初始制程能力(Ppk)分析表
制程能力CPK&PPK

製程能力分析製程能力研究在於確認這些特性符合規格的程度,以保證製程成品不符規格的不良率在要求的水準之上,作為製程持續改善的依據。
製程能力研究的時機分短期製程能力研究及長期製程能力研究,短期著重在新產品及新製程的試作、初期生產、工程變更或製程設備改變等階段;長期以量產期間為主。
製程能力指標 Cp 或 Cpk 之值在一產品或製程特性分配為常態且在管制狀態下時,可經由常態分配之機率計算,換算為該產品或製程特性的良率或不良率,同時亦可以幾 Sigma 來對照。
計數值統計數據的數量表示缺點及不良(Defects VS. Defectives)缺點代表一單位產品不符要求的點數,一單位產品不良可能有一個缺點或多個缺點,此為計點的品質指標。
例如描述一匹布或一鑄件的品質,可用每公尺棉布有幾個疵點,一鑄件表面有幾個氣孔或砂眼來表達,無塵室中每立方公尺含微粒之個數,一片PCB有幾個零件及幾個焊點有缺點,一片按鍵有幾個雜質、包風、印刷等缺點,這些都是以計點方式表示一單位產品的特性值。
不良代表一單位產品有不符要求的缺點,可能有一個或一個以上,此將產品分類為好與壞、良與不良及合格與不合格等所謂的通過-不通過(Go-No Go)的衡量方式稱為計件的品質指標。
例如單位產品必須以二分法來判定品質,不良的單位產品必須報廢或重修,這是以計件方式來表示一單位產品的特值。
每單位缺點數及每百萬機會缺點數(DPU VS. DPMO)一單位產品或製程的複雜程度與其發生缺點的機會有直接的關係,越複雜容易出現缺點;反之越簡單越不容易出現缺點。
因此,以每單位缺點數(DPU)來比較複雜程度不同的產品或製程品質是不公平的,在管理上必須增加一個衡量產品或製程複雜程度的指標,Six Sigma 以發生缺點的機會(Opportunities)來衡量。
DPU 是代表每件產品或製程平均有幾個缺點,而DPMO 是每檢查一百萬個機會點平均有幾個缺點。
一個機會點代表一產品或製程可能會出現缺點的機會,它可能是一個零件、特性、作業等等。
制程能力CPK PPK

制程能力分析制程能力研究在于确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水平之上,作为制程持续改善的依据。
制程能力研究的时机分短期制程能力研究及长期制程能力研究,短期着重在新产品及新制程的试作、初期生产、工程变更或制程设备改变等阶段;长期以量产期间为主。
制程能力指标 C p 或 Cp k 之值在一产品或制程特性分配为常态且在管制状态下时,可经由常态分配之机率计算,换算为该产品或制程特性的良率或不良率,同时亦可以几 Si gma来对照。
计数值统计数据的数量表示缺点及不良(Def ects VS. De fect ives)缺点代表一单位产品不符要求的点数,一单位产品不良可能有一个缺点或多个缺点,此为计点的质量指针。
例如描述一匹布或一铸件的质量,可用每公尺棉布有几个疵点,一铸件表面有几个气孔或砂眼来表达,无尘室中每立方公尺含微粒之个数,一片PC B有几个零件及几个焊点有缺点,一片按键有几个杂质、包风、印刷等缺点,这些都是以计点方式表示一单位产品的特性值。
不良代表一单位产品有不符要求的缺点,可能有一个或一个以上,此将产品分类为好与坏、良与不良及合格与不合格等所谓的通过-不通过(Go-No Go)的衡量方式称为计件的质量指针。
例如单位产品必须以二分法来判定质量,不良的单位产品必须报废或重修,这是以计件方式来表示一单位产品的特值。
每单位缺点数及每百万机会缺点数(DPU VS. DPMO)一单位产品或制程的复杂程度与其发生缺点的机会有直接的关系,越复杂容易出现缺点;反之越简单越不容易出现缺点。
因此,以每单位缺点数(DP U)来比较复杂程度不同的产品或制程质量是不公平的,在管理上必须增加一个衡量产品或制程复杂程度的指标,Six Sig ma 以发生缺点的机会(Opp ort uni tie s)来衡量。
DPU 是代表每件产品或制程平均有几个缺点,而D PMO 是每检查一百万个机会点平均有几个缺点。
产品生产初始过程能力分析(PPK)计划表(doc 2页)
产品生产初始过程能力分析(PPK)计划表(doc 2页)
初始过程能力分析(PPK)计划表
产品图号 DZRYB001 编制部门产品开发部负责人:
产品名称99新秀电子燃油泵编制/日期共1页第1页
序号工序
名称
特性
规范要求分析方案
负责
部门
计划完成
时间
完成
情况
1 充磁
充磁
强度125m T~130 mT
1)采用X-R
控制图;
2)样本总容
量N=125;
3)在同一批
产品中按每
小时5件连
续不间断抽
样。
产品
开发
部
2003.2.13
均按
时
完成
2 配叶轮间隙0.01~0.02mm
3 点焊
牢靠
性特殊工艺验证
备注:
在试生产开始之后两个工作日完成初始过程能力的分析。
编制: 审核: 批准:。
初始过程能力分析报告 PPK
1 2 3 4 5 TOTAL AVERAGE(X) CLX UCLX LCLX MAX-MIN(R) CLR UCLR LCLR
制表/日期:
X-CHART ● R-CHART 检 查 记 录
2.130
组容
2.100
A2
1.88
D3
*
D4
3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78
2.170 2.160 2.174 2.170 2.160
2.1668 2.1509 2.1864 2.1153 0.0140 0.0127 0.0268 0.0000
2.150 2.150 2.150 2.140 2.150
2.1480 2.1509 2.1864 2.1153 0.0109 0.0127 0.0268 0.0000
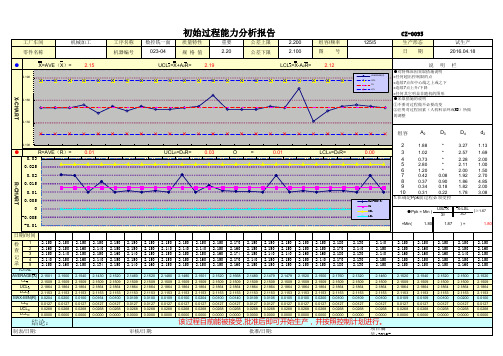
初始过程能力分析报告
工厂车间 零件名称 ● X=AVE(X)=
2.190
CZ-0095
2.200 2.100 LCLX=X-A2R= 组容/频率 图 2.12
AVERAGE(X)
机械加工
工序名称 机器编号
数控铣一面 023-04
质量特性 规 格 值 2.19
重要 2.20
公差上限 公差下限
125/5
2.150 2.150 2.140 2.150 2.160
2.1500 2.1509 2.1864 2.1153 0.0200 0.0127 0.0268 0.0000
2.150 2.160 2.150 2.160 2.150
2.1540 2.1509 2.1864 2.1153 0.0100 0.0127 0.0268 0.0000
制程能力分析(CPK_PPK)

可成科技(蘇州)有限公司
製程能力分析
Process capability
制作:张建生
2005.12.29
1
製程能力的概念 :
製程能力的意義 :
製程能力是指製程在管制狀態下,製程符合規格 的能力,即在受控狀態下實現過程目標的能力。 一般以下列的製程特性來衡量製程能力 :
• 準確度 (Capability of Accuracy )簡稱Ca • 精確度 (Capability of Precision )簡稱Cp
精確度 A製程 : 精確度越高, 製程越理想 B製程 :
精確度越低, 製程越不理想
5
製程能力的概念 :
程能力的要求 :
A製程 : 準確度與精確度都高 B製程 : 準確度高但精確度差 C製程 : 精確度高但準確度差
合格:準確度要高 穩定:精確度要好
由以上要求可知, 所有製程中, A是 最理想的
20
製程性能指數
製程性能指數的計算,其 估計的標準差為總的標準 差,包含了組內變異以及 組間變異。 總變異=組內變異+組間 變異。
Pp Ppk Ppu Ppl Su Sl ˆ 6 m in (Ppu , Ppl ) Su x ˆ 3 x Sl ˆ 3
2 ( x x ) i i 1 n
3
製程能力的概念 :
準確度 Ca :
實際中心點與規格中心點 的差異稱為準確度 製程上,實際中心與規格 中心的差異愈小,準確度 愈高,製程愈理想
A製程 : 準確度越高, 製程越理想
準確度
B製程 :
準確度越低, 製程越不理想
4
PPK初始过程能力研究报告表
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
AVG.
研究评定:由以上计算结果可知PPK= ##### >1.67,初始能力指数足够.若批准,开始生产并按照已批准的控制计划进行.
说明:试生产时前期质量部连续取样125件对产品特性进行测量并记录结果,提交前期质量科长审批签字后存档,下发至相关责任单位,并将结果反馈至项目经理。
2
1.13 1.88 1.69 1.02 2.06 0.73 2.33 0.58 2.53 0.48
Ppk1= (USL-X)/3δ s= ####
2.7 0.42 0.08 1.92 1 2.85 0.37 0.14 1.86 2 2.97 0.34 0.18 1.82 3 3.08 0.31 0.22 1.78 4 5。
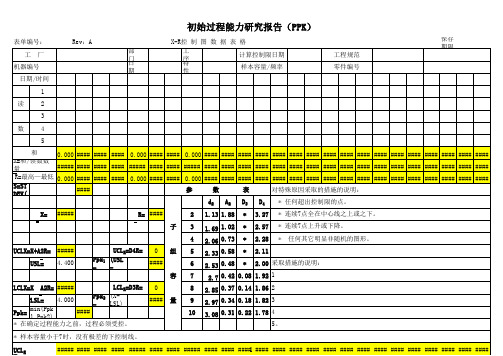
初始过程能力研究报告(PPK)
表单编号: 工 厂 Rev:A 部 日 门 期 X-R控 制 图 数 据 表 格 工 特 序 性 计算控制限日期 样本容量/频率 工程规范 零件编号 保存期限 3年
机器编号 日期/时间 1 读 2 3 数 4 5 和
0.000 #### #### #### 0.000 #### #### 0.000 #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### ####
X=和/读数数量 ##### #### #### #### ##### #### #### ##### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### R=最高—最低 0.000 #### #### #### 0.000 #### #### 0.000 #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### S=STDEV(C6:V10)=δ s= #### 参 数 d2 X= ##### R= #### 子 2 3 4 UCLX=X+A2R= USL= ##### 4.400 UCLR=D4R= 0 组 5 6 容 LCLX=X A2R= ##### 4.000 LCLR=D3R= 0 量 7 8 9 10 A2 表 D3 * * * * * D4 3.27 2.57 2.28 2.11 2.00 采取措施的说明: 对特殊原因采取的措施的说明: * 任何超出控制限的点。 * 连续7点全在中心线之上或之下。 * 连续7点上升或下降。 * 任何其它明显非随机的图形。
初始过程能力研究报告-PPK

初始过程能力研究报告-PPK1. 引言1.1 研究背景与意义随着全球经济一体化的推进,市场竞争日益激烈,企业对产品和过程的质量要求也在不断提高。
初始过程能力(Process Performance Index, PPK)作为衡量生产过程稳定性的重要指标,是企业在生产初期就确保产品质量,降低成本,提高竞争力的关键。
在我国,许多企业在初始过程能力方面仍存在不足,导致生产效率低下,资源浪费严重。
因此,深入研究初始过程能力PPK,对提高我国制造业的整体水平具有重要的现实意义。
1.2 研究目的与内容本研究旨在探讨初始过程能力PPK的评估与改进方法,以期为企业提供有效的过程优化策略。
研究内容主要包括:PPK的定义与计算方法、应用领域、评估指标与标准、评估流程与步骤以及改进策略等。
通过案例分析,验证所提出方法的有效性,为企业提供实际操作指导。
2. 初始过程能力PPK概述2.1 PPK的定义与计算方法PPK(Process Performance Index)即过程性能指数,是衡量初始过程能力的一个重要参数。
它是通过对过程数据的统计分析得出的,反映了过程输出满足规格要求的程度。
PPK的计算基于过程均值和标准差,其公式如下:[ PPK = ]其中,USL(Upper Specification Limit)为规格上限,LSL(Lower Specification Limit)为规格下限,σ(sigma)为过程标准差。
PPK的取值范围为0到1,PPK值越大,表示过程能力越强,过程输出满足规格要求的概率越高。
通常,PPK值在0.67以上被认为是过程能力良好。
2.2 PPK的应用领域PPK在制造业中有着广泛的应用,主要表现在以下几个方面:1.新产品开发:在新产品开发阶段,通过计算PPK值,可以评估过程能力是否满足设计要求,从而为产品的设计和生产提供依据。
2.过程改进:通过对PPK值的监测,可以发现过程中的问题,指导企业进行过程改进,提高产品质量。
制程能力分析图

制程能力分析图Process Capability Analysis 数据常因测定单位不同,而无法相互比较制程特性在品质上的好坏。
因此,定义出品质指针来衡量不同特性的品质,在工业上是很重要的一件事情。
制程能力指数是依特性值的规格及制程特性的中心位置及一致程度,来表示制程中心的偏移及制程均匀度。
基本上,制程能力分析必须先假设制程是在管制状态下进行,也就是说制程很稳定,以及特性分配为常态分配;如此,数据的分析才会有合理的依据。
●制程能力指数Cp、Pp、CPU、CPL(精密度:Precision):表示制程特性的一致性程度,值越大越集中,越小越分散。
或
:双边能力指数(长期)
:双边绩效指数(短期)
:单边上限能力指数
:单边下限能力指数
USL:特性值之规格上限;即产品特性大于USL在工
程上将造成不合格
LSL:特性值之规格下限;即产品特性小于LSL在工
程上将造成不合格
:制程平均数估计值;即制程目前特性值的中心位置
:制程标准差估计值;即制程目前特性值的一致程度
●制程能力指数Ca或k(准确度:Accuracy):表示制程特性中心位置的偏移程度,值等于零,即不偏移。
值越大偏移越大,越小偏移越小。
●综合制程能力指数Cpk:同时考虑偏移及一致程度。
Cpk = ( 1 - k ) x Cp 或 MIN {CPU,CPL}
Ppk = ( 1 - k ) x Pp 或 MIN {PPU,PPL}
●制程特性在不同的工程规格其定义亦不相同,请参考计量值统计数值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
測量單位 mm
製表 Người lập
審核 Xét duyệt
核准 Phêduyệt
管理值 規格幅度(T): 1.000
平均值(X): 9.663 標準差(σ): 0.067 製程能力(Pp): 2.495 製程能力(Ppk): 1.681
σ能力: 7.5 σ水準: 5.0
3.308
算術公式 規格的上限 - 下限值
Pp < 1.33
能力不足
※ 分析意見 ※
製程能力判定
○ (能力充分)
測定值的 平均
區分
○
σ = Σ(x-xi)² n-1
△
Pp = T/(6×σ)
×
Ppk=MIN[{(規格上限-M)/(3 ×σ)} ,{(M-規格上限)/(3 ×σ)}]
σ能力= Pp ×3
σ水準= Ppk ×3
判定基準及分析
重要度
工程特性
1.67 ≤Pp
能力充分
1.67 >Pp ≥1.33 需 改 善
工件編號
初始製程能力(Ppk)分析表
文件版次
A0
工件名稱
分析類別
PPAP
客戶名稱
抽樣數量
30PCS
生產線別 Chuyền sản xuất 重要檢查項目/數值: 尺寸高度 / 9.5 ±0.5
測定日期
2016/1/8
工 程
PP: 2.495
能
力
指 數
PPK: 1.681
1~10 11~20 21~30 31~40 41~50 51~60 61~70 71~80 81~90 91~100規格數值9.719.749.77
9.73
9.66
9.58
9.64
9.65
9.59
9.68
9.74
9.56
9.72
9.66
9.55
9.64
9.65
9.68
9.66
9.74
9.70
9.71
9.58
9.67
9.74
9.61
9.64
9.69
9.49
9.71
備註:
上限 10
下限 9
測定工具
高度規 Thước đo độ cao