无铅制程检查表
无铅化的前期导入制程

焊料从发明到使用,已有几千年的历史。
Sn/Pb焊料以其优异的性能和低廉的成本,一直得到人们的重用,现已成为电子组装焊接中的主要焊接材料。
但是,铅及其化合物属于有毒物质,长期使用会给人类生活环境和安全带来较大的危害。
从保护地球村环境和人类的安全出发,限制使用甚至禁止使用有铅焊料的呼声越来越强烈,这种具有悠久应用历史的Sn/Pb焊料,将逐渐被新的绿色焊料所替代,在进入二十一世纪时,这将成为可能。
人体通过呼吸,进食,皮肤吸收等都有可能吸收铅或其化合物,铅被人体器官摄取后,将抑制蛋白质的正常合成功能,危害人体中枢神经,造成精神混乱、呆滞、生殖功能障碍、贫血、高血压等慢性疾病。
铅对儿童的危害更大,会影响智商和正常发育。
电子工业中大量使用的Sn/Pb合金焊料是造成污染的重要来源之一,在制造和使用Sn /Pb焊料的过程中,由于熔化温度较高,有大量的铅蒸气逸出,将直接严重影响操作人员的身体健康。
波峰焊设备在工作中产生的大量的富铅焊料废渣,对人类生态环境污染极大。
近年来有关地下水中铅的污染更引起人们的关注,除了废弃的蓄电池大量含铅外,丢弃的各种电子产品PCB上所含的铅也不容忽视。
以美国为例,每年随电子产品丢弃的PCB约一亿块,按每块含Sn/Pb焊料10克,其中铅含量为40%计算,每年随PCB丢弃的铅量即为400吨。
当下雨时这些铅变成溶于水的盐类,逐渐溶解污染水,特别是在遇酸雨时,雨中所含的硝酸和盐酸,更促使铅的溶解。
对于饮用地下水的人们,随着时间的延长,铅在人体内的积累,就会引起铅中毒。
二十世纪九十年代初,由美国国会提出了关于铅的限制法案,并由工作小组着手进行无铅焊料的研究开发活动。
目前,美国已在汽车、汽油、罐头、自来水管等生产和应用中禁止使用铅和含铅焊料。
但该法案对电子工业产生的效能并不大,在电子产品中禁止使用含铅焊料进展缓慢。
欧洲和日本等发达国家对焊料中限制铅的使用也很关注。
对于居住环境意识较强的欧洲,欧盟于1998年通过法案,已明确从2004年1月1日起任何制品中不可使用含铅焊料,但因技术等方面的原因,在电子产品中完全禁止使用铅有可能推迟至2008年执行。
SMT常规巡检表
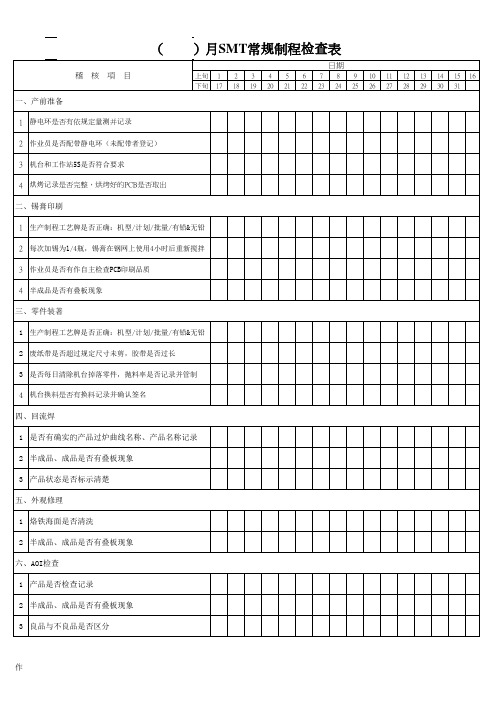
2 废纸带是否超过规定尺寸未剪,胶带是否过长
3 是否每日清除机台掉落零件,抛料率是否记录并管制
4 机台换料是否有换料记录并确认签名
四、回流焊
1 是否有确实的产品过炉曲线名称、产品名称记录
2 半成品、成品是否有叠板现象
3 产品状态是否标示清楚
五、外观修理
1 பைடு நூலகம்铁海面是否清洗
2 半成品、成品是否有叠板现象
(
稽 核 項 目 一、产前准备
)月SMT常规制程检查表
日期
上旬 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 下旬 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 静电环是否有依规定量测并记录
2 作业员是否配带静电环(未配带者登记)
六、AOI检查
1 产品是否检查记录
2 半成品、成品是否有叠板现象
3 良品与不良品是否区分
作
3 机台和工作站5S是否符合要求
4 烘烤记录是否完整,烘烤好的PCB是否取出
二、锡膏印刷
1 生产制程工艺牌是否正确:机型/计划/批量/有铅&无铅
2 每次加锡为1/4瓶,锡膏在钢网上使用4小时后重新搅拌
3 作业员是否有作自主检查PCB印刷品质
4 半成品是否有叠板现象
三、零件装著
1 生产制程工艺牌是否正确:机型/计划/批量/有铅&无铅
SMT无铅制程工艺要求及问题解决方案

一、锡膏丝印工艺要求1、解冻、搅拌首先从冷藏库中取出锡膏解冻至少4小时,然后进行搅拌,搅拌时间为机械2分钟,人手3分钟,搅拌是为了使存放于库中的锡膏产生物理分离或因使用回收造成金属含量偏高使之还原,目前无铅锡膏Sn/Ag3.0/Cu0.5代替合金,比重为7.3,Sn63/Pb37合金比重为8.5因此无铅锡膏搅拌分离时间可以比含铅锡膏短。
2、模板不锈钢激光开口,厚度80-150目(0.1-0.25mm)、铜及电铸Ni模析均可使用。
3、刮刀硬质橡胶(聚胺甲酸酯刮刀)及不锈钢金属刮刀。
4、刮刀速度\角度每秒2cm-12cm。
(视PCB元器件大小和密度确定);角度:35-65℃。
5、刮刀压力(图一)1.0-2Kg/cm2 。
6、回流方式适用于压缩空气、红外线以及气相回流等各种回流设备。
7、工艺要求锡膏丝印工艺包括4个主要工序,分别为对位、充填、整平和释放。
要把整个工作做好,在基板上有一定的要求。
基板需够平,焊盘间尺寸准确和稳定,焊盘的设计应该配合丝印钢网,并有良好的基准点设计来协助自动定位对中,此外基板上的标签油印不能影响丝印部分,基板的设计必需方便丝印机的自动上下板,外型和厚度不能影响丝印时所需要的平整度等。
8、回流焊接工艺回流焊接工艺是目前最常用的焊接技术,回流焊接工艺的关键在于调较设置温度曲线。
温度曲线必需配合所采用的不同厂家的锡膏产品要求。
二、回流焊温度曲线本文推荐的无铅回流焊优化工艺曲线说明(如图二):推荐的工艺曲线上的四个重要点:1、预热区升温速度尽量慢一些(选择数值2-3℃/s),以便控制由锡膏的塌边而造成的焊点桥接、焊球等。
2、活性区要求必须在(45-90sec、120-160℃)范围内,以便控制PCB基板的温差及焊剂性能变化等因数而发生回流焊时的不良。
3、焊接的最高温度在230℃以上保持20-30sec,以保证焊接的湿润性。
4、冷却速度选择在-4℃/s。
回流温度曲线如下:(图二)图二中红色曲线推荐对焊点亮度要求的客户回流曲线湿度变化说明:1、焊锡膏的焊剂在湿度升至100℃时开始熔化(开始进入活性时期),焊锡膏在活化区的主要作用是将被焊物表面的氧化层去掉,如果活性区的时间过长,焊剂会蒸发挥过快,也会造成焊点表面不光滑,有颗粒状。
无铅制程作业规范

5.3.2在物料存放区用白绿斑马胶带划一无铅区域﹐用“无铅制程专用”标示,以放置所有的无铅物料。
5.3.4SMT维修站设专门维修无铅产品区域﹐用“无铅制程专用”标示﹐无铅维修时所用材料不使用时要归还物料区。
5.3.5在生产无铅产品时于线头作标记(用红色“无铅制程”表示)﹐若生产有铅产品时将线头的标记取掉。
5.7.1所有报废品经工程、品保确认后交于客户确认无误后,统一交回客户处处理。报废品需在状态卡上标明不良情况并按无铅产品的要求放置。
5.7.2客退品由品保去客户处确认后,退回公司由工程部分析后处理。作业方式同工程部的作业。
5.8作业中关于印刷厚度、Profile、维修烙铁温度必须实行DOE并将得出的最佳参数设定于SOP内。
5.1.3检验状态标示﹕ACC(允收)在贴原有“OK”标签的基础上加贴无铅标签;REJ(拒收)在贴红色拒收标签的基础上贴绿色无铅标签并放置于原料仓的无铅不良品区。
5.2原料仓
5.2.1用白绿斑马胶带划一固定区域用来放置无铅材料﹐并标示“无铅材料”放置区﹐用红色斑马胶带划一固定区域用来放置无铅不良材料﹐并标示“无铅不良材料”放置区。
5.5工程部:
5.5.1在物料存放区用白绿斑马胶带划一无铅区域﹐用“无铅制程专用”标示,以放置所有的无铅材料、物料。
5.5.2存放的无铅原物料(包括锡棒﹑flux﹑锡丝﹑烙铁等)、工具都需贴无铅标记。
5.5.3作业及作业完成后所用的材料、物料及工具都必须与有铅的区分开。
5.5.4无铅测试不良品﹐待维修品及已修品均装在装箱后于外箱标示绿色半成品状态卡。
5.6出货
5.6.1在成品仓用白绿斑马胶带划一无铅产品出货区﹐放置无铅待出货产品
5.6.2OQC出货检验时需检查“无铅出货区”内的产品是否为无铅产品,如为无铅产品是否有贴无铅标签。
无铅无卤素制程详细介绍
无铅无卤素制程详细介绍1 前言1.1 何为无卤基材按照JPCA-ES-01-2003标准:氯(C1)、溴(Br)含量分别小于0.09%Wt(重量比)的覆铜板,定义为无卤型覆铜板。
(同时,CI+Br总量≤0.15%[1500PPM])1.2 为什么要禁卤卤素,指化学元素周期表中的卤族元素,包括氟(F)、氯(CL)、溴(Br)、碘(1)。
目前,阻燃性基材,FR4、CEM-3等,阻燃剂多为溴化环氧树脂。
溴化环氧树脂中,四溴双酚A、聚合多溴联苯,聚合多溴联苯乙醚,多溴二苯醚是覆铜板的主要阻燃料,其成本低,与环氧树脂兼容。
但相关机构研究表明,含卤素的阻燃材料(聚合多溴联苯PBB:聚合多溴化联苯乙醚PBDE),废弃着火燃烧时,会放出二嗯英(dioxin戴奥辛TCDD)、苯呋喃 (Benzfuran)等,发烟量大,气味难闻,高毒性气体,致癌,摄入后无法排出,不环保,影响人体健康。
因此,欧盟发起,禁止在电子信息产品以 PBB、PBDE作为阻燃剂。
中国信息产业部同样文件要求,到2006年7月1日起,投入市场的电子信息产品不能含有铅、汞、六价铬、聚合多溴联苯或聚合多溴化联苯乙醚等物质。
欧盟的法律禁止使用的是PBB和PBDE等六种物质,据了解,PBB和PBDE在覆铜板行业已基本上不在使用,较多使用的是除PBB和PBDE以外的溴阻燃材料,例如四溴双苯酚A,二溴苯酚等,其化学分子式是CISHIZOBr4。
这类含溴作阻燃剂的覆铜板未有任何法律法规加以规定,但这类含溴型覆铜板,燃烧或电器火灾时,会释放出大量有毒气体(溴化型),发烟量大;在PCB作热风整平和元件焊接时,板材受高温(>200)影响,也会释放出微量的溴化氢;是否也会产生二恶英,还在评估中。
因此,含有四溴双酚A阻燃剂的FR4板材,目前法律上没有被禁止,还可以使用,但不能叫作无卤板材。
本文讨论的是无卤素印制板的加工特点、加工过程的一些体会。
1.3 无卤基板的原理就目前而言,大部分的无卤材料主要以磷系和磷氮系为主。
SMT制程巡检查核记录表

12.使用钢网是否正确
13.供料各站物料与BOM是否相符
贴 片 机
14.贴片程式与生产机种是否相符 15上料规格与料架编号是否一致 16.上/下料后有无记录 17.排料表与实际是否一致
18.手摆作业有无按流程作业
19.回流焊参数检查记录是否记录
20.回焊炉轨道线速
回 流 焊
21.回焊炉焊接/固化温度 22.炉温是否有测试(每机种至少一次) 23.零件推拉力强度是否符合要求 24.生产是否按时填写工作报表
班 别:
A班
班
B
项目
查核内容
SMT制程巡检查核记录表
线别:
日期:
07:30-09:30 09:30-11:30 11:30-13:30 13:30-15:30 15:30-17:30 17:30-19:30 19:30-21:30 21:30-23:30 23:30-01:30 01:30-03:30 03:30-05:30 05:30-07:30
其它
35.电子仓的温湿度是否记录(15-26℃) 36.机台点检及保养记录有无
37.静电测试是否有记录
问题 备注
表单编号/版 本:QP-01902/A
核准:
审核:
检查:
机种
⒈制程为有铅制程&无铅制程
2.生产流程与工艺要求相符否(MOI)
3.锡膏型号
4.锡膏为有铅&无铅
印 刷
5.所用锡膏回温时间 6.锡膏存储温度 7.锡膏搅拌时间(人工3-5分钟,机器3分钟)记
站
录 8.PCB或FPC烘烤时间及温度(记录)
9.印刷机刮刀速度
10.印刷机刮刀压力
11.印刷钢板擦拭频率:片/次
ROSH检验和制程要求

ROSH检验和制程要求一、基础知识。
1.ROSH:英文原文为:Restriction of Hazardous Substance;中文为:危害物质禁用指令;2.欧盟指令所指的危害物质有:Pb铅;Hg:汞;Cd隔;Cr6+六价铬;PBDE聚溴二苯醚;PBB聚溴联苯;生产制程中不含这六种有害物质或者含量在规定的范围内,我们称为ROHS制程;生产制程中只针对不含Pb或Pb含量在规定范围内,我们称为无铅制程;RoHS是一个大前提,无铅只是RoSH的一部分,是从属关系;3.ROSH要求:Cd:100ppm;其它:1000ppm二、测试标准及方法:注明:测试方法中所指测试设备,一般工厂使用ROSH环境测试仪就行(天瑞生产);前期处理方法中,指按欧盟标准中所指方法提取物质,一般工厂做不了,只有实验室才能做。
三、无铅工艺制程针对电子厂来说,重点在无铅方面控制,其它类似,可由供应商提供认证书及保证,有铅焊料:锡63%铅37%无铅焊料(常用):sn96.5/ag3.0/cu0.5;sn99/ag0.3/cu0.7从工程上要考虑方面:元件(IC元件、被动元件、连接器元件等)PCB(浸金板、OSP/Entek板、化银板)焊料(锡膏、锡丝、锡条、锡球)助焊剂(Flux、稀释剂、助焊膏)焊接设备(Reflow、Wave solder、Hand solder、BGA Rework)废料回收(锡渣回收利用)组装制程控制(各阶段都需特殊的制程设定)定义绿色无铅产品标准:在产品设计、生产、使用、废弃的全过程注重环境行为设计时,考虑资源与能源的保护与利用;生产时,用无废少废技朮和清洁生产工艺;使用时,无害于公众健康;废弃时,考虑产品的易于回收和处置。
制和要求:1、绿色的供应厂商和零件,部件:这样要求所以涉及的零件,部件,等都必须使用RoHS材料。
即不得含有以上六种禁用物质。
A、供应厂商的认定:应鉴别,选择,发展和确定具有能力制造提供RoHS零件/元件的供应厂商,作为需求RoHS的产品制造所使用的零件/元件的来源。
无铅制程标示要求

1.線頭做好線體標示. 2.專用線體上治工具/靜電 皮均需做标示. 3.非專用線體静电皮不需要 标示. 4.专用设备需做好标示(钢网 清洗机/波峰焊/錫槽/小錫 爐/锡渣回收桶). 5.SOP內容標示
LOGO
Kitting区域标示要求
物料的周转/暂存/发放 三锡/三剂的暂存与管控 治工具的测量/管控/清洗
1.維修工站:工作台/靜電皮/烙鐵/熱風槍/錫絲/清潔劑/助焊劑/ 靜電刷/鑷子/助焊筆等工具進行專用標示.
2.BGA錫球及植球器都貼有無鉛標示.
3.BGA rework工站,由R5轉換生產R6時必須對機種及治工具進行清潔 保養.
4.台車/托盤/泡棉都要進行清潔保養,并做好RoHS專用標示.
LOGO
LOGO
無鉛制程標示要求
LOGO
目录
1 2 3
无铅制程导入要求
无铅制程标示要求
无铅物料标示解读
4
混合制程注意事项
LOGO
无铅制程导入要求
物料:符合无铅制程要求.
设备:满足无铅工艺要求.
管控要求: 物料/SOP/治工具使用/标示/保养.
人员技能:经培训且通过考核.
LOGO
目录
1 2 3
无铅制程导入要求
錫條/錫球/錫塊
波峰焊錫條添加 小錫爐錫條的添加
SMT維修BGA使用錫球
回焊爐/波峰焊
回焊爐未做保養 波峰焊錫條添加 清潔錫渣的工具 錫渣回收的工具
小錫爐/BGA重工機
小錫爐錫條的添加 清潔錫渣的工具 錫渣回收的工具 BGA重工機的保養
BGA重工使用錫球 SMT爐前添加錫塊
LOGO
制程注意事項
1.印刷機工站 1>線體標示. 2>錫膏的領用. 2.回焊爐工站 1>線體標示. 2>爐前軌道及台面的清潔. 3>爐膛爐壁的清潔保養. 4>人員及治工具的管控. 3.維修工站 1>工站及台面的標示. 2>烙鐵風槍的標示與管控. 3>錫絲的標示與管控. 4>人員及治工具的管控.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20.
贴片机是否清洁,并检查无残留任何杂物、灰尘?
22.
贴片机的顶针、吸嘴是否彻底清洁
24.
工作台是否彻底清洁,并检查无残留任何杂物、灰尘?
26.
镊子、托盘是否彻器是否清洁,并检查无残留任何杂物、灰尘
30.
上料时作业员及IPQC确认材料是否有这些无铅的标识?如“ROHS、PB-FREE、LEAD FREE、”
9.
钢网使用前要彻底清洁,并检查无残留任何杂物
11.
清洁钢网用的无尘纸及气枪是否清洁且无任何杂物?
13.
是否采用专用刮刀及搅拌刀,并于使用前彻底清洁
15.
锡膏成分是否是Sn96.5Ag3.0Cu0.5?任何时候添加前均经过IPQC确认?
17.
存放印刷后的PCB的架子是否清洁?
19.
PCB的条码标签及碳粉必须是无铅材料
42.
镊子、托盘、材料盒是否彻底清洁,并检查无残留任何杂物、灰尘
44.
不得加盖任何印章及油性标志于PCB板面上。
46.
同一桌面不得同时检查有铅及无铅产品。
48.
不良标识纸必须采用无铅纸质。
修理
49.
无铅修理品必须放置于专门区域
50.
有专门的无铅修理台及相关设施
51.
有铅品不得放置于无铅修理区域
52.
电烙铁的温度是否设置在规定刻度?
31.
洗板水是否不含有毒性成分?
ICT
59.
ICT治具是否在使用前彻底清洁。
成品检查
60.
无铅产品是否在独立的检验区进行检查
61.
是否将合格品及拒收品放置于独立于有铅品的区域
审核:PCBA生产部:检查人:
32.
机器抛料及散料是否单独包装并注明无铅?
34.
无铅材料是否与有铅材料隔离存放?
回流焊接
35.
回流焊接的温度设置是否符合文件规定?
37.
回流焊炉使用前是否彻底清洁内部的杂物、松香残留物、灰尘?
39.
绝对不可以存在有铅板与无铅板同过一台回流焊的情形
炉后QC
40.
工作台是否彻底清洁,并检查无残留任何杂物、灰尘?
17.
锡条是否是无铅焊锡(Sn96.5Pb3.0Cu0.5),并确保现场无有铅锡条混入?
18.
各种工具(舀锡勺,螺丝刀等)是否清洁干净?
19.
链条是否经过清洗,并确保无杂物、脏污残留?
20.
机台其它部位是否经过清洁并确保无残渣
21.
助焊剂是否是无铅品
22.
温度是否符合无铅标准曲线设置
23.
焊锡是否每月进行检查以验证铅含量低于1000PPM?
电烙铁的温度是否设置在规定刻度?
53.
修理用的元件是否确保是无铅材料(直接从无铅机台或仓库取料)?
54.
是否使用无铅锡丝:Sn96.5Ag3.0Cu0.5?
55.
辅助材料如助焊剂、IPA等是否是无铅专用?
ICT
56.
ICT治具是否彻底清洁。
成品检查
57.
无铅产品是否在独立的检验区进行检查
58.
是否将合格品及拒收品放置于独立于有铅品的区域
材料(包含跳线)加工前是否经过IPQC确认是无铅材料?
5.
工作台上不可残留其它有铅的材料、杂物及灰尘
6.
元件加工机器(含剪钳)是否于使用前进行彻底清洁?
7.
材料盒及其它用于盛装元件的容器是否清洁?
8.
加工前后的材料是否单独包装并注明无铅?
MI
9.
工作台是否彻底清洁,并检查无残留任何其它材料、杂物、灰尘?
24.
锡渣是否与有铅锡渣分开摆放?
执锡修补
25.
工作台是否经过清洗,并确保无杂物、脏污残留?
26.
是否使用专用的无铅烙铁?
27.
修理用的元件是否确保是无铅材料(直接从无铅机台或仓库取料)?
28.
是否使用无铅锡丝:Sn96.5Ag3.0Cu0.5?
29.
辅助材料如助焊剂、IPA等是否是无铅专用?
30.
10.
落于地上的元件是否经检查确认属于无铅元件?
11.
上料前是否经IPQC确认属于无铅材料?
补件
12.
无铅修理品必须放置于专门区域
13.
有专门的无铅修理台及相关设施
14.
有铅品不得放置于无铅修理区域
15.
修理用的元件是否确保是无铅材料(直接从无铅机台或仓库取料)?
波峰焊
16.
锡槽中的锡是否是无铅焊锡
审核:SMT生产部:检查人:
无铅制程日检查表
货仓检查部分
项目
内容
结果
异常情形
材料仓
1.
无铅材料是否与有铅材料隔离存放
2.
是否有标示显示无铅?
3.
备料时需检查材料是否有无铅标识?
4.
备料是否指定专用于无铅机种?
5.
材料的摆放位置是否清洁,无杂物及灰尘
成品区
6.
无铅成品是否摆放在单独的区域?
7.
是否标识产品无铅或有铅状态?
8.
包装箱是否清洁无杂物?
审核:货仓:检查人:
无铅制程日检查表
AI检查部分
项目
内容
结果
异常情形
AI机
1.
无铅材料是否与有铅材料隔离存放
2.
机器、料站及刀具是否于使用前进行彻底清洁?
3.
上料时作业员及IPQC确认材料是否有这些无铅的标识?如“ROHS、PB-FREE、LEAD FREE、”
元件加工
4.
无铅制程日检查表
SMT制程检查部分
项目
内容
结果
异常情形
锡膏保管
1.
无铅锡膏保存区域是否与有铅锡膏区分?
2.
保存的温度、湿度是否符合锡膏的管理规定。
印刷
3.
PCB是否是无铅来料,外箱有无lead free标识?
5.
印刷机是否彻底清洁,并检查无残留任何杂物、灰尘?
7.
工作台是否彻底清洁,并检查无残留任何杂物、灰尘?