粮食除杂系统
粮食加工技术 第三章 小麦的清理设备与原理(5-9节)
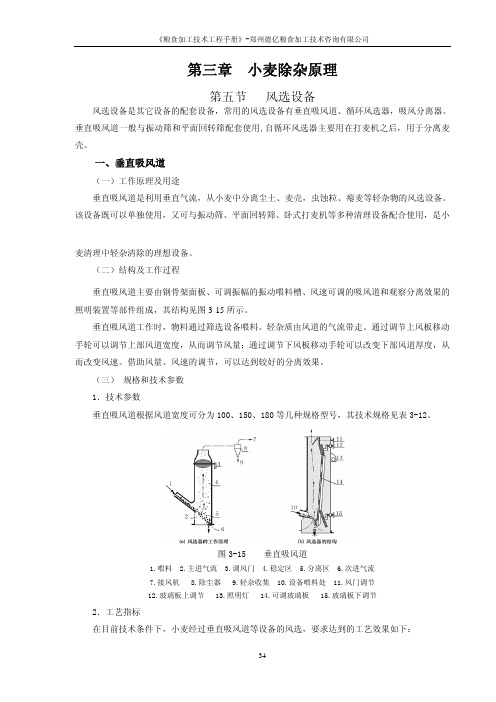
TFXH 型循环风吸风分离器主要规格和技术参数见表 3-13。
TFXH
图 3-16 循环风吸风分离器
1.中隔板 2.垂直风道 3.圆筒分离器 4.离心风机 5.通道 6.螺旋输送器 7.料斗
8.闭风隔板 9.重力活门 10.集尘器 11.喂料斗 12.振动导板 13.弹簧 14.偏心机构
表 3-13 TFXH 型循环风吸风分离器主要规格与技术参数
-1],车间外含量应小于 150[mg·(m3)-1]。
表 3-12
型垂直吸风道的主要技术参数
型号
风道宽(mm)
风道厚(mm)
TFDZ100
1020
200
TFDZ100G
1020
300
TFDZ150
1520
200
TFDZ150G
1520
300
TFDZ180G
1820
300
二、循环风吸风分离器 (一)结构及工作过程
有不利影响。因此,当产品为较高等级的面粉时,须在清理流程中设置精选。因这类杂质的粒度、
悬浮速度均与小麦差不多,故采用筛选、去石等手段均难以清除,因此精选是清理这部分杂质的重
要手段。常用的精选设备有袋孔精选机与螺旋精选机,袋孔精选机又分碟片精选机、滚筒精选机和
碟片滚筒组合机。制粉厂常用的精选机有滚筒精选机、碟片精选机、碟片滚筒组合机和螺旋精选机
直风道的全部宽度上,流动的物料被松散开。干净的、比重大的物料垂直降落,经重力活门排出机
外,比重轻的杂质被气流带到圆筒分离器的狭窄通道上,由于惯性力的作用,比重小的轻杂沿圆筒
分离器的外壁落入空间突然增大的集尘器,通过闭风器排出机外。空气经圆筒分离器的内部被离心
风机吸入,从通道回到垂直风道进行再循环。一般采用 TFXH 型循环风吸风分离器。
粮食的初清包括大杂扣小杂

粮食的初清包括大杂扣小杂稻米加工是我国粮油工业的一个重要组成部分。
稻谷加工得到的大米,既是我国2/3人口的主要食粮,又是食品工业主要基础原料之一。
此外,稻谷加工得到的副产品有着广泛的用途。
根据稻谷籽粒的结构,稻谷加工主要由稻谷清理、砻谷及砻下物分离、碾米及成品整理三大部分组成。
一、稻谷清理稻谷在生长、收割、贮藏和运输过程中,都有可能混入各种杂质。
在加工过程中,如不先将这些杂质清除,不仅降低产品纯度、影响大米质量,而且还会影响设备的工作效率,损坏机器,污染车间的环境卫生,严重的甚至有酿成设备事故和火灾的危险。
因此,清除杂质是稻谷加工的一项重要任务。
混入稻谷的各种杂质中,以粒形、大小与稻谷相似的“并肩石”、“并肩泥”,最难清除。
清理稻谷中杂质的方法很多,主要有风选(利用稻谷与杂质之间悬浮速度的差别,借助气流除杂的方法)、筛选(根据稻谷与杂质之间宽度、厚度的不同,借助适当工作面除杂的方法)、磁选(利用磁力清除稻谷中磁性金属杂质的方法)等。
生产实践证明,“风筛结合,以筛为主”是稻谷清理的有效方法。
用于稻谷清理的主要设备有振动筛。
高速振动筛、比重去石机和磁选设备。
振动筛在碾米厂广泛用于清除稻谷中的大、小、轻杂。
高速振动筛主要用于除稗;比重去石机专门用于清理稻谷中的并肩石;而磁选设备去除混入稻谷中的金属杂质。
二、砻谷及砻下物分离用稻谷直接进行碾米,不仅能量消耗大、产量低、碎米多、出米率低,而且成品色泽差、含谷多、纯度和质量都低。
因此,除一些乡镇企业以外,碾米厂都是将经过清理去杂后的稻谷,先脱去颖壳,制成纯净的糙米,再进行碾米。
在稻谷加工过程中,去掉稻谷颖壳(俗称脱壳)的工序称为砻谷,使稻谷脱壳的机械称为砻谷机。
砻谷后的产品称为砻下物。
目前所使用的各种型式砻谷机,由于受机械和工艺性能的限制,不可能将入机稻谷一次全部脱壳。
因此,砻下物不全部是糙米,而是由尚未脱壳的稻谷、糙米及稻壳组成的混合物。
砻下物分离的目的,就是将脱壳后的糙米提取出来进行碾米,将未脱壳的稻谷送回砻谷机继续脱壳,一些副产品可根据其性质和用途不同进行分离,并加以合理利用。
比重去石机工作原理及参数介绍

比重去石机主要用于小麦、稻谷、玉米、大豆等颗粒物料的分级除杂去石。
具有去砂石、泥块性能好,能耗低,无粉尘外扬,噪音低,操作及维修方便等特点。
适用于粮油加工和种子精选。
比重去石机借助振动运动,调节气流和调节筛面倾斜度来进行粮食和砂石的分离。
设备在工作时,物料从进料斗不断进人去石筛面的中部.由于筛面的振动和穿过物料层气流的作用,使颗粒间的孔隙度增大,物料处于流化状态,促进了自动分级,比重大的石子沉人底层与筛面接触,比重小的粮食浮向上层,在重力、惯性力和连续进料的推动下,下滑到净粮出口;而比重大的石子在筛面振动系统惯性力和气流的作用下,相对去石筛面上滑,经聚石区移向精选区。
精选区的精选室由风机引进一股气流沿弧形通道向筛面前方反吹,将石子中含有的少量粮粒吹回聚石区,避免同石子同排出。
设备的规格参数介绍如下:
漯河万宜粮食机械有限公司是一家专业从事粮食制粉设备、粮食输送设备机械设备、粮食清理设备及农产品加工机械设备的生产厂家,是集产品研发,生产制造,工程设计,安装调试于一体的先进企业。
TFSQ型高效环保组合式粮食杂质清理筛的研制
茎等杂质混入粮食中,造成大杂 、轻杂含量大大增
加 ,加 之农 村劳动 力人 口减 少 和各种 经济 因素 的制
约 ,农民已形成交 “ 毛粮”的习惯,在粮食收购时 就出现了 “ 双高” ( 水 分高 、杂质含量高)现象。 在粮食清理人仓过程 中,许多设备 在清理 “ 双高”
原 粮时 ,出现 了清理 效果达 不 到要求 ,必 须多 次清
用高效振动这种杂质筛选类型。高效振动筛选设备 般需 配备 单独 的垂直 吸风分 离器 和杂 质分 离沉 降
一
* 通讯地址 :成都市青羊区广富路 2 3 9 号3 2 栋
第4 3 卷
T F S Q型高效环保组合式粮食杂质清理筛的研制
‘5 1・
系统 ,或 与循 环 风 吸风分 离器 配套 使用 。经 过调 研
随着社 会 的进步 ,粮 食生 产 、收获 方式逐 步 向 机械 化方 向发 展[ 1 ] 。机 械 化 收 获 时部 分 叶片 、穗 、
1 - 2 方 案的确 定
清理设备的研制开发 ,需要确定合理的清理方
式 、类型 ,确定合理的工艺路线[ 4 ] ,正确选择相
关 的技术 参数 。
动筛在清理效果和效率综合能力上好于另外四类机 型 ,且制造相对简单 ,筛面清理相对方便,成本较
低 ,适合 粮食 收储 杂质清 理需 要 。因此 ,确定 了采
力 :5 O t / h( 以小麦计 ) ] ;杂 质总清 除率不低 于
7 0 粉 尘污 染 优 于 现有 清 理 机 型 ,重 量 轻 、移 动 、 操作 方 便等 。
理 、风 选 、旋 风分 离沉 降 、含 尘气 流循 环 再 利 用 为一 体 的 TF S Q 型 高效 环 保组 合 式 粮食 杂
自制移动式粮食风选除杂机应用试验

参差 不 齐 , 别是 机械 化 收获方 式 导致 含杂 过高 ( 特 主 要是 有机 杂质 ) 0 6年 重庆 地 区遭受 百 年 不 遇 的 。2 0
干旱 , 库时 稻谷 原始质 量 较差 , 的质 量未 达 到 国 入 有
标 中等 以上 , 主要 是 稻 谷 未 熟 粒 太 多 , 质 一 般 在 杂 2 5/ . 左右 , 杂质 成 分 中无 机 杂质 ( 土 、 石 等 ) 9 5 其 泥 沙 约 占杂质 总 重 量 的 2 , 机 杂 质 ( 、 、 、 5/ 有 9 5 根 茎 叶 细 灰 、 稻壳 等 ) 占杂质 总重 量 的 7 , 空 约 5 因此 粮 食 的 整 筛 除杂成 为 中 央储 备 粮 入 库 过 程 中 的关 键 环 节 。
・
4 ・ 0
粮 油仓储 科技 通 讯 20 () 0施
3
试 验 方 法
4
费 用 及 效 益 分 析
3 1 设 备安 装 .
TQL 1 0 2 0型 移 动 清 理 筛 振 动 总 功 率 Z 0/ 0
按设 备 作业 顺 序 依 次 进行 安 装 , 安 装 汽车 卸 先 料斗 , 接上输 送 机 , 移动 式粮 食除 杂机 进料 口接 在 将
斗 可调 流量 大小 , 储粮 呈 垂帘 状均 匀 自由下 落 , 使 进 料 斗下 方设 置 三 台可 调 速 强 力 轴 流 风扇 , 对 垂 帘 正
形状 粮 流 , 向横 向 吹 透 粮食 , 粮 食 中 的未 熟粒 、 风 使
瘪 壳 、 渣 等轻 杂从 原粮 中分离 出来 , 据各 自的比 灰 根 重不 同 , 从各 自不 同的 出料 口流 出 , 而 达到 去除 杂 从
我 国粮食 购 销 已全 面步 入 市 场 化 、 元 化 的轨 多
智能自动化粮仓系统
智能自动化粮仓系统一、引言智能自动化粮仓系统是一种应用先进技术和设备的系统,旨在提高粮仓管理的效率和粮食质量的保障。
本文将详细介绍智能自动化粮仓系统的功能、特点、工作原理以及应用场景。
二、系统功能1. 粮食储存管理:智能自动化粮仓系统能够实时监测粮仓内的温度、湿度、氧气含量等关键指标,并根据设定的阈值进行自动调控,确保粮食处于最佳储存状态。
2. 粮食除虫处理:系统配备了先进的除虫设备,能够对粮仓内的害虫进行有效的灭杀,保证粮食的安全和卫生。
3. 粮食检测和分选:系统可通过光学传感器对粮食进行快速检测和分选,识别出潜在的病虫害、霉变等问题,确保粮食质量。
4. 远程监控和控制:用户可以通过手机、电脑等终端设备远程监控粮仓的运行状态,并进行远程控制,实现粮仓的远程管理。
三、系统特点1. 高效节能:系统采用先进的传感器和控制技术,能够精确监测和调控粮仓内的环境参数,有效节约能源,并降低粮食损耗。
2. 智能化管理:系统具备智能化管理功能,能够根据实时数据进行智能分析和预测,提供精准的管理建议,匡助用户做出决策。
3. 安全可靠:系统采用多重安全保护措施,如火灾报警、粮仓门禁控制等,确保粮仓运行的安全可靠。
4. 灵便可扩展:系统具有良好的可扩展性,可以根据用户需求进行定制化设计和功能扩展,满足不同规模和需求的粮仓管理。
四、系统工作原理1. 数据采集:系统通过安装在粮仓内的传感器,实时采集粮仓内的温度、湿度、氧气含量等数据,并将数据传输给控制中心。
2. 数据分析与控制:控制中心对采集到的数据进行分析和处理,根据设定的阈值进行自动控制,如开启通风设备、调节湿度等。
3. 远程监控与控制:用户可以通过手机、电脑等终端设备实时监控粮仓的运行状态,并进行远程控制,如远程开启除虫设备、调整温度等。
4. 报警与维护:系统设有报警功能,当粮仓内发生异常情况时,会及时发送报警信息给用户,用户可以采取相应的维护措施。
五、应用场景智能自动化粮仓系统广泛应用于粮食储存和加工行业,主要包括以下场景:1. 粮食仓库:系统可应用于大型粮食仓库,实现对大量粮食的集中管理和控制,提高粮食质量和管理效率。
移动式粮食除杂机的研制与应用

食杂 质 含量 居 高不 下 的局 面 ,20 08年 我市 收购 “ 订单粮食”13 5t 7 1 、平 均杂质 为 12 ,符合地 . 方储备粮质量要求 ,减少了因收购粮质差所引起的 粮食发热霉变和易生虫现象的发生 ,为确保储备粮
图 1 除杂入 仓 的 工 艺流程
2 1 移动 方便 .
1 除杂入仓工艺 的设计 思路
1 1 除杂 收购 . 针对 目前粮食 主要采取 风选 除杂 和筛选 除杂为 主 ,结合 考虑 当地 所 收稻谷 的杂 质 主要 为瘪 粒 和粉
工 、费时,人仓效率低,劳动强度大 ,入仓粮食质
量 差 。据 20 、20 05 0 6年 《 安市 早 稻 人 库 满 仓 鉴 瑞
安全储藏打下基础。粮食杂质含量的下降,可以增 加粮堆的孔隙度,减少 自动分级现象 ,提高粮食熏 蒸 的有效性及机械通风效率 ,除杂后的稻谷年熏蒸 用药量可降低 5 左 右。市 中心粮 库和马道 、孙 0 桥 等 省储 备粮 骨干库 点基 本实 现储 粮 年熏蒸 用药量
≥1 0tk 5 / g档 Al P的低 剂 量 熏 蒸 目标 和 冬 季粮 温 降 到 1 ℃以下 的低 温储粮 目标 。 5
( 瑞安 市粮食收储 有限公 司 浙江 3 5 0 ) 2 2 2 0
摘 要 针对我 国基 层粮库 粮食 收购 方式原始 、入 仓环 节繁琐 以及 售粮对 象以粮 农散 户
为主 的现状 ,对人 工除杂入 仓环 节进行 改造 ,开发 出除 杂机 与输送 设备相衔 接 的 除杂入 仓工 艺 ,实现 了粮食 收购 的 除 杂 、输 送 、入 仓 的 一体 化操 作 ,达 到 了简化 入 仓程 序 、入 仓 粮 质 好 、社会 与 经济效益好 的 目的 。
砻谷机工作原理

砻谷机工作原理
砻谷机是一种用于研磨小麦、大米等粮食的机械设备,其工作原理如下:
1. 预处理:将待研磨的粮食经过清洗、除杂等预处理工序,去除其中的杂质和异物。
2. 进料:将预处理后的粮食通过进料装置送入砻谷机的磨盘中。
3. 研磨:砻谷机内部有两个相对旋转的磨盘,其中一个是固定的,另一个则可以转动。
进料的粮食被夹在两个磨盘之间,由于旋转时的摩擦和冲击力,粮食颗粒与颗粒之间的外皮被磨掉,使内部的淀粉和蛋白质等物质暴露出来。
4. 分离:经过研磨后的粮食会形成不同颗粒大小的碎粒和粉末,这时通过筛网将颗粒按照大小进行分离,得到不同级别的砂粒、细粉等。
5. 收集和包装:分离后的不同级别的粉末被收集起来,然后进行包装封装,方便储存和运输。
总结起来,砻谷机的工作原理是通过磨盘间的旋转摩擦和冲击力,将粮食外皮磨掉,暴露出内部的淀粉、蛋白质等物质,并通过筛网进行分离,最终得到不同级别的粉末产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总体方案的确定本项目是粮库的储粮中的一个重要环节,通过分析设计任务书,我们在分析设计时主要考虑了以下几种情况:1、为了节约,可根据粮食的含量进行清杂和不清杂两种情况。
对于含杂量较大的粮食,要经过振动筛把粮食中的杂质去除;对于含杂量较小的粮食可不经过振动筛而直接送入粮仓;2、粮库设有两个两仓库,根据距离远近,分为A、B塔,A塔较远,需要经过输送机进行传送;B塔较近直接经过管道进入粮仓;3、为了方便调试和维修,设置手动操作,各闸门均采用电动闸门;4、为了减轻劳动强度,实现自动控制,各部分的启停均采用自动控制,并要求进行连锁控制,防止在输送机和提升机上堆积粮食,造成电动机重载启动,甚至烧毁电机的现象。
因此要求在启动时要从后级先启动前级后启动,而停止时正好相反。
当粮仓A、B塔装满时要自动停止送粮。
当进料仓空了的时候,要求所有电机能自动停止;5、为了直观监测,各部分均采用指示灯进行监控指示;6、由于在设计程序时已经考虑了防止电机重载启动的问题,所以各电机均采用直接启动,由于在控制各电机运行时,并不需要速度的控制和制动要求,所发各电机均采用单速运行,自然停止的工作方式。
各电动闸门均采用正反控制,使各闸门有两个工作状态:闸门1的开启和关闭,闸门2的清杂和不清杂,闸门3和4的粮食是进A塔还是进B塔。
而输送机、提升机和振动筛只需正转即可。
控制电路的控制方式控制电路可以用低压电器控制,也可以用PLC控制中间继电器(或交流接触器)的线圈的方法。
在我们所设计的电路中,PLC的数字量的输入点需要24个,输出点需要17个,若采用欧姆龙型号为CAM1A-30CDR的PLC,数字量继电器输入点为18个,输出点为12个,不满足要求,尚缺9个继电器输入点,8个继电器输出点,加继电器输入输出扩展模块20EDR1 (有12个继电器输入点,8个继电器输出点)就可以满足要求。
各环节设计方案说明1、手动操作:手动操作为调试各部分时用,因此各部分之间不需要连锁,且无为点,可按电动闸门1正反转点动→输送机1点动提升机点动→电动闸门2正反转点动→电动闸门3正反转点动→振动筛点动→电动闸门4正反转点动→输送机2点动过程进行调试,也可以随意调试。
2、不清杂进A塔自动运行:不清杂进A塔自动运行,是指对粮食不进行清杂,也就是不经过振动筛,而是经过电动闸门3,再经过输送机2送入A塔的自动运行过程,在启动过程中为了防止重载启动,采用后级先启动,再接通前一级的连锁方法,各环节采用延时接通运行的方法。
即:将不清杂自动开关打开和AB塔选择选中A塔→输送机2启动运行→5秒后→电动闸门3正转运行至行程开关动作→5秒后→电动闸门2正转运行至行程开关动作→5秒后→提升机启动→5秒后→输送机1启动→5秒后→电动闸门1正转开启。
3、不清杂进A塔自动运行停止:不清杂进A塔自动停止,是指在进行不清杂粮食送入A塔时,当粮食达到料位2时,要能自动停止进料。
为防止下次启动时重载启动,因此要首先关掉电动闸门1并要将输送机、提升机等上的物料送完为止,所以中间要设置连锁和时间控制。
其过程为:料位传感器2发出信号→电动闸门1关闭→5秒后→输送机1停止运行→5秒后→提升机停止运行→5秒后→输送机2停止运行。
4、不清杂进B塔运行:是指对粮食不进行清杂,也就是不经过振动筛,而是经过电动闸门3,直接送入B塔的自动运行过程,在启动过程中为了防止重载启动,采用后级先启动,再接通前一级的连锁方法,各环节采用延时接通运行的方法。
即:将不清杂自动开关打开AB塔选择选中B塔→电动闸门3运行至行程开关动作→5秒后→电动闸门2正转运行至行程开关动作→5秒后→提升机启动→5秒后→输送机1启动→5秒后→电动闸门1正转开启。
5、不清杂进B塔自动运行停止:不清杂进B塔自动停止,是指在进行不清杂粮食送入B塔时,当粮食达到料位3时,要能自动停止进料。
为防止下次启动时重载启动,因此要首先关掉电动闸门1并要将输送机、提升机、振动筛等上的物料送完为止,所以中间要设置连锁和时间控制。
其过程为:料位传感器3发出信号→电动闸门1关闭→5秒后→输送机1停止运行→5秒后→提升机停止运行。
6、清杂进A塔自动运行:清杂进A塔自动运行,是指对粮食要进行清杂,也就是要经过振动筛,再经过电动阀门4,再经输送机2送入A塔的自动运行过程,在启动过程中为了防止重载启动,采用后级先启动,再接通前一级的连锁的方法,各环节采用延时接通运行的方法。
即:将清杂自动开关打开和AB塔选择选中A塔→输送机2启动运行→5秒后→电动闸门4正转运行至行程开关动作→5秒后→振动筛启动→5秒后→电动闸门2正转运行至行程开关动作→5秒后→提升机启动→5秒后→输送机1启动→5秒后→电动闸门1正转开启。
7、清杂进A塔自动运行停止:清杂进A塔自动停止,是指在进行清杂粮食送入A塔,当粮食达到料位2时,要能自动停止进料。
为防止下次启动时重载启动,因此要首先关掉电动闸门1并要将输送机、提升机等上的物料送完为止,所以中间要设置联锁和时间控制。
其过程为:料位传感器2发出信号→电动闸门1关闭→5秒后→输送机1停止运行→5秒后→振动筛停止运行→5秒后→输送机2停止运行。
→振动筛启动→5秒后→电动闸门2正转运行至行程开关动作→5秒后→提升机8、清杂进B塔自动运行:清杂进B塔自动运行,是指对粮食要进行清杂,也就是要经过振动筛,再经过电动闸门4,送入B塔的自动运行过程,在启动过程中为了防止重载启动,采用后级先启动,再接通前一级的联锁方法,各环节采用延时接通运行的方法。
即:将清杂自动开关打开和AB塔选择中B塔→电动闸门4正转运行至行程开关动作→5秒后→振动筛启动→5秒后→电动闸门2正转运行至行程开关动作→5秒后→提升机启动→5秒后→输送机1启动→5秒后→电动闸门1正转开启。
9、清杂进B塔自动运行停止:清杂进B塔自动停止,是指在进行清杂粮食送入B塔时,当粮食达到料位3时,要能自动停止进料。
为防止下次启动时重载启动,因此要首先关掉电动闸门1并要将输送机、提升机、振动筛等上的物料送完为止,所以中间要设置联锁和时间控制。
其过程为:料位传感器3发出信号→电动闸门1关闭→5秒后→输送机1停止运行→5秒后→提升机停止运行→5秒后→振动筛停止运行。
10、输送机1自动停止:输送机1自动停止,是指当料仓1中的粮食将要放完时,料位传感器1将发出信号,这时要求所有的运送设备均要停止运行,为防止下次启动时重载启动,因此要首先关掉电动闸门1并要将输送机、提升机、振动筛等上的物料送完为止,所以中间要设置联锁和时间控制。
其过程为:料位传感器1发出信号→电动闸门1关闭→5秒后→输送机1停止运行→5秒后→提升机停止运行→5秒后→振动筛停止运行→5秒后→输送机2停止运行。
系统的工艺流程图根据课题的电气要求,系统的工艺流程图如下:图5-1 工艺流程图电气原理图的设计一套完整的电气控制柜的图样,应该包括以下内容:1.电气原理图;2.安装接线图;3.外部接线图;4.柜体设计图。
电气原理图所用元器件的图形和文字符号都应符合国家标准的规定。
文字符号可以横向标注,也可以纵向标注。
图纸幅面应符合国家标准的规定,有A4、A3、A2、A1、A0幅面等,画不开时还可以加长,但加长的标准应符合国家的规定。
现在多数采用计算机制图,一般采用A4和A3幅面的图纸。
图纸应画出边框,边框的尺寸也应符合国家标准的规定。
A4和A3图纸边框距离图纸左边25mm,便于装订,距离图纸其他三边10mm。
采用计算机制图时,如果边距太小无法打印时,可适当加大页边距。
如果边距太小无法打印时,可适当加大页边距。
每一张图纸,都应有标题栏,标题栏画在图纸的右下方,尺寸应符合有关标准的规定,由于用计机机制图一般使用的图纸较小,可以使用简单的标题栏。
标题栏一般包括图样名称、图纸编号、设计或制作单位名称和设计、审核、标准化、工艺、制图、批准等有关人员的签名。
有的标题栏还应包括图样更改标记。
不管多大的图纸,一般折叠成A4幅面大小装订。
电气原理图电气原理图包括主电路、控制电路和所有附属电路的原理图,还应包括所用元件明细表。
电气原理图是最主要的图样,是设备生产、安装、调试、维修的依据。
1、图形幅面手工画图时,可以将整个原理图画在一张图纸上,根据绘图的内容确定图纸幅面的大小,如果原理图的内容较多,也可以画在不同的图纸上。
若采用计算机画图,通常受打印机的限制,一般采用A4幅面或A3幅面的图纸,将电气原理图画在多张图纸上。
若图形较小,画不满整张图纸,应画在图纸的中央。
2、通路标号通路标号也就是线号,电气原理图必须有线号,否则无法绘制接线图。
线号可以使用字母,也可以使用数字,还可以字母和数字混合使用。
线号尽量按一定的规律编制,以便于接线和维修。
通常主电路第一单元以数字1开头,第二单元以数字2开头,然后加字母,如1U1、2U1、3U1、2V 等。
控制电路一般使用数字,可以只使用奇数或只使用偶数,一旦漏掉某一线号时,便于插入。
如使用奇数编制时,漏掉线号可插入偶数。
线号一般标注在横线的上方或纵线的左侧,尽量不要上下左右同时标注,否则在图线密集时容易引起混淆。
特别注意:线号是一个电气通路的标号,相同线号的线应接在一起,并非一根导线一个线号。
根据以上要求,我们可以画出粮食除杂控制系统的电气原理图,如图所示,实际画图时,每一图形可按占用一张A4图纸,并加上标题栏。
主电路如下图所示:电动闸门1输送机1提升机输送机2L1L2L3振动筛U1V1W1U5V5W5U6V6W6U7V7W7U8V8W8粮库干粮除杂电气控制系统主电路图电动闸门2U2V2W2电动闸门3U3V3W3电动闸门4U4V4W4题目学生姓名指导教师专业班级制图时间学号基于PLC与组态的粮库散粮除杂设计张健方健自动化自动化6-12010.58图5-2 主电路图PLC 外部接线图表5-1 I/O 分配表输入端 输出端名称符号分配地 址名称符号分配地 址手动开关SB1 00000 电动闸门1启动接触器KM11 01000不清杂自动开关SB2 00001 电动闸门1关闭KM12 01001清杂自动开关SB3 00002 电动闸门2清杂KM21 01002AB塔选择开关SB4 00003 电动闸门2不清杂KM22 01003电动闸门1启动按钮SB11 00004 电动闸门3A塔KM31 01004电动闸门1关闭按钮SB12 00005 电动闸门3B塔KM32 01005电动闸门2清杂按钮SB21 00006 电动闸门4A塔KM41 01006电动闸门2不清杂按钮SB22 00007 电动闸门4B塔KM42 01007电动闸门3A塔按钮SB31 00008 输送机1 KM5 01100电动闸门3B塔选择SB32 00009 提升机KM6 01101电动闸门4ASB41 00010 输送机2 KM7 01102电动闸门4B塔转按钮SB42 00011 振动筛KM8 01103输送机1启停按钮SB5 00100 电动闸门1正转指示灯HL11 01200提升机启停按钮SB6 00101 电动闸门1反转指示灯HL12 01201输送机2启停按钮SB7 00102 电动闸门2正转指示灯HL21 01202振动筛启停按钮SB8 00103 电动闸门2反转指示灯HL22 01203电动闸门1启动行程开关SQ11 00104 电动闸门3正转指示灯HL31 01204电动闸门1关闭行程开关SQ12 00105 电动闸门3反转指示灯HL32 01205电动闸门2清杂行程开关SQ21 00200 电动闸门4正转指示灯HL41 01206电动闸门2不清杂行SQ22 00201 电动闸门4反转指示灯HL42 01207电动闸门3A 塔行程开关SQ31 00202 输送机1运行指示灯HL51用外部接触器连接电动闸门3B 塔行程开关SQ32 00203 输送机1停止指示灯HL52电动闸门4A 塔行程开关SQ41 00204 输送机2运行指示灯HL71电动闸门4B 塔行程开关SQ42 00205 输送机2停止指示灯HL72料位传感器1S1 00206 提升机运行指示灯HL61料位传感器2S2 00207 提升机停止指示灯HL62料位传感器3S3 00208 振动筛运行指示灯HL81振动筛停止指示灯HL82料位1指示灯HL1料位2指示灯HL2料位3指示灯HL3粮库干粮除杂电气控制系统控制电路图CAM1A-30CDR20EDR1题目学生姓名指导教师专业班级制图时间学号基于PLC与组态的粮库散粮除杂设计张健方健自动化自动化6-12010.58图5-3 PLC 外部接线图控制电路图粮库干粮除杂电气控制系统指示灯电路图题目学生姓名指导教师专业班级制图时间学号基于PLC与组态的粮库散粮除杂设计张健方健自动化自动化6-12010.58图5-4控制电路图3、根据电气原理图可以列出所用材料名字表明细表应包括序号、器件代号、器件名称、规格型号、数量、备注等内容。