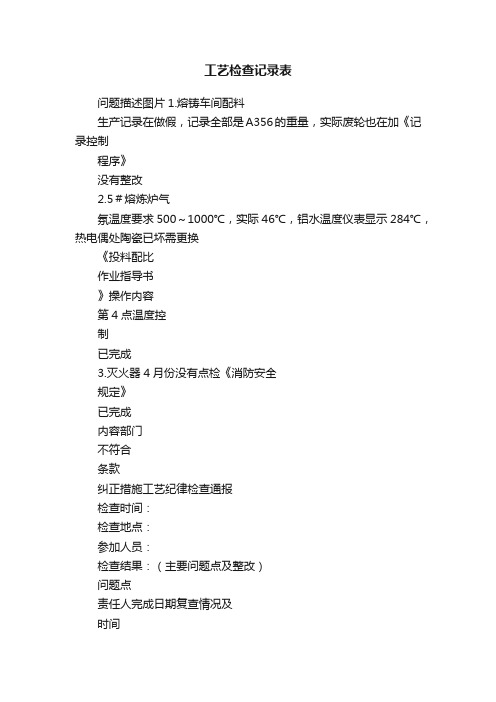
工艺检查记录表问题描述图片1.熔铸车间配料生产记录在做假,记录全部是A356的重量,实际废轮也在加《记录控制程序》没有整改2.5#熔炼炉气氛温度要求500~1000℃,实际46℃,铝水温度仪表显示284℃,热电偶处陶瓷已坏需更换《投料配比作业指导书》操作内容第4点温度控制已完成3.灭火器4月份没有点检《消防安全规定》已完成内容部门不符合条款纠正措施工艺纪律检查通报检查时间:检查地点:参加人员:检查结果:(主要问题点及整改)问题点责任人完成日期复查情况及时间4.23#机生产的5460 5#模没有工艺卡和设备点检卡已完成5.5#熔化炉打印温度处合格证已过期,需更换《测量设备控制程序》没有整改6.冷干机的设备点检卡没有《设备操作规程》的要求没有整改7.电子称是有了,但没有在用(水位很低,水中重量称不了) 《铝液氢含量检验规程》的要求,《铝液精炼作业指导书》第7点铝液检测水位是到了,但水需更换太混了8.产品摆放超出1.7m 《X光检查作业指导书》操作内容第8点产品叠放(最高1.7m)9.5#熔炼炉温度记录打印纸4月25日已打印完,需更换《设备操作规程》的要求1.料框号已掉,进炉时记录的料框号是14,实际打的是5号料框号,记录不完整没有硬度和热处理钢号《椭圆度、平面度作业指导书》操作内容第3点打钢号对料框号进行补上;建议工艺对热处理追溯钢号改进为日期+班号,这样既方便生产又同样可以清楚追溯.5月6日每次检查都存在着一样的问题2.没有设备报警装置点检卡《设备操作规程》的要求由机修每星期一进行点检4月26日已完成3.产品没有标识《记录控制程序》对车间产品进行标识,特别是少量零星产品4月25日已完成4.厂道上热处理后的产品是这样摆放的(两托叠在一起)落实叉车工整改4月26日已完成1.1#加工中心没有工艺卡,2#加工中心生产5737产品没有工艺卡,现场的工艺卡是5214、56801、2#加工中心还没有工艺2.1#加工中心的产品是这样放在工作台上的《6S管理规定》中要求已完成3.换刀卡片已写满需更换《钻孔作业指导书》1.现场没有涂层试验用的胶带纸,工作台也很乱《喷粉作业指导书》、《喷漆下件作业指导书》涂层试验要求已完成2.打磨后清洗作业指导书的链速改为2.0~2.3m/min,点检部位示意图是2.2m/min《打磨后清洗作业指导书》操作内容第5点粉体清洗没整改3.灭火器4月份没有点检《消防安全规定》已完成4.打磨后清洗设备点检卡记录不及时,有些班都很长时间没有记录了《设备操作规程》的要求已完成5.热水洗温度超出工艺范围,要求50~60℃,实际显示76℃《前处理作业指导书》操作内容第5点前处理1.以上检查不符合项各责任部门在5月2日前完成整改计划,并提交。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、甲醇制氢
1.工艺指标正常;
2.记录表记录具体、认真。
二、合成
1.工艺指标正常;
2.记录表记录具体、认真。
三、醋酸氢溴酸
1.工艺指标正常;
2.盐水进出口温度表已坏未及时更换
四、WDB
1.工艺指标正常;
2.二、七、八号釜反应温度与记录仪不符
五、溴化锌
1.工艺指标正常;
2.记录表记录良好
六、锅炉导热油
1.工艺指标正常;
2.记录表记录认真,准确;
七、水处理、循环水、冷冻盐水
1工艺指标正常;
2.记录表记录良好。
整改措施
车间负责人
车间相关负责人
检查人员
签字