制程工艺检查表
验厂QPA

2007/12/20 1、更改检查项目,取消A、B分类。
2008/3/20
1、更改评分标准,由3、2、1、0、X五种评分标准改为5、4、3、2、1、0、X 七种评分标 准。
项目 序号
内
容
1.1 是否有详细的检验规范或作业指导书指导检验员检验?
检验规范或作业指导书中是否明确以下内容:
1.2 (a)检验项目
1.12 检验规范或作业指导书是否有版本管控,且为最新版本?
1.13 进货检验人员是否能很容易地拿到检验规范或作业指导书?
1.14 进货检验人员的操作是否与检验规范或作业指导书一致?
1.15 进货检验人员是否经过培训,考核合格后上岗,有无记录?
1.16
检验记录是否完整、清晰,包括原材料名称和型号、批次号、来料数量、抽检数 量、检验日期、检验员及检验结果?
1.23 所有进货检验仪器或设备是否均在有效期内?
1.24 是否对原材料检验场所的温、湿度进行监控并保有记录?
ቤተ መጻሕፍቲ ባይዱ
2.1 原材料仓库合格与不合格区域是否严格区分,并标识清楚?
2.2 成品仓库合格与不合格区域是否严格区分,并标识清楚?
2.3 是否对原材料做必要的标识,标识是否足够清楚可满足可追溯性的要求?
1.3 (b)检验方法
1.4 (b)检验设备或仪器
1.5 (d)检验使用之工装夹具
1.6 (e)检验依据
进货 1.7 (f)抽样方法
1.8 (g)缺陷分类(原材料缺陷属于重缺还是轻缺)
1.9 (h)允收/拒收标准
1.10 检验规范或作业指导书的内容是否具有可操作性?
1.11
进货检验的检验项目设置是否包括原材料的主要性能参数,能满足生产控制要 求?
SMT常规巡检表
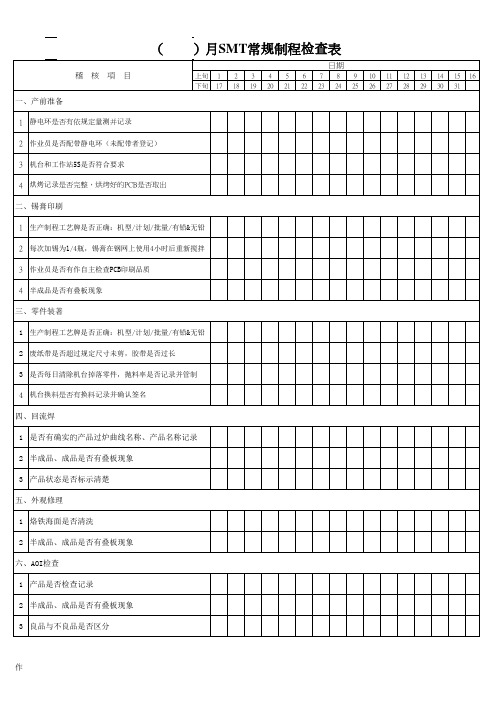
2 废纸带是否超过规定尺寸未剪,胶带是否过长
3 是否每日清除机台掉落零件,抛料率是否记录并管制
4 机台换料是否有换料记录并确认签名
四、回流焊
1 是否有确实的产品过炉曲线名称、产品名称记录
2 半成品、成品是否有叠板现象
3 产品状态是否标示清楚
五、外观修理
1 பைடு நூலகம்铁海面是否清洗
2 半成品、成品是否有叠板现象
(
稽 核 項 目 一、产前准备
)月SMT常规制程检查表
日期
上旬 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 下旬 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 静电环是否有依规定量测并记录
2 作业员是否配带静电环(未配带者登记)
六、AOI检查
1 产品是否检查记录
2 半成品、成品是否有叠板现象
3 良品与不良品是否区分
作
3 机台和工作站5S是否符合要求
4 烘烤记录是否完整,烘烤好的PCB是否取出
二、锡膏印刷
1 生产制程工艺牌是否正确:机型/计划/批量/有铅&无铅
2 每次加锡为1/4瓶,锡膏在钢网上使用4小时后重新搅拌
3 作业员是否有作自主检查PCB印刷品质
4 半成品是否有叠板现象
三、零件装著
1 生产制程工艺牌是否正确:机型/计划/批量/有铅&无铅
生产制程工艺检查表
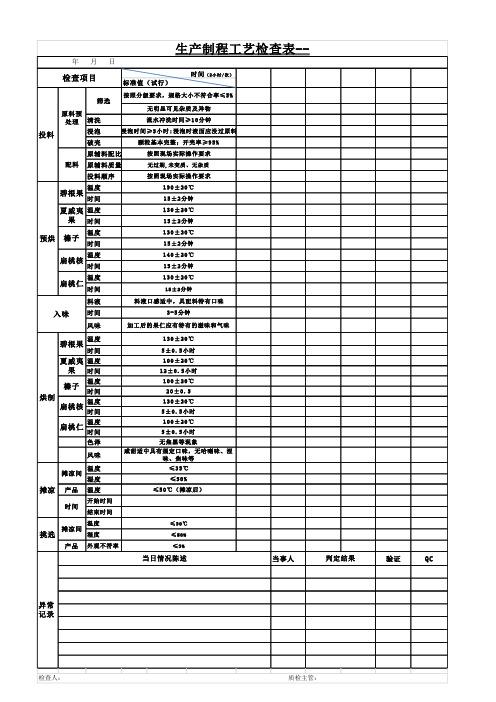
清洗浸泡破壳原辅料配比原辅料质量投料顺序温度时间温度时间温度时间温度时间温度时间料液时间风味温度时间温度时间温度时间温度时间温度时间色泽风味温度湿度产品温度开始时间结束时间温度湿度产品外观不符率当事人验证QC5±0.5小时碧根果烘制夏威夷果榛子扁桃核扁桃仁130±20℃15±2分钟140±20℃20±0.55±0.5小时100±20℃咸甜适中具有规定口味,无哈喇味、涩味、焦味等15±2分钟加工后的果仁应有特有的滋味和气味碧根果夏威夷果榛子扁桃核扁桃仁15±2分钟130±20℃预烘15±2分钟130±20℃检查人: 质检主管:异常记录≤50%≤3%投料流水冲洗时间≥10分钟颗粒基本完整;开壳率≥95%原料预处理筛选≤30℃≤35℃时间(2小时/次)无明显可见杂质及异物≤50%190±20℃≤50℃(摊凉后)130±20℃100±20℃12±0.5小时100±20℃130±20℃5±0.5小时无焦黑等现象生产制程工艺检查表--检查项目标准值(试行)无过期,未变质、无杂质按照现场实际操作要求15±2分钟按照现场实际操作要求按照分级要求,规格大小不符合率≤5%摊凉时间 年 月 日 当日情况陈述判定结果浸泡时间≥5小时;浸泡时液面应没过原料配料挑选摊凉间料液口感适中,具配料特有口味入味3-5分钟摊凉间。
食品厂工艺制程检查表-检查记录
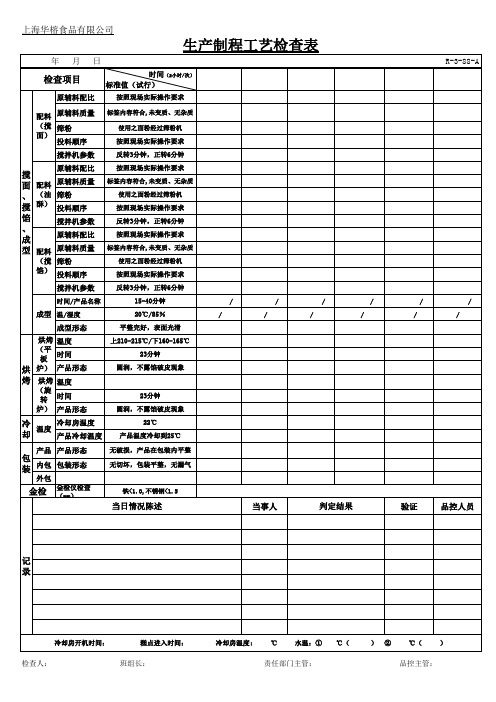
金检
金检仪检查(mm)
铁<1.0,不锈钢<1.5当日情况陈述当事人判定结果
验证
品控人员
记 录
冷却房开机时间:
糕点进入时间:
冷却房温度:
℃
水温:①
℃(
)
②
℃(
)
检查人:
班组长:
责任部门主管:
品控主管:
上海华榕食品有限公司
生产制程工艺检查表
年 月 日
时间(2小时/次) 标准值(试行)
按照现场实际操作要求
标签内容符合,未变质、无杂质 使用之面粉经过筛粉机
R-3-88-A
检查项目
原辅料配比 配料 原辅料质量 (搅 筛粉 面) 投料顺序 搅拌机参数 原辅料配比 配料 原辅料质量 (油 筛粉 酥) 投料顺序 搅拌机参数 原辅料配比 配料 原辅料质量 (搅 筛粉 馅) 投料顺序 搅拌机参数
时间/产品名称
按照现场实际操作要求 反转3分钟,正转6分钟 按照现场实际操作要求
标签内容符合,未变质、无杂质 使用之面粉经过筛粉机
搅 面 、 搅 馅 、 成 型
按照现场实际操作要求 反转3分钟,正转6分钟 按照现场实际操作要求
标签内容符合,未变质、无杂质 使用之面粉经过筛粉机
按照现场实际操作要求 反转3分钟,正转6分钟 15-40分钟 20℃/85% 平整完好,表面光滑 上210-215℃/下160-165℃ 23分钟 圆润,不露馅破皮现象 / / / / / / / / / / / /
成型 温/湿度 成型形态 烘烤 温度 (平 时间 板 烘 炉) 产品形态 烤 烘烤 温度 (旋 转 时间 炉) 产品形态 冷却房温度 冷 温度 却 产品冷却温度
23分钟 圆润,不露馅破皮现象 22℃ 产品温度冷却到25℃ 无破损,产品在包装内平整 无切坏,包装平整,无漏气
(word完整版)工艺技术检查表
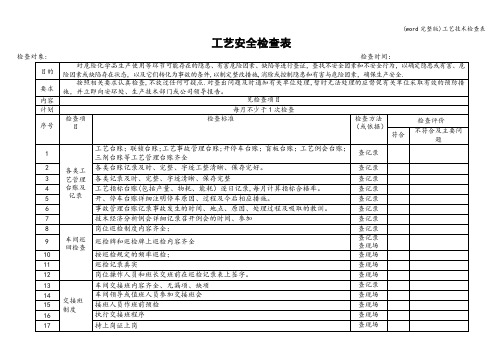
各产品原材料的投料速度是否正常,且物料配比无异常
9
反应过程中的温度、压力控制正常
10
各计量容器的压力充装量正常,无超装超压现象
11
对反应过程中出现的异常情况的处理系统正常处于待用状态(如放空、卸压、回收等装置)
12
各物料成品管路的流向都有明显的标示
与责任制挂钩情况
安全检查中所查出的隐患,整改责任人全部按规定日期进行整改,不能整改项及时将问题发聩至检查责任部门,若无故不整改,或在整改期限内未整改完成,安全生产责任制中安全检查一项不得分。
查记录
9
巡检牌和巡检牌上巡检内容齐全
查记录
查现场
10
按巡检规定的频率巡检;
查现场
11
巡检记录真实
查现场
12
岗位操作人员和班长交班前在巡检记录表上签字。
查现场
13
交接班制度
车间交接班内容齐全、无漏项、缺项
查记录
14
车间领导或值班人员参加交接班会
查现场
15
接班人员作班前预检
查现场
16
执行交接班程序
查现场
要求
按照相关要求认真检查,不放过任何可疑点。对查出问题及时通知有关单位处理,暂时无法处理的应督促有关单位采取有效的预防措施,并立即向安环处、生产技术部门或公司领导报告。
内容
见检查项目
计划
每月不少于1次检查(????)
序号
合格描述
合格
不合格
1
从业人员是否按照有关规定,经安全教育和培训并考核合格。
17
持上岗证上岗
查现场
18
按要求填写交接班日志
查记录
19
工艺事故管理
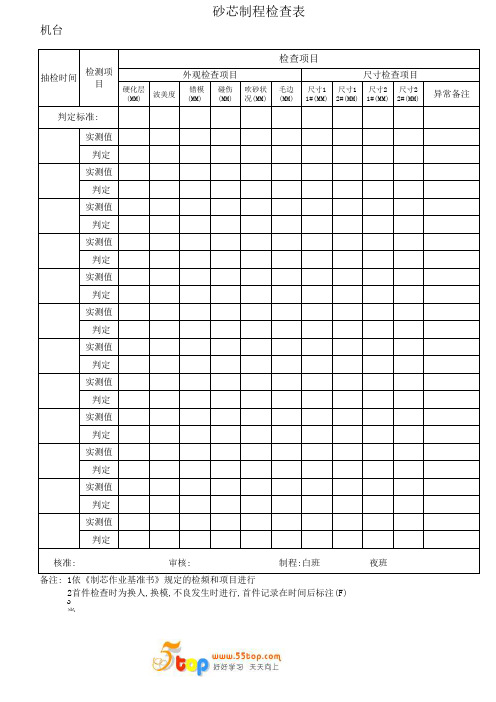
砂芯制程检查表
实测值 判定
实测值 判定
实测值 判定
实测值 判定
实测值 判定
实测值 判定
实测值 判定
核准:
审核:
பைடு நூலகம்
制程:白班
备注: 1依《制芯作业基准书》规定的检频和项目进行
2首件检查时为换人,换模,不良发生时进行,首件记录在时间后标注(F) 3 当
夜班
砂芯制程检查表
机台
抽检时间
检测项 目
外观检查项目
硬化层 (MM)
波美度
错模 (MM)
碰伤 吹砂状 (MM) 况(MM)
检查项目
尺寸检查项目
毛边 尺寸1 尺寸1 尺寸2 尺寸2 (MM) 1#(MM) 2#(MM) 1#(MM) 2#(MM)
判定标准:
异常备注
实测值 判定
实测值 判定
实测值 判定
实测值 判定
验厂QPA
NO:QPA( )供应商通用制程工艺审核检查表(QPA)供应商名称:审核日期:□ 初审 □ 复审审核人员:部门: 部门: 部门: 部门:姓名: 姓名: 姓名: 姓名: 职位: 职位: 职位: 职位:供应商陪审人员:姓名: 姓名:姓名:职位: 职位: 职位:目的供应商自评2、通过自评,供应商可以了解厦华的要求,做好审核的准备工作,同时也可以就此份检查表中有疑问部分同厦华审核 人员达成共识。
厦华审核1、在审核过程,厦华审核人员会对检查表中的每一条款进行审核,或者会重点关注供应商自评分为5分的条款。
适用范围:1、适用于使用A 类或B 类检查表的供应商。
评分方法②每一分部分的得分计算方法同总得分的计算方法,即本部分的得分总和除以本部分适用的总条款数的5倍乘以100。
3、厦华审核人员确认条款不适用于该供应商时可以打“X”,但打“X”的条款应尽可能地少。
审核结论注:当有某些条款不适用打“X ”时,总条款数即为检查表中总条款数减去打“X ”的条款数。
满分“5”分应在充分论证的基础上得出,如果供应商提供的证据和检查表的标准不是完全符合,但厦华审核人员 确认此做法能达到目的且供应商有清晰的思路时可以给“5”分。
1、厦华审核人员必须在完成所有条款的审核后方能宣布最终的审核结果。
2、①总得分即为所有条款的得分总和除以检查表中总条款数的5倍再乘以100,即按以下公式计算:1、在厦华对供应商审核之前,供应商应根据此份检查表进行自评,并在相应的得分栏中打出相应的分数。
11、评估供应商的质量保证体系和制程控制是否符合厦华电子公司的质量体系要求。
2、此份检查表是建立在ISO9000质量体系标准基础之上,但加入了厦华电子公司的特殊要求。
1005⨯⨯=实际审核条款数各条款实际得分总和总得分管理控制疑问部分同厦华审核为5分的条款。
总条款数的5倍乘以100。
合,但厦华审核人员。
班组日常工艺检查表完整优秀版

班组日常工艺检查表完整优秀版1. 检查对象- 班组:(填写班组名称)- 日期:(填写检查日期)2. 工艺检查内容2.1 设备运行状况- 检查设备是否正常运行,并记录异常情况。
- 检查设备的润滑情况,是否需要进行维护保养。
- 检查设备的使用环境是否符合安全要求。
2.2 工艺参数检查- 检查关键工艺参数是否符合要求,如温度、压力、速度等。
- 检查参数调整记录,确认是否在规定范围内。
- 如有异常情况,记录并及时采取措施进行调整。
2.3 产品质量检查- 抽查产品进行质量检验,记录检验结果。
- 检查产品外观,是否存在缺陷、损坏等问题。
- 检查产品尺寸、重量等指标,确保符合标准要求。
2.4 作业场所安全- 检查作业场所的安全设施是否完善,如防护栏、警示标识等。
- 检查操作流程是否安全规范,是否存在安全隐患。
- 检查工作人员是否佩戴必要的安全装备。
3. 检查结果记录- 根据检查情况,记录每一项检查内容的结果,包括正常、异常等。
- 对于异常情况,需要详细描述,并提出改进意见和处理措施。
- 签字确认:检查人员、班组负责人。
4. 改进措施执行情况- 对于之前发现的异常情况,记录改进措施的执行情况。
- 若改进措施已执行并取得满意结果,进行确认并记录。
- 若改进措施未能有效执行,请说明原因并提出调整建议。
5. 检查表评审和修改记录- 评审人:(填写评审人姓名)- 日期:(填写评审日期)- 修改记录:(描述对检查表的修改内容及原因,若无修改可不填写)以上为班组日常工艺检查表的完整优秀版,用于检查和记录工艺过程中的关键要点和结果。
完成检查后,根据实际情况进行改进和调整,以提高工艺的稳定性和产品质量。