制程能力分析程序(含表格)
初始制程能力(Ppk)分析表

測量單位 mm
製表 Người lập
審核 Xét duyệt
核准 Phêduyệt
管理值 規格幅度(T): 1.000
平均值(X): 9.663 標準差(σ): 0.067 製程能力(Pp): 2.495 製程能力(Ppk): 1.681
σ能力: 7.5 σ水準: 5.0
3.308
算術公式 規格的上限 - 下限值
Pp < 1.33
能力不足
※ 分析意見 ※
製程能力判定
○ (能力充分)
測定值的 平均
區分
○
σ = Σ(x-xi)² n-1
△
Pp = T/(6×σ)
×
Ppk=MIN[{(規格上限-M)/(3 ×σ)} ,{(M-規格上限)/(3 ×σ)}]
σ能力= Pp ×3
σ水準= Ppk ×3
判定基準及分析
重要度
工程特性
1.67 ≤Pp
能力充分
1.67 >Pp ≥1.33 需 改 善
工件編號
初始製程能力(Ppk)分析表
文件版次
A0
工件名稱
分析類別
PPAP
客戶名稱
抽樣數量
30PCS
生產線別 Chuyền sản xuất 重要檢查項目/數值: 尺寸高度 / 9.5 ±0.5
測定日期
2016/1/8
工 程
PP: 2.495
能
力
指 數
PPK: 1.681
1~10 11~20 21~30 31~40 41~50 51~60 61~70 71~80 81~90 91~100規格數值9.719.749.77
9.73
9.66
9.58
制程能力分析及评价程序
PE制程能力分析及评价程序1 目的本程序为收集数据,统计、分析制程能力,从而使制程得到有效的管理和监控,确保制程能力之提升之依据。
2 适用范围适用于本公司之重要制程和制程中之重要参数。
3 术语和定义PE:Process Engineer制程工程师4 职责制程工程师是制定整个生产流程,分配各个部门的任务,负责制造过程中的各个细节(标准作业指导书),对制程进行管理与控制; 负责模块生产制程良率的提升与制程改善;负责模块生产线,不良品的制程分析与异常处理及改善5 程序内容5.1 新产品导入根据客户要求,制作新产品的生产工艺流程,标准工时的计算,帮忙安装和调试新产品所需要的设备,撰写SOP以及各类制程管控文件,用以明确生产流程步骤5.2 试产/批量生产各个环节严格按照各工序的作业指导书进行作业5.3 管控方法5.3.1 IPQC巡检时抽查,每1个小时测量10 PCS数据,并测量的结果输入电脑。
5.3.2 监控时机:各项作业条件均检查正常,首件被确认合格后开始收集。
5.3.3 监控频率:每1个小时测量10 PCS数据,根据以下情况做适当的调整:5.3.4 任一工序若制程能力不足须通知生产停线,工程协同提出改善对策5.3.5 监控频率:原则上每1个小时测量10 PCS数据,根据以下情况做适当的调整:A 若连续监控1个小时后,制程能力表现非常优秀,可将频率调整为2个小时1PCSB 若连续监控1个小时后,制程能力表现一般,则将频率调整为2个小时15PCS若连续监控10分钟,制程能力表现差劲,则将频率调整为每个整机都要测试一次。
5.3.6 当监控批出现异常PQC通知生产作出调整,若调整无效,知会PE分析原因并提出改善对策5.3.7 将此改善方案(计划)一起,PE联合相关部门解决问题,再次待IPQC确认改善对策执行有效后,PE并将异常原因和改善对策记录电脑系统5.3.7 每天统计产品的良率,及时发现良率低的原因并提出解决方案6 记录7 相关文件8 流程图。
制程能力分析程序(含表格)
制程能力分析程序1.目的:为使产品的制程能力能够正常且稳定的受到控制,既使有异常出现亦能在问题出现初期就被相关人员了解并设法解决,使得质量系统能适切、有效的运作,进一步能提升制程能力。
2.范围:凡本公司各生产制程为生产条件、成品、半成品所做的资料收集以任何形式的控制图做管控、归档、保存与处理均在本程序的规范之列。
3.权责:品质部负责制定控制计划、制程能力分析的实施。
4.名词定义:无5.作业流程:(见附件)6.作业内容6.1 控制图的选用6.1.1 根据制程上的考虑选择需要的制程站别及管控项目。
6.1.2 依据管控项目及控制图特性选择适用的控制工具。
6.1.3 将控制项目及控制方法标示于《控制计划》上。
6.2 初期制程能力分析6.2.1 根据《控制计划》进行收集检验与量测的数据。
6.2.2 绘制直方图,判断产品是否在规格范围内,如不在规格范围内,则持续制程改善与数据收集至产品合于规格内。
6.2.3 若产品合于规格范围内,则正式将资料绘制成解析用的控制图。
6.2.4 计算解析用控制图之Ppk值并据此判断制程能力是否充足,若否,则持续制程改善与数据收集至产品制程能力充足。
6.3 统计制程控制6.3.1 若产品制程能力充足,则根据解析用控制图计算制定控制界限。
6.3.2 对欲控制的制程或产品进行检验并绘控制用控制图。
6.3.3 所有异常情形(如:点超出控制界限;连续七点上升或下降;连续七点位在中心线的上方或下方)皆须标注制程事件。
6.4 制程能力分析及改善行动:6.4.1 评估该制程稳定或正常否。
若正常,则计算Cpk值;若否,则计算Ppk 值。
6.4.2 根据前项计算所得评估制程能力符合否。
若Cpk或Ppk值大于等于1.67,则制程正常,可继续生产;若Cpk或Ppk值介于1.33至1.67之间,则可继续生产,但须订定改善目标及执行计划;若Cpk或Ppk值小于1.33,则须修改控制计划或抽样计划针对产品加严抽样或全检,以剔除不合格品。
制程能力分析
制程能力分析緒言在產品生產周期內統計技朮可用來協助制造前之開發活動、制程變異性之數量化、制程變性相對于產品規格之分析及協助降低制程內之變異性。
這些工作一般稱為制程能力分析(process capability analysis)。
制程能力是指制程之一致性,制程之變異性可用來衡量制程輸出之一致性。
我們一般是將產品品質特性之6個標准差范圍當做是制程能力之量測。
此范圍稱為自然允差界限(natural tolerance limits)或稱為制程能力界限(process capability limits)。
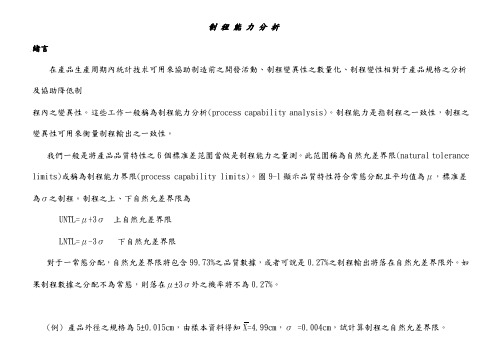
圖9-1顯示品質特性符合常態分配且平均值為μ,標准差為σ之制程。
制程之上、下自然允差界限為UNTL=μ+3σ上自然允差界限LNTL=μ-3σ下自然允差界限對于一常態分配,自然允差界限將包含99.73%之品質數據,或者可說是0.27%之制程輸出將落在自然允差界限外。
如果制程數據之分配不為常態,則落在μ±3σ外之機率將不為0.27%。
(例) 產品外徑之規格為5±0.015cm,由樣本資料得知X=4.99cm,σ=0.004cm,試計算制程之自然允差界限。
(解): UNTL=4.99+3(0.004)=5.002LNTL=4.99-3(0.004)=4.978制程能力分析可定議為估計制程能力之工程研究。
制程能力分析通常是量測產品之功能參數而非制程本身。
當分析者可直接觀察制程及控制制程數據之收集時,此種分析可視為一種真的制程能力分析。
因為經由數據收集之控制及了解數據之時間次序性,可推論制程之穩定性。
若當只有品質數據而無法直接觀測制程時,這種研究稱為產品特性分析(product characterization)。
產品特性分析只可估計產品品質特性之分布,或者是制程之輸出(不合格率),對于制程之動態行為或者是制程是否在管制內則無法估計。
這種性形通常是發生在分析供應商提供之品質數據或者是進貨檢驗之品質資料。
制程能力分析(SPC)
P.4 一種系統性工作。這種工作包 括下列步驟: (1)確定能代表製程能力的品質特 性。 (2)由製程抽取樣本,測定其特定性 質,普通需搜集 30 個以上數据。 (3)點繪出統計的形態,計算平均值 与標準差(利用次數分配圖)。 (4)解釋此種形態,發掘異常現象, 確定在經濟上是否值得採取措 施。 (5)對異常現象採取措施。
P.18
5.3.綜合評價:
要製程能達到規格要求必須 K 与 C P 均好 方可,但有時 K 雖很好,但 C P 不好,結果 還會有不良品, 与 C P 兩者綜合起來評定等級。 5.3.1.CPK(CMK)計算:
CPK(CMK) = CP(1-K) = CP(1X-U T/2 X - LCL
P.15
5.2.工程能力數之評價:
設定工程上下限的目的,在於希望製造 出來的各個的各個產品之特性值,能在規格 上下限之容許範圍內,工程能力的評價之目 的就在於衡量產品分散寬度符合公差的程 度, 工程能力數又可稱為工程精密度指數 (Capablity Of Precision) .
規格公差 5.2.1.CP 之計算: CP = 6 個標準差 = 6σ T 或 CP = 6 v 容許差異
2.2. * 製程:指從事生產的机器、工具、 方法、材料与人員(指 5M)等的一些 獨立組合。 * 管制:指製程在統計管制狀態下亦 即是毫無時間性的移動或其他可追 溯的變異原因時,所得到產品均一性。
P.5
*能力:指根据測試的績效,用以獲得
可以測定的結果。我們請看以下圖形:
P.6
P.7
P.8
三〄製程能力分析之用途
製程能力分析之用途可分為以下几 點: 3.1.提供資料給設計部門,使其能盡量利 用目前之工程能力,以設計新產品。 3.2.決定一項新設備或翻修的設備能否 滿足要求。 3.3.利用机械之能力安排適當工作,使其 得到最佳應用。
制程能力分析方法介绍(精)
LCL
UCL
規 格 上 限
M
3σ
(單邊)不良率=0.3 PPM (雙邊)不良率=0.6 PPM
M 2σ L= σ = σ = 2
製程不良趨勢圖
規 格 下 限 M 3σ 12σ
LCL
ቤተ መጻሕፍቲ ባይዱ
UCL
規 格 上 限
M
3σ
(單邊)不良率=1 pt/billion (雙邊)不良率=2 pt/billion
M 3σ L= σ = σ = 3
Z 分佈
步驟 2. 計算出UCL / LCL 超出規格上下限所佔之比率 規格上限 - 0.8312 σ 0.84 - 0.8312 0.00617
Z (UCL) =
=
= 1.426
由Z分佈表查知 1.426 所佔面積約 0.423 = 42.3%
超出規格上限的不良比率 : 50% - 42.3% = 7.7%
製程不良趨勢圖
規格下限=0.82
規格上限=0.84
3.47% 46.53%
7.7% 42.3%
LCL=0.8127
X =0.8312
UCL=0.8497
3σ
3σ
製程不良趨勢圖
規 格 下 限
LCL
UCL
規 格 上 限
σ
3σ 6σ
3σ
σ
x UCL及LCL都在規格上下限之內,且距離規格上下限皆有一個δ以 上,此種狀況正表示製程能力很好,且非常穩定.
製程能力
製程能力值 CPK(U) = 規格上限值 - 規格中心值 3 σ (製程分佈值)
本公式適用於規格只有設定 上限值 (max 值 ). 製程能力值 CPK(L) = 規格中心值 - 規格下限值 3 σ (製程分佈值)
QP0712 制程能力分析作业程序

=========================-----一.目的:为使产品的制程能力能够正常且稳定的受到控制,既使有异常出现亦能在问题出现初期就被相关人员了解并设法解决,使得质量系统能适切、有效的运作,进一步能提升制程能力。
二.范围:凡本公司各生产制程为生产条件、成品、半成品所做的资料收集以任何形式的控制图做管控、归档、保存与处理均在本程序的规范之列。
三.权责:品质部负责制定控制计划、制程能力分析的实施。
四.名词定义:无五.作业流程:(见附件)六.作业内容6.1 控制图的选用6.1.1 根据制程上的考虑选择需要的制程站别及管控项目。
6.1.2 依据管控项目及控制图特性选择适用的控制工具。
6.1.3 将控制项目及控制方法标示于《控制计划》上。
6.2 初期制程能力分析6.2.1 根据《控制计划》进行收集检验与量测的数据。
6.2.2 绘制直方图,判断产品是否在规格范围内,如不在规格范围内,则持续制程改善与数据收集至产品合于规格内。
6.2.3 若产品合于规格范围内,则正式将资料绘制成解析用的控制图。
6.2.4 计算解析用控制图之Ppk值并据此判断制程能力是否充足,若否,则持续制程改善与数据收集至产品制程能力充足。
6.3 统计制程控制6.3.1 若产品制程能力充足,则根据解析用控制图计算制定控制界限。
6.3.2 对欲控制的制程或产品进行检验并绘控制用控制图。
6.3.3 所有异常情形(如:点超出控制界限;连续七点上升或下降;连续七点位在中心线的上方或下方)皆须标注制程事件。
6.4 制程能力分析及改善行动:6.4.1 评估该制程稳定或正常否。
若正常,则计算Cpk值;若否,则计算Ppk值。
6.4.2 根据前项计算所得评估制程能力符合否。
若Cpk或Ppk值大于等于1.67,则制程正常,可继续生产;若Cpk或Ppk值介于1.33至1.67之间,则可继续生产,但命运如同手中的掌纹,无论多曲折,终掌握在自己手中=========================-----须订定改善目标及执行计划;若Cpk或Ppk值小于1.33,则须修改控制计划或抽样计划针对产品加严抽样或全检,以剔除不合格品。
制程能力分析t程序
SL=U*(1-a)这里a为公差(2)
4.2.4规格公差T:规格上限SU与规格下限SL的差值:
T=SU-SL=2U*a (3)
4.2.5样本数N:实际抽样的样本个数.
4.2.6实际值X:实际抽样样本的量测值.
4.2.7实际中心值Xbar:样本数N的实际值X之平均值:
组别
个数(次数)
合计
1
///
3
2
//////
6
3
///////////
11
4
//////////////////////////
26
5
//////////////
14
6
/////////////////
17
7
////////////
12
8
/////
5
9
//////
6
6).依所得次数及中心值绘出直方图,即得到常态分配图,如下:
Xbar=(X1+X2+X3+...+XN)/N (4)
4.2.8全距R:实际最大值Xmax与实际最小值Xmin的差:
R=Xmax-Xmin (5)
4.2.9标准差σ:实际值X与Xbar差的平方和除以样本数N的值的平方根:
σ=√Σ(X-Xbar)2/N (6)
此值可在计算机函数中直接取得.
文件编号:
2.与制程能力相关的各个参数及计算;
3.实例分析及常态分配图.
四,具体内容
4.1什么是制程能力
4.1.1简单地说就是制程的实力,是制程除去所有外在原因的影响,而能发挥出来的实际能力.具体定义为:一切机械设备,或自品质设计,原材料,制程管制至出厂检验等一连串的制程都已充分的标准化,及在管制状态下操作所能发挥的品质,产量,成本等能力.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制程能力分析程序
1.目的:
为使产品的制程能力能够正常且稳定的受到控制,既使有异常出现亦能在问题出现初期就被相关人员了解并设法解决,使得质量系统能适切、有效的运作,进一步能提升制程能力。
2.范围:
凡本公司各生产制程为生产条件、成品、半成品所做的资料收集以任何形式的控制图做管控、归档、保存与处理均在本程序的规范之列。
3.权责:
品质部负责制定控制计划、制程能力分析的实施。
4.名词定义:无
5.作业流程:(见附件)
6.作业内容
6.1 控制图的选用
6.1.1 根据制程上的考虑选择需要的制程站别及管控项目。
6.1.2 依据管控项目及控制图特性选择适用的控制工具。
6.1.3 将控制项目及控制方法标示于《控制计划》上。
6.2 初期制程能力分析
6.2.1 根据《控制计划》进行收集检验与量测的数据。
6.2.2 绘制直方图,判断产品是否在规格范围内,如不在规格范围内,则持续制程改善与数据收集至产品合于规格内。
6.2.3 若产品合于规格范围内,则正式将资料绘制成解析用的控制图。
6.2.4 计算解析用控制图之Ppk值并据此判断制程能力是否充足,若否,则持续制程改善与数据收集至产品制程能力充足。
6.3 统计制程控制
6.3.1 若产品制程能力充足,则根据解析用控制图计算制定控制界限。
6.3.2 对欲控制的制程或产品进行检验并绘控制用控制图。
6.3.3 所有异常情形(如:点超出控制界限;连续七点上升或下降;连续七点位在中心线的上方或下方)皆须标注制程事件。
6.4 制程能力分析及改善行动:
6.4.1 评估该制程稳定或正常否。
若正常,则计算Cpk值;若否,则计算Ppk 值。
6.4.2 根据前项计算所得评估制程能力符合否。
若Cpk或Ppk值大于等于1.67,则制程正常,可继续生产;若Cpk或Ppk值介于1.33至1.67之间,则可继续生产,但须订定改善目标及执行计划;若Cpk或Ppk值小于1.33,则须修改控制计划或抽样计划针对产品加严抽样或全检,以剔除不合格品。
6.4.3 制程能力不足时,应于制程改善后再从收集检验量测资料步骤重新开始。
6.4.4具体改善活动依《纠正与预防措施实施程序》实施。
6.4.5 若符合则持续对制程/产品进行检验,落实控制用控制图的管控。
6.5新产品开发及新制程的制定参考《制程规划程序》。
6.6相关图表记录依《质量记录管理程序》规定予以保存。
7.相关文件
7.1《纠正与预防措施实施程序》
7.2《质量记录管理程序》
8.使用表格
Xbar-R控制图
X b ar-R控制图范
例.xl s
初始制程能力分析(PPK)报告
PPK研究报告.xl s。