检定证书外径千分尺(2)
千分尺检定证书
***************有限公司
检定证书
证书编号:号
送检单位
计量器具名称
型号/ 规格
出厂编号
制造单位
检定依据JJG 21-2008《千分尺》
检定结论
批准人
核验员
检定员
检定日期年月日
有效期至年月日
检定所使用的计量标准:
名称型号/规格出厂编号不确定度/准确度证书编号
检定地点及其环境条件:
地点:
温度:℃相对湿度:% 其他:/
限制使用条件和测量范围:/
检定结果
序号检定项目检定结果
1 外观
2 各部分相互作用
3 测微螺杆的轴向串动和径向摆动
4 测力
5 微分筒锥面的断面和固定套筒毫米刻线的相互位置
6 测量面的平面度
7 数显外径千分尺的示值重复性
8 数显外径千分尺任意位置时数值漂移
9 两测量面的平行度
10 示值误差
11 数显外径千分尺细分误差
12 校对用量杆
检定依据:JJG 21-2008《千分尺检定规程》。
千分尺校准教程
最大允许误差/μm ±2 ±3 ±3 ±4 ±4 ±5 ±6
五、计量器具控制
3.10 测量面的平面度 对于新制的和修理后的千分尺,用二级平 晶以光波干涉法检定,将平面平晶的测量面 与千分尺测量面研合,调整平晶使测量面上 的干涉环或干涉带的数目尽可能少。外径千 分尺测量面不应出现2条以上,壁厚千分尺, 板厚千分尺不应出现5条以上,数显千分尺不 应出现1条以上相同颜色的干涉环或干涉带。 对于后续检定的可用刀口尺用光隙法检定
四、通用技术要求
1.3 千分尺上应标有分度值、测量 范围、制造厂名(或厂标)及出厂编号。
1.4 后续检定和使用中检验的千分 尺及其校对用的量杆不应有影响使用准 确度的外观缺陷。
四、通用技术要求
2 各部分的相互作用 2.1 微分筒转动和测微螺杆的移动应平稳 无卡滞现象。 2.2 可调或可换测砧的调整或装卸应顺畅, 作用要可靠,调零和紧锁装置的作用应切实 有效。 2.3 带有表盘的千分尺,表针移动应灵活、 无卡滞现象。 2.4数显外径千分尺各工作按钮应灵活可 靠。
五、计量器具控制
3 检定方法 3.1 外观
目力观察。 3.2 各部分的相互作用 手动试验和目力观察。 3.3 测微螺杆的轴向窜动和径向摆动
一般情况下用手感检验测微螺杆的轴向 窜动和径向摆动。有异议时,可按下列方法 检定。
五、计量器具控制
3.3.1 测微螺杆的轴向窜动,用杠杆千分 表检定。检定时,杠杆千分表与测微螺杆测 量面接触,沿测微螺杆轴向方向分表返加力 3N~5N,如图7所示。杆杠千分表示值变化, 即为轴向窜动量。
外径千分尺内校记录表

量具内校记录表(外径千分尺类)千分尺类型槽径千分尺校准员喻宇文校准日期年月日本厂编号测量范围mm 分度值mm 制造厂家出厂编号校准依据JJG21-2008千分尺检定规程校准地点质量部校准条件温度湿度校准时所用计量标准量块计量标准证书编号有效期2013 年月日校准项目序号校准项目规程要求结果1 外观无影响使用准确度的外观缺陷2 各部分相互作用微分筒转动和测微螺杆的移动平稳无卡滞摩擦现象3 测力手感无异样4 测量面的平面度普通的不大于0.6um 数显的不大于0.3 um5 数显千分尺的示值重复性不大于1um6 数显千分尺的细分误差不超过±2 um7 微分筒端面和固定套管刻线的相对位置压线小于0.05 mm 离线小于0.1 mm8 示值误差校准点(mm)A+5.12 A+10.24 A+15.36 A+21.50 A+25 误差(um)千分尺类型数显外径千分尺校准员喻宇文校准日期2012 年月日本厂编号测量范围mm 分度值mm 制造厂家出厂编号校准依据JJG21-2008千分尺检定规程校准地点质量部校准条件温度湿度校准时所用计量标准量块计量标准证书编号有效期2013 年月日校准项目序号校准项目规程要求结果1 外观无影响使用准确度的外观缺陷2 各部分相互作用微分筒转动和测微螺杆的移动平稳无卡滞摩擦现象3 测力手感无异样4 测量面的平面度普通的不大于0.6um 数显的不大于0.3 um5 数显千分尺的示值重复性不大于1um6 数显千分尺的细分误差不超过±2 um7 微分筒端面和固定套管刻线的相对位置压线小于0.05 mm 离线小于0.1 mm8 示值误差校准点(mm)A+5.12 A+10.24 A+15.36 A+21.50 A+25 误差(um)。
外径千分尺检定规程

+
+
+
8
工作面的平面度
2级平晶、1级刀口尺
+
+
+
9
两工作面的平行度
平行平晶
+
+
+
10
示值误差
4等、5等量块
+
+
+
注:“+”表示应该检定,“-”表示可不检定
3.2检定条件
室内温度要求为(20±5)℃,湿度要求超过80%RH,平衡温度时间为1H(置于平板上)或2H(置于木桌上)。
4、技术要求和检定方法序号受检项目检定 Nhomakorabea的产要工具
检定类别
新购的
使用中
修理后
1
外观
/
+
+
+
2
各部件相互作用
/
+
+
+
3
测微螺杆的轴向串动和径向摆动
杠杆千分表或千分表
+
+
+
4
测砧与测微螺杆工作的相对偏移
平板、杠杆百分表或百分表
+
-
+
5
测力
专用测力计
+
+
+
6
微分筒锥面的端面棱边至固定套管刻线面的距离
塞尺
+
-
+
7
微分筒锥面的端面与固定套管毫米刻线的相对位置
Δ=
4.5测力
4.5.1要求
千分尺的测力(系指工作面与球面接触时所作用的力)应在6N~10N范围内。
4.5.2检定方法
千分尺怎样使用方法【检定千分尺操作规程】

千分尺怎样使用方法【检定千分尺操作规程】检定千分尺操作规程一.目的:指导和规范检定人员正确的从事千分尺的检定修理工作。
二.适用范围:适用于计量室检定人员在其岗位上从事的千分尺量具的检定修理工作。
三.人员要求该项操作人员应具有及以上文化程度,并经上级计量管理部门考核合格,取得四.工装量具杠杆千分尺、杠杆百分表或百分表、平板、专用测力仪、塞尺、表面粗糙度样板、二级平晶、一级刀口尺、平行平晶、四等五等量块、刚球检具、光学计、测长机,以及相应的修理工具,汽油、麂皮等工具用品。
五.准备工作1. 根据被检游标量具的量程选取相应的量块,检查量块证书是否再有效期内。
2. 观察检定室内温、湿度是否达到检定规程的要求即(20±2)℃。
应把温湿度实测值填入《标准装置使用记录》和《千分尺量具检定记录》。
六.检定与修理1. 外观检查用目力观察,千分尺应有分度值、制造厂名、工厂标志和出厂编号。
2. 各部分相互作用应适应检定规程中4.1、4.2的要求。
3. 测微螺杆的轴向串动和径向摆动均不大于0.01mm。
4. 测砧与测微螺杆工作面相对偏移量应不大于《千分尺量具检定规程》中表3的规定。
5. 千分尺的测力应在6-10N范围内,用分度值不大于0.2N的专用测力机检定。
6. 微分筒锥面的断面棱边至固定套管刻线面的距离应不大于0.4mm。
检定时应用塞尺与固定套管刻线表面用比较法检定,微分筒转动一周内不少于三个位置上进行。
7. 微分筒锥面的端面与固定套管毫米刻线的相对位置应适合《千分尺量具检定规程》中表11.1、11.2的规定。
8. 工作面的表面粗糙度:外径千分尺和校对量杆的工作面的表面粗糙度Ra应不大于0.05μm。
用粗糙度比较样板以比较法检定。
9. 工作面的平面度应适应《千分尺量具检定规程》中13.1、13.2的规定。
10. 工作面的平行度,当外径千分尺锁紧装置紧固与松开时的千分尺两工作面的平行度应不大于《千分尺量具检定规程》中表4和14.2的规定。
外径千分尺校验规程

外径千分尺校验规程1.0目的规范外径千分尺校验的操作,确保外径千分尺的测量精度处于受控状态,检验结果真实、可靠,以确保产品品质。
2.0范围本规程适用于分度值为0.01mm,测量上限至100mm外径千分尺;测量上限至25mm 的板厚、壁厚千分尺;以及分辨力为0.001mm,0.0001mm,测量上限至50mm的数显外径千分尺的内部校验。
3.0校验设备外校合格的标准量块。
4.0环境条件室内温度和被检千分尺在室内平衡温度时间,应符合表1的规定。
室内湿度不大于70%RH。
表1 室内平衡温度时间千分尺的测量范围室内温度对20℃的允许偏差(℃)平衡温度时间(h) 千分尺校对用的量杆0-100mm ±5 ±3 25.0通用技术要求与校验方法5.1外观要求5.1.1千分尺及其校对用的量杆不应碰伤、锈蚀、带磁或其他缺陷,标尺刻线应清晰、均匀,数显外径千分尺数字显示应清晰、完整。
5.1.2千分尺应附有调整零位的工具,测量上限大于25mm的千分尺应附有校对用的量杆。
千分尺应具有测力装置,隔热装置和锁紧装置。
校对量杆应用隔热装置。
5.1.3千分尺应标有分度值、测量范围、制造厂名(或厂标)及出厂编号。
后续校准和使用中检验的千分尺及其校对用的量杆不应有影响使用准确度的外观缺陷。
5.2各部分的相互作用要求5.2.1微分筒转动和测微螺杆的移动应平稳无卡滞现象。
5.2.2可调或可换测砧的调整或拆卸应顺畅,作用要可靠,调零和锁紧装置的作用应切实有效。
5.2.3数显外径千分尺,各工作按钮应灵活可靠。
5.3计量性能要求与校准方法5.3.1示值误差5.3.1.1外径千分尺示值的最大允许误差不应超出表2的规定,数显外径千分尺示值的最大允许误差不应超出表3的规定。
表2 外径千分尺示值的最大允许误差及两端面的平行度测量范围(mm)最大允许误差/μm 量测量面的平行度/μm0~25,25~50 ±4 250~75,75~100 ±4 3表3 数显外径千分尺示值的最大允许误差及两端面的平行度测量范围(mm)最大允许误差/μm 量测量面的平行度/μm0~25,25~50 ±2 1.550~75,75~100 ±3 2.05.3.1.2外径、壁厚、板厚千分尺示值误差用5等或3级专用量块校准,数显千分尺用4等或2级专用量块校准。
外径千分尺检定证书
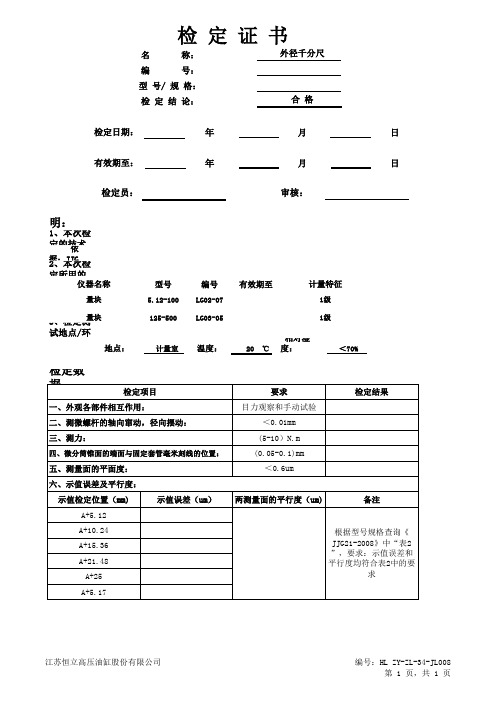
江苏恒立高压油缸股份有限公司
编号:HL ZY-ZL-34-JL008 第 1 页,共 1 页
检定证书
名
称:
外径千分尺
编
号:
型 号/ 规 格: 检 定 结 论:
合格
检定日期:
年
月
日
有效期至:
年
月
日
检定员:
检定说
明:
1、本次检
定的技依术
据2、:本JJ次G 检
定所用的
仪器名称
型号
量块
5.12-100
3、检定测量块 试地点/环
地点:
125-500 计量室
编号 LG02-07 量特征 1级 1级
相对湿 20 ℃ 度:
<70%
检定数 据:
检定项目
一、外观各部件相互作用:
二、测微螺杆的轴向窜动,径向摆动:
三、测力:
四、微分筒锥面的端面与固定套管毫米刻线的位置:
五、测量面的平面度:
六、示值误差及平行度:
示值检定位置(mm)
示值误差(um)
A+5.12
A+10.24
A+15.36
A+21.48
A+25
A+5.17
要求 目力观察和手动试验
<0.01mm (5-10)N.m (0.05-0.1)mm
<0.6um
检定结果
两测量面的平行度(um)
备注
0.06
0.06
根据型号规格查询《
JJG21-2008》中“表2 0.06 ”,要求:示值误差和 平行度均符合表2中的要 0.06
求
0.06
外径千分尺检定规范(参照模板)

外径千分尺检定规范1 范围本作业指导书规定了外径千分尺的检定,适用于使用中和修理后的分度值为0.01mm测量范围0-1000mm的外径千分尺首次检定、后续检定和使用中检验。
2 引用文献JJG 21-1995中华人民共和国国家计量检定规程(千分尺)3 检定条件3.1检定室内温度:20±5℃3.2检定室内湿度:≤85%RH4检定方法和技术要求4.1 检查外观4.1.1检查方法:用专用擦布擦试尺身表面,保持表面清洁、无油污,目力观察卡尺。
4.1.2千分尺及其校对用的量杆不应有碰伤、锈鉵或其他缺陷;4.1.3千分尺应附有调零位的工具,应标有分度值,测量范围、制造厂名及出厂编号。
4.1.4 使用中和修理后的千分尺,允许有不影响使用准确度的外观缺陷。
4.2 检查各部分相互作用4.2.1检查方法:目测和手动检查4.2.2轻轻转动微分筒,使测微螺杆的移动,应平稳无卡住现象;4.2.3 搬动锁紧装置,锁紧装置的作用应切实有效,带有表盘的千分尺、表针移动应灵活,无卡阻现象。
4.3检定微分螺杆的轴向窜动和径向摆动用杠杆千分表检定,检定时使杠杆千分表与测微螺杆测量面接触,沿测微螺杆轴向方向分别往返加力3N-5N。
4.4 检定测力用分度值不大于0.2N的专用测力计检定,检定时使工作面与测力计的球和工作接触后进行。
4.5 检定微分筒锥面棱边上边缘主固定套管纵刻线表面的距离。
4.5.1在工具显微镜上检定,也可以用0.4mm的塞尺置于固定套管刻线表面上以比较法检定;4.5.2微分筒锥面棱边上边缘不应高于塞尺表面,这一检定应至少使微分筒在一周范围内每90度角位置上进行。
4.6 检定微分筒锥面端面至固定套管上横刻线的距离将千分尺零位调整好后,此时微分筒锥面端面应与固定套管横刻线的右边缘相切。
如不相切时,转动微分筒使其相切并按微分筒读出零刻线相对于固定套管纵刻线的偏移量,此值即为离、压线的数值。
4.7 检定测量面的表面粗糙度测量面的表面粗糙度用表面粗糙度比较样块,用比较法进行检定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浙江申发轴瓦股份有限公司
检定证书
证书编号: 2016091807
送检单位:诸暨市申润轴瓦厂
器具名称:外径千分尺
型号规格:见附件
出厂编号:见附件
制造单位:见附件
检定依据: JJG21-2008《千分尺检定规程》
检定结论:合格
检定专用章检定员:
批准人:
检定日期: 2016年09月18日
有效期至: 2017年03月17日
计量标准考核证书:【2003】诸量标企证字第059号
证书编号2016091807附件:外径千分尺检定明细
浙江申发轴瓦股份有限公司
检定证书
证书编号: 2016101402
送检单位:诸暨市申润轴瓦厂
器具名称:外径千分尺
型号规格:见附件
出厂编号:见附件
制造单位:见附件
检定依据: JJG21-2008《千分尺检定规程》
检定结论:合格
检定专用章检定员:
批准人:
检定日期: 2016年10月14日
有效期至: 2017年04月13日
计量标准考核证书:【2003】诸量标企证字第059号
浙江申发轴瓦股份有限公司
检定证书
证书编号: 2016071302
送检单位:诸暨市申润轴瓦厂
器具名称:外径千分尺
型号规格:见附件
出厂编号:见附件
制造单位:见附件
检定依据: JJG21-2008《千分尺检定规程》
检定结论:合格
检定专用章检定员:
批准人:
检定日期: 2016年07月13日
有效期至: 2017年01月12日
计量标准考核证书:【2003】诸量标企证字第059号
证书编号2016071302附件:外径千分尺检定明细。