SPC_CPK制程能力分析表模板
SPC全套表格

6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
均值图分析
出现超管制限的点 出现连续9点在中心同一侧 出现连续6点呈递增/减 出现连续14个相邻点上下交替 出现3点有2点落在同侧B区外 出现5点有4点落在同侧C区外 出现连续15点在C区内 出现连续8点不在C区
均 值 图
5、Pp和Ppk的大小,体现(长期)总体变差的小大: ≥1.33能力充足;≥1且<1.33表示能力尚可;<1表示能力不足
最终 评价
Cpk: Ppk: 极 差 图: 均 值 图:
管制限与规格:
过程不受控,CpK值无意义 过程不受控,Ppk值无意义
过程存在异常 过程存在异常 上管制限超规格
常
数 2.66 1.13 3.27
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.97
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
CPK_能力分析模板(标准版)

品 名尺寸编号规格上值6.3规格标准6.25规格下值公差样本总数6.240 6.240 6.240 6.240 6.240 6.240 6.240 6.260 6.2606.250 6.250 6.250 6.250 6.250 6.230 6.230 6.230 6.2106.220 6.220 6.220 6.220 6.220 6.220 6.220 6.220 6.2206.250 6.250 6.250 6.250 6.250 6.230 6.230 6.230 6.2106.220 6.220 6.220 6.220 6.220 6.220 6.220 6.220 6.2206.240 6.240 6.240 6.240 6.240 6.240 6.240 6.260 6.2606.250 6.250 6.250 6.250 6.250 6.230 6.230 6.230 6.2106.220 6.220 6.220 6.220 6.220 6.220 6.220 6.220 6.2206.220 6.220 6.220 6.220 6.220 6.220 6.220 6.220 6.2206.240 6.2406.2406.2406.2406.2406.2406.2606.260最大值 6.260分布中心 6.235平均数 6.233最小值 6.210分组用极差偏离度0.017样本方差0.01488135UCL 6.277CL 6.233LSLCpk1.50971977Cp1.50971977总不良率0.000%PPM3直通率评价建议4组组距5组组距6组组距7组组距8组组距实际分组0.0230.0180.0150.0130.0115组中值 6.1606.1806.2006.2206.2406.2606.2806.300频数0064936900正态线 1.62E-18 2.03E-13 4.2E-09 1.42E-050.0079120.72341610.8654526.80821偏态线0.0001820.051918 2.43320418.732523.69042 4.9216430.1679610.0009426.17 6.19 6.21 6.23 6.25 6.27 6.29 6.31065591100100100数据表中红底色数值为超出规1.33≤Cpk<1.67工序能力充足.减少偏移量,尽量做到分布中心与标准中心重合.根据各组组距,决定组距之值(末位数建议为0或5);CPK 统计分析12345602468101214 6.16 6.18 6.2 6.22 6.24 6.26 6.28 6.3 6.32图例使用说明设计版权输入框统计值参考值图形值信息框小小软件工作室1、本项统计只适用于单次抽样后的CPK 上限计算与分析;2、正态曲线图是以"标准规格"与"样本标准方差"为基础,主要用于与直方图作相应对照分析;1006.2606.2106.2206.2106.2206.2606.2106.2206.2206.2600.0906.188100.000%实际组距0.02006.320010.865458.67E-076.33100超出规格标准6.32频数正态线偏态线小小软件工作室。
CPK工序能力分析数据表

本工序能力充足
工序能力分析数据表
规 范 上 限 百分表 6月24日 12 0.008 0.006 0.004 0.005 0.006 0.029 0.0058 0.004 工 序 0.013 质量特性 铰套孔 规范下限 XXX 工 序 号 -0.013 检 查 员 样品频率 17 2次/日、5件/次 XXX
SPC手册里的数据CPK PPK标准模板

21.0
20.5
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
1.20
R管制图
1.00
0.80
0.60
0.40
0.20
0.00
等級 Ca
Cp
Cpk
30 0.0000
A+
1.67 1.67 25 LSL
MIN MIN
等 級
A 12.5% 1.33 1.33 20
评估项目(ITEM) 直径
计量单位(Unit)
mm
规格上限 (USL)
23.50
规格中心 (SL)
22.50
规格下限 (LSL)
21.50
规格公差 (T) 样本量(Sample Size) 最大值 (MAX)
2.00 125 PCS
22.96
最小值 (MIN)
21.92
跨距( R )
1.04
平均值 (AVE)
NO.20 22.56 22.31 22.55 22.45 22.54 0.25
NO.21 22.59 22.42 22.25 22.51 22.76 0.51
NO.22 22.65 22.64 22.36 22.58 22.65 0.29
NO.23 22.78 22.52 22.25 22.46 22.51 0.53
SPC手册(附录F)里的模版数据
数据区
制程能力参数
计算参考区
图表区
Xn NO.1
DATA區 R
X1 X2 X3 X4 X5 22.30 22.37 22.28 22.65 22.48 0.37
cpk统计表格

cpk统计表格
CpK(过程能力指数)是统计质量控制中用于衡量一个过程的稳定性和一致性的指标。
它通过考察过程的变异性和工程规范的关系来评估过程是否能够产生合格的产品。
CpK值越高,表示过程的能力越强。
下面是一个简单的CpK统计表格,以便记录和计算CpK值:
```plaintext
|数据样本|观测值1|观测值2|观测值3|...|观测值n|平均值|标准差|规格上限|规格下限|CpK值|
|----------|---------|---------|---------|-----|---------|--------|----------|----------|-------|
|1||||...|||| ||
|2||||...|||| ||
|3||||...|||| ||
|...||||...|||| ||
|n||||...|||| ||
```
解释每一列的含义:
-数据样本:记录每个观测值所属的样本编号。
-观测值1,观测值2,...观测值n:记录每个观测值的具体数值。
-平均值:对观测值求平均的结果。
-标准差:对观测值计算标准差的结果。
-规格上限:产品规格的上限值。
-规格下限:产品规格的下限值。
-CpK值:通过计算得到的CpK值。
这个表格用于记录一系列观测值,然后计算平均值、标准差和CpK值,以评估过程的能力。
请根据实际情况填充表格,并使用适当的统计工具计算所需的数值。
CPK统计表格-SPC-新
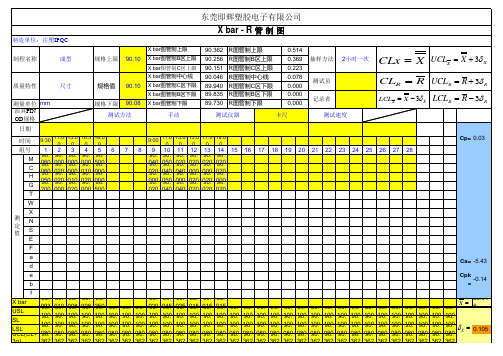
X bar USL
SL
LSL Xbar A區(+)
Xbar B區(+)
X
10.580
管 10.560 制 10.540 图 10.520
10.500 10.480 11:00 13:00 16:30 18:00 11:00 13:00 15:00 17:00 19:00 9:30 9:00
Xbar C區(+) CL<X> Xbar C區(-)
R CL+2σ CL+σ CL<R> CL-σ CL-2σ
0.150 0.020 0.020 0.020 0.500
0.040 0.010 0.040 0.020 0.020 0.020
R 0.078
UCL(CL+3σ) 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514 0.514
UCL(CL+3σ)
尺寸
规格值 规格下限
90.10 90.08
X bar图管制C区下限 X bar图管制B区下限 X bar图管制下限
CLR R UCL R R 3 R
LCLX X 3 X LCL R R 3 R
测试方法
手动
9:30 11:00 13:00 16:30 18:00
Xbar B區(-)
Xbar A區(-)
制程能力分析 (Cpk , Z值)
短期: (1)Z值 = (Xbar-LSL) /σ = (599.938-595)/1.64804 = 2.996 p(2.996)= 0.998632 缺點=1-0.998632=0.001368 =1368 ppm (2)Z值 = (USL-Xbar) /σ = (605-599.938)/1.64804 = 3.0715 p(3.0715)= 0.998935 缺點=1-0.998935=0.001065 =1065 ppm (3)缺點總數 =1367+1064=2421 ppm
Ca、Cp、Cpk Pp、Ppk Z值 (Sigma Level)
計數型數值 (Attribute data)
Defect、DPU DPO、DPMO
2 Cp , 製程精密度 -1
1-製程精密度(Capability of Precision)衡量製程分散寬度符合規格的程度 2-Cp只考慮標準差, 不考慮平均值 3-Cp值愈高, 表示製程能力佳 A 規格寬度 USL – LSL VOC Cp = -------- = ------------------------- = ------------------- = ---------B 實際分散寬度 6σ VOP ◎Cp 等級評定基準: A: Cp ≧ 2.00 B: 2.00 > Cp ≧ 1.33 C: 1.33 > Cp ≧ 1.00 D: 1.00 > Cp
規格寬度=6
距離下限=2.25
距離上限=3.75
平均值偏移=0.75
Target=100 LSL=97
μ = 99.25
USL=103
σ = 0.5
5 Z值, Sigma Level -1
僅有規格上限
USL LSL
利用Excel制作SPC分析表格
3 品质常用工具与excel的运用技巧
4 表面处理的培训
5 到飞黄出差
6
-
7
-
8
-
计划完成时 间
2010-1-7
2009-12-25 2010-1-5
2009-12-26 2009-12-27
-
是否关 闭
否
否 否 是 是 -
通知 时间已超,请注意关闭
该问题 距离完成还有时间,请
注意及时完成 该项目紧急,请速完成
返回数据集中第 k 个最大值。使用此函数可以根据相 对标准来选择数值。例如,可以使用函数 LARGE 得到 第一名、第二名或第三名的得分。
步骤1: 用SUM函数统计加班总时间,如下:
步骤2: 用LARGE函数排列其大小,从大至小,如下:
步骤3: 用ALT+O+D设置条件格式:
完成!
THANK YOU
步骤4: 根据前面的算出的上下管控线分6个区间(分别代表+/-3S)
步骤5: 制作图表
15.03
15.03
15.02
15.02
15.01
15.01
15.00
15.00
14.99
14.99
14.98
14.98 1
2
3 双4 击图5 表中6 该 7
8
9
10
11
12
13
14
15
处刻度,得出
如下页图框
步骤6: 调整和修改图表
6 0.48 * 2.00
7 0.08 1.92
8 0.37 0.14 1.86
9 0.34 0.18 1.82
10 0.31 0.22 1.78
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
公司
制程能力分析表
工令号 客户 产品名称 产品型号 测定项目 测定设备 目标值(μ) 上限值(USL) 下限值(LSL) 样本数(n) 平均值(X-bar) 测量值最大(Max) 测量值最小(Min) 规格中心(U) 规格公差(T) 标准差(σ) 极差(R) CPKu CPKl CPK Ca Cp Cpk 超上限值不良PPM 超下限值不良PPM 结论: ▶ 规格中心(U)与平均值(X-bar)的差异:
1
SL1Βιβλιοθήκη SU0.90.8
0.7
0.6
1
0.5
0.4
0.3
0.2
0.1
0
0
1.00 3.00 5.00 7.00 9.00 11.00 13.00 15.00 17.00 19.00 21.00 23.00
μ
★ 基准表
▶过程能力的有无是按照如下基准来判断:
A+ ▶ 2.00 > Cpk ≥ 1.67 : 优,应当保持。
A ▶ 1.67 > Cpk ≥ 1.33 : 能力良好,状态稳定,但应尽力提升为A+级。
B ▶ 1.33 > Cpk ≥ 1.00 : 状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级。
C ▶ 1.00 > Cpk ≥ 0.67 : 差,制程不良较多,必须提升其能力。
D ▶ 0.67 > Cpk
: 不可接受,其能力太差,应考审虑重新整改设计制程。
制表:
核:
批准: