塑胶玩具成品QA检验标准
塑胶产品一般检查标准
6.16 麻点: 胶件表面模糊不清晰,指甲感覮不到,通常与原料本身或熔料不好引起. (MIN)
6.17顶白(高): 胶件表面有清晰白印,向上凸起,通常与模具顶杆或啤塑条件有关. (MAJ)
6.18 变形: 由于模具或啤塑原因.产品成型后出现弯曲变形. (MAJ)
4.2 B测面 : 表面暴露但不明显,在正常使用时直视看不到的面(侧面).
4.3 C测面 : 在正常使用时看不到的面.
5、检查方法
5.1外观检查方法
5.1.1所有产品的外观检查都需在强度为40W的冷色、白色萤光灯且距工作台60厘米下进行.
5.1.2进行检查时被检查的产品应距检查者身体为50厘米,距检查者的眼睛为30厘米左右,被检查的产品将先水平再垂直地旋转360度角进行检查,眼睛停留在每一位置时间约为2~3秒, 视力不正常者须带眼镜补救.
在12cm²内不多于1点
无 限 制
N.
油渍
不 接 受
在12cm²内不多于1点
无 限 制
O.
气烘
以 样 办 为 准
以 样 办 为 准
无 限 制
P.
麻点
以 样 办 为 准
以 样 办 为 准
无 限 制
Q.
顶白
不 接 受
以 样 办 为 准
无 限 制
R.
变形
按客户标准
按客户标准
按客户标准
S
剥离
不 接 受
不 接 受
操作Customer
产品名称:/
Part Name
产品编号:/
Part No.
文件编号:XX/Q-015
塑胶玩具产品IPQC制程各工序检验标准

东莞XX 塑胶玩具厂文件类型塑胶玩具产品IPQC制程各工序检验标准文件编号:WI-079三级文件发布日期:2018.06.28版本:A/21.0 目的: 使制程品质能得到管控,QC检验产品规范化.2.0 范围: 本标准规定了啤机、喷油、移印、装配、包装车间的巡查,检验及判定的标准.3.0 职责: 品质部QC执行本文件的规定.4.0 QC对各工序之巡查,每次巡查抽查频率及抽样数见下表:工序巡查巡查频度样板数目检验内容记录接收数啤塑巡查每两小时检查一次10啤/台对板检验:颜色、形状、颜色.外观.尺寸.气味.功能、试装、工艺成形参数等QC 巡查报告CRI:收0退1MAJ:收1退2MIN:收2退3装配/包装巡查每两小时检查一次10个/每个工序对照样板及生产单检验:QC 巡查报告CRI:收0退1MAJ: 收1退2MIN: 收2退3唛头,编号,说明书,胶件.颜色污迹,变形,破裂,顶白,磨花超声波粘合或胶水粘合,丝印,试装功能,安全试验.气味.封口胶袋内温度喷油巡查每两小时巡查一次20个/每个工序对照样办检验:颜色深浅QC 巡查报告CRI:收0退1MAJ: 收1退2MIN: 收2退3飞油、喷油不均匀、油污、喷油喷不到位、颜色不配套、油漆附著力等,油漆浓度丝印/移印巡查两小时巡查一次20个/每个工序对照样办检验:颜色深浅QC 巡查报告CRI:收0退1MAJ: 收1退2MIN: 收2脱油,丝印不完整,套色不准,丝印位置不正确,选错菲林退3 或钢模油漆附著力.浓度等1塑胶类1.塑胶件颜色不对板(视程度而定)。
视程度而定2.用错塑胶原料。
√3.尺寸不符(视实际情况而定)。
√√4.胶件变形影响装配。
√5.胶件变形不影响装配,但影响外观。
√6.水口、批锋、形成利边,利角,属安全问题。
√7.水口、批锋不属安全问题,高度≥1mm。
√8.水口、批锋≥0.2mm<1mm。
√9.夹水纹易断裂。
√10.拖花、气纹、水纹>5mm。
√11.拖花、气纹、水纹1mm—5mm。
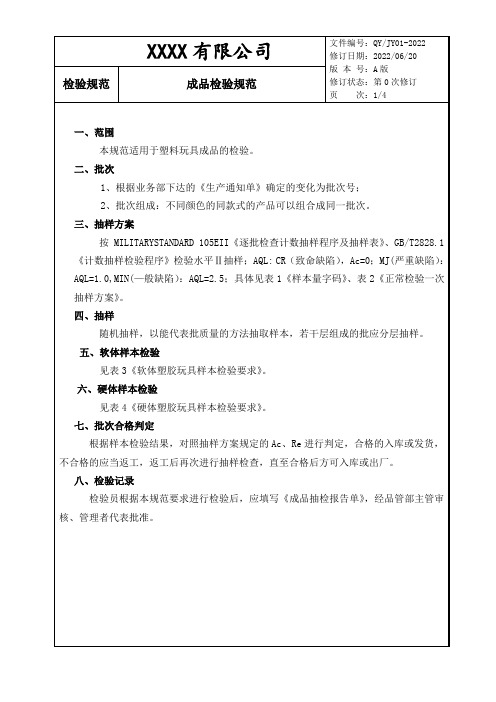
玩具 成品检验规范
2
造型
球体充气太大或大小
√
漏气
√
与样品不一致
√
3
颜色
与样品不一致、有色差
√
4
球体注塑质量
气泡
√
飞边
√
起皮
√
4
球体注塑质量
欠料
√
球体拉伤
√
5
标示与警用语
与样品不一致
√
6
粘胶质量
粘胶口内、外欠胶
√
溢胶、流胶严重
√
7
喷漆、移印、
彩绘质量
油墨颜色与样品不一致、有色差
√
漆层不均匀
√
油墨污染
√
漆层露底、开裂
√
21
22
R
2000
3
4
5
6
7 8
10
11
14
15
21
22
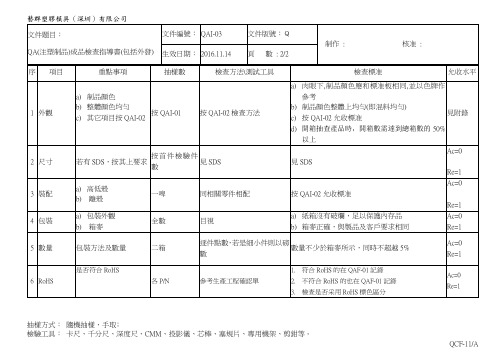
XXXX有限公司
文件编号:QY/JY01-2022
修订日期:2022/06/20
版 本 号:A版
修订状态:第0次修订
页 次:3/4
检验规范
成品检验规范
表3:软体塑胶玩具样本检验要求
序号
检验项目
缺陷描述
缺陷重要度
CR
MJ
MIN
1
克重误差
>2.5% 或 <25%
C
D
F
G
J
L
M
10001
-
35000
C
D
F
H
K
M
N
35001
-
150000
D
E
G
J
L
N
塑胶件通用检验标准

塑胶件通用检验标准1 范围包括所有塑料件的尺寸、外观、功能检测,适用于IQC进行来料检验,也用适于QC、QA 在生产过程中的质量控制以及对成品进行验收检查。
2 样件模具完成后,设计人员应对样件封样,最少签两套样件,一套封存于外协生产厂家,一套封存于公司IQC处,作为可接受来料的实物标准,发生品质争议时作为判断的依据。
设计人员应不定期对封存的样件作检查,以确认样件是否能继续作为检验的参考,若发现样件产生问题,不能再作为品质判断的依据,设计人员应重新签板,旧样件作废。
样件保存的部门应对样件的品质负责,发现有导致样件品质下降的问题产生,应立即与设计人员联系。
因为种种原因对模具作修改,设计人员应在修改稳定后重新签板,以替代旧的样件。
3 类别划分定义3.1塑料件分类A、内部使用塑料件:装配在产品的内部,在正常使用条件下,用户不会看到。
B、外部使用塑料件:装配后表露在外部,用户可以直接看到,或是开门后可看到。
C、透明塑料件:各种透明材料注塑成型的塑料件。
3.2缺陷区域划分主要面:在通常使用条件下可以直接看到的表面。
次要面:在通常使用条件下不能直接看到的表面。
4 尺寸检验若无特别说明,塑料件来料按技术要求检验,若不作尺寸检验,以所签样件为准,需要检验的尺寸,必须在设计图纸中标明。
未注尺寸公差按前述技术条件检验。
5 阻燃性阻燃性检验按图纸要求,符合UL94标准。
检验方法参照GB/T2408-1996〈塑料燃烧性能试验方法水平法和垂直法〉6 外观检验内部使用塑料件:在正常光线下,距离为500mm,在5秒时间内作出判断。
外部使用塑料件:在正常光线下,距离为500mm,在5秒时间内作出判断。
透明塑料件:在正常光线下,距离为300mm,在5秒时间内作出判断。
(正常光线定义为自然光或光照度在300-600LX 的近似自然光, 如40W日光灯,500mm 距离)外观检验项目:(1)颜色不均此种缺陷,不论出现在主要面还是次要面上,均不接受。
QA(注塑制品)成品检查指导书
2
尺寸
若有SDS,按其上
Ac=0
Re=1
3
裝配
a)高低殼
b)離殼
一啤
同相關零件相配
按QAI-02允收標准
Ac=0
Re=1
4
包裝
a)包裝外觀
b)箱麥
全數
目視
a)紙箱沒有破爛,足以保護內存品
b)箱麥正確,與製品及客戶要求相同
Ac=0
Re=1
5
數量
包裝方法及數量
二箱
逐件點數,若是細小件則以磅數
數量不少於箱麥所示,同時不超越5%
Ac=0
Re=1
6
RoHS
是否符合RoHS
各P/N
參考生產工程確認單
1.符合RoHS的在QAF-01記錄
2.不符合RoHS的也在QAF-01記錄
3.檢查是否采用RoHS標色區分
Ac=0
Re=1
附錄:
藝群塑膠模具(深圳)有限公司客戶AQL一覽表
客 戶
AQL
客 戶
AQL
Major
Minor
Major
Minor
伟创力
0.65
2.5
嘉升
0.65
2.5
史丹利百得
0.65
2.5
中川
0.65
1.0
天宝
0.65
1.5
丰达
1.0
2.5
伟联兴
0.65
2.5
逻辑
0.65
2.5
劲伟
0.65
2.5
承之堂
0.65
2.5
东泰
0.65
2.5
備注:如客戶無AQL,則以<<塑膠件檢查標准>>(QAI-02)嚴重0.65,輕微1.5為檢查標准。
塑胶玩具产品IPQC制程各工序检验标准
东莞XX 塑胶玩具厂文件类型塑胶玩具产品IPQC制程各工序检验标准文件编号:WI-079三级文件发布日期:2018.06.28版本:A/21.0 目的: 使制程品质能得到管控,QC检验产品规范化.2.0 范围: 本标准规定了啤机、喷油、移印、装配、包装车间的巡查,检验及判定的标准.3.0 职责: 品质部QC执行本文件的规定.4.0 QC对各工序之巡查,每次巡查抽查频率及抽样数见下表:工序巡查巡查频度样板数目检验内容记录接收数啤塑巡查每两小时检查一次10啤/台对板检验:颜色、形状、颜色.外观.尺寸.气味.功能、试装、工艺成形参数等QC 巡查报告CRI:收0退1MAJ:收1退2MIN:收2退3装配/包装巡查每两小时检查一次10个/每个工序对照样板及生产单检验:QC 巡查报告CRI:收0退1MAJ: 收1退2MIN: 收2退3唛头,编号,说明书,胶件.颜色污迹,变形,破裂,顶白,磨花超声波粘合或胶水粘合,丝印,试装功能,安全试验.气味.封口胶袋内温度喷油巡查每两小时巡查一次20个/每个工序对照样办检验:颜色深浅QC 巡查报告CRI:收0退1MAJ: 收1退2MIN: 收2退3飞油、喷油不均匀、油污、喷油喷不到位、颜色不配套、油漆附著力等,油漆浓度丝印/移印巡查两小时巡查一次20个/每个工序对照样办检验:颜色深浅QC 巡查报告CRI:收0退1MAJ: 收1退2MIN: 收2脱油,丝印不完整,套色不准,丝印位置不正确,选错菲林退3 或钢模油漆附著力.浓度等1塑胶类1.塑胶件颜色不对板(视程度而定)。
视程度而定2.用错塑胶原料。
√3.尺寸不符(视实际情况而定)。
√√4.胶件变形影响装配。
√5.胶件变形不影响装配,但影响外观。
√6.水口、批锋、形成利边,利角,属安全问题。
√7.水口、批锋不属安全问题,高度≥1mm。
√8.水口、批锋≥0.2mm<1mm。
√9.夹水纹易断裂。
√10.拖花、气纹、水纹>5mm。
√11.拖花、气纹、水纹1mm—5mm。
塑胶件类产品检验要求及方法

指导文件塑胶件类产品检验要求及方法REV 版本APAGE页码 3 of 106.3 表面质量检验6.3.1 区域定义使用罗马数字和英文字母组成的编码指示塑胶制品不同等级的表面或区域,表面的重要程度用罗马数字分类区分,最终使用者目视频率用英文字母排列区分。
①Ⅰ类:重要的外部表面。
包括:外壳制件的产品正面、上面或指定面的表面,或其它制件与外壳组装后露在产品正面、上面或指定面的表面。
②Ⅱ类:除Ⅰ类外,次要的外部表面。
③Ⅲ类:内部表面。
④ A面:最终使用者经常看得到的表面。
⑤ B面:最终使用者可以看得到的表面,但正常的操作使用中很少注意到的。
⑥ C面:最终使用者看不到的表面,但在产品组装、维修过程中可以看到的。
6.3.2 检验检验方法及接收标准塑胶制品外观检验使用“时间和距离”的目视检验方式<表1>,当在指定时间和距离内发现不良缺陷时,参考<表2>内容来判定接收或拒收。
<表1>指导文件塑胶件类产品检验要求及方法REV 版本APAGE页码 4 of 10 <表2>6.4 丝印检验6.4.1 丝印标准文字、图案位置依图纸图面要求,无偏斜、模糊、重影、针孔等缺陷。
6.4.2 附着力试验指导文件塑胶件类产品检验要求及方法REV 版本APAGE页码7 of 109.2·SJ/T 10628-1995塑料件尺寸公差(引用中华人民共和国电子行业标准)9.2.1公差等级的选用(引用标准5)*公差测量条件a.标准测量温度为20±2℃b.相对温度为(65±5)%c.待塑料件成型后24h及“后处理”后进行测量指导文件塑胶件类产品检验要求及方法REV 版本APAGE页码8 of 10 9.2.2公差等级及数值(引用标准4.2)指导文件塑胶件类产品检验要求及方法REV 版本APAGE页码9 of 109.3·GB/T 1804 一般公差未注公差的线性和角义尺寸的公差(引用中华人民共和国国家标准)9.3.1线性尺寸的极限偏差数值表(引用标准5.1)9.3.2 倒圆半径和倒角高度尺寸的极限偏差数值表(引用标准5.1)9.3.3 角度尺寸的极限偏差数值表(引用标准5.2)9.4 GB/T 1184形状和位置公差未注公差值 (引用中华人民共和国国家标准)9.4.1 直线度和平面度的未注公差值9.4.2垂直度未注公差值指导文件塑胶件类产品检验要求及方法REV 版本APAGE页码10 of 10 9.4.3对称度未注公差值。
塑胶玩具产品QA成品检验标准

2.安全、可靠性测试时产生利边、利角小配件
尖点/利边仪
√
3.螺丝未扭紧,松脱出
目视/扭力批
√
4.试装配件裂开,偏松
目视/手感
√
5.装配/变形/测试后无功能或功能不良
试装/试功能
√
3
功
能 / 尺 寸
6.装配件断裂、破损。
目视/测量
√
14.超声错位<0.5mm
目视/测量
√
15.胶水渍,面积≥1.5mm×1.5mm
目视/菲林
√
2
外
观
16.胶水渍,面积<0.5mm×0.5mm
菲林/目视
√
17.丝印、移印、喷油、油墨含铅量太高
化验测试
√
18.丝移、移印、喷油、颜色、位置不对样板
目视
√
19.丝印、移印、喷油、脱油,面积>10%
目视
√
20.丝印、移印、喷油、脱Leabharlann ,面积≤10%目视√
21.丝印、移印、喷油、缺损(视程度而定)
目视
√
√
22.丝印、移印、套色偏差≥0.15mm
菲林/目视
√
23.丝印、移印、套色偏差<0.15mm
菲林/目视
√
24.漏丝印、移印、喷油
目视
√
25.喷油件飞油、不到位、积油、油污≥0.5mm
菲林/目视
√
26.喷油件飞油、不到位、积油、油污<0.5mm
4.1.4产品的功能,性能应良好.
4.2检验内容:
4.2.1开箱检验(包括外观、功能、扭力、拉力、投掷、咬力、压力、油漆附
著力、等安全可靠性测试)
4.2.1.1新产品第一批必须进行安全、可靠性测试,旧产品连续5批做一次测试;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
东莞XX塑胶玩具厂
4.2.1.1 新产品第一批必须进行安全、可靠性测试,旧产品连续5批做一次测试;
4.2.1.2 检查内容及缺陷的判定(见附表一)
4.2.1.3 合格判定:开箱检验合格与不合格参见附表相关的AQL值.
碰撞进行测试,试验对重量不同的样品实施边,角,面,从规定的不同角度
试验.
4.3 抽样方案:抽样方案依普通二级抽样方法进行或依客户的特定要求.
4.4 检验合格与不合格的判定:
4.4.1 根据样本的检验结果,若在样本中发现的不合格数小于或等于抽样方案
对应的合格判定数,则判定该检验项目为合格;
4.4.2 若在样本中发现的不合格品数大于或等于抽样方案对应的不合格
判定数,则判定该项目为不合格.
4.5 检验结果的处理
4.5.1 批合格产品,应予接受.
4.5.2 批不合格的产品应拒收,并进行对该产品全部返工,并且全部检验,直
至被合格接收,连续二次返工不合格,则应停止生产,进行整顿.
4.5.3 判断为不合格的产品,通过不合格的评审,降低要求让步放行,则作接
受处理.
4.6 不合格类别:
序
号项
目不合格内容检验方法
不合格分类
CRI MAJ MIN
装22.胶袋破损0.5cm以上目视/测量√
23.要求封口的胶袋未封口目视√
24.漏警告语、环保标志、回收标志、年龄组、CE标志等目视√
25.警告标识、电脑码破损目视√
26.漏打包装日期目视√
27.彩盒、胶袋或箱内有毛发、昆虫、金属及外来物目视√
2
外
观1.胶件原料用错,颜色与样板不符硬度计/目视√
2.胶件缩水,料花,夹水纹目视√
3.胶件油污,拖花,\混色\顶白\黑点\面积≥0.1平方毫米目视√
4.胶件油污\拖花\混色\顶白\黑点\面积<0.1平方毫米目视√
5.胶件严重变形\严重缩水\缺胶\影响功能目视/试功能√
6.胶件水口\批锋形成利边\利角\利点
目视/尖点利边
仪
√
7.胶件水口,批锋凸出1mm 目视/菲林√
8.胶件水口,批锋凸出<1mm 目视/菲林√
9.胶件尺寸不符(视实际情况而定)试装/测量√√
10.胶件超声波焊接胶口严重融化,影响外观目视√
11.超声离隙≥0.2mm 目视/塞规√
12.超声离隙<0.2mm,且不影响功能目视/塞规√
13.超声错位≥0.5mm 目视/测量√
14.超声错位<0.5mm 目视/测量√
15.胶水渍,面积≥1.5mm×1.5mm 目视/菲林√。