千分尺检定证书
通用卡尺检定证书

<0.01mm
五、零值误差
±0.005mm
六、示值误差:
测量范围上限(mm)
示值最大允 许误差(mm)
实际误差(mm)
200
±0.03
300
±0.04
0.06
500
±0.05
600
±0.05
江苏恒立高压油缸股份有限公司
编号:HL ZY-ZL-34-JL007 第 1 页,共 1 页
检定证书
名
称:
编
号:
型 号/ 规 格:
检 定 结 论:
游标卡尺 合格
检定日期:
年
月
日
有效期至:
年
月
日
检定员:
审核:
检定说 明: 1、本次检 定的技依术
据:JJG
2、本次检 定所用的
名称
Hale Waihona Puke 型号编号有效期至
计量特征
量块
10-291.8 LG02-01
2级
量块
10-291.8 LG02-02
2级
3、检定测量块
125-500 LG03-06
2级
试地点/环
检定数 据:
地点:计量室
检定项目
温度:20℃
相对湿度:<80%
要求
检定结果
一、外观及相互作用:
目力观察和手动试验
合格
二、测量面的平面度:
<0.003mm
<0.003mm
三、圆弧内量爪的基本尺寸和平行度(mm):
±0.01/0.01(mm)
四、刀口内量爪的平行度(mm):
外径千分尺检定规程

+
+
+
8
工作面的平面度
2级平晶、1级刀口尺
+
+
+
9
两工作面的平行度
平行平晶
+
+
+
10
示值误差
4等、5等量块
+
+
+
注:“+”表示应该检定,“-”表示可不检定
3.2检定条件
室内温度要求为(20±5)℃,湿度要求超过80%RH,平衡温度时间为1H(置于平板上)或2H(置于木桌上)。
4、技术要求和检定方法序号受检项目检定 Nhomakorabea的产要工具
检定类别
新购的
使用中
修理后
1
外观
/
+
+
+
2
各部件相互作用
/
+
+
+
3
测微螺杆的轴向串动和径向摆动
杠杆千分表或千分表
+
+
+
4
测砧与测微螺杆工作的相对偏移
平板、杠杆百分表或百分表
+
-
+
5
测力
专用测力计
+
+
+
6
微分筒锥面的端面棱边至固定套管刻线面的距离
塞尺
+
-
+
7
微分筒锥面的端面与固定套管毫米刻线的相对位置
Δ=
4.5测力
4.5.1要求
千分尺的测力(系指工作面与球面接触时所作用的力)应在6N~10N范围内。
4.5.2检定方法
计量器具的检定证书
计量器具的检定证书
计量器具的检定证书
计量器具的检定证书是一份证明计量器具是否符合法定要求的
文件。
它是通过对计量器具进行检查、加标记和(或) 出具检定证书等方式来完成的。
检定证书的内容通常包括计量器具的名称、型号、编号、使用场所、检定结果等信息,同时还会标注计量器具的准确度等级和计量器具周期检定的要求。
计量器具的检定与标定是不同的概念。
检定是查明和确认计量器具是否符合法定要求的程序,而标定只是将计量器具调整至最佳状态,使其测量的值更接近真值。
标定是检定过程中的一部分,但检定并不仅仅局限于标定。
计量器具的检定证书是一份重要的文件,它关系到计量器具的使用安全性和有效性。
用户在选择和使用计量器具时,需要查看检定证书的真伪性和有效性,以确保计量器具的准确性和可靠性。
检定证书校准证书和检测报告详细介绍
检定证书校准证书和检测报告详细介绍检定证书校准证书和检测报告详细介绍检定证书校准证书和检测报告详细介绍一、证书、报告的分类各类检定、校准、检测完成后,应根据规定的要求,以及实际检定、校准或检测的结果,出具检定证书、检定结果通知书、校准证书(校准报告)、检测报告。
证书、报告应有规定的格式,使用A4纸,用计算机打印。
要求术语规范、用字正确、无遗漏、无涂改、数据准确、清晰、客观,信息完整全面、结论明确。
证书、报告经检定、校准、检测人员、核验人员、签发人员签字,加盖公章后发出。
对各类不同的证书、报告有如下特殊要求:(一)检定证书和检定结果通知书凡是依据计量检定规程实施检定的,检定结论为“合格”的出具检定证书。
每一种计量器具的检定证书应符合其计量检定规程的要求。
证书名称为“检定证书”。
其封面内容包括:证书编号、页号和总页数;发出证书的单位名称;委托方或申请方单位名称;被检定计量器具名称、型号规格、制造厂、出厂编号;检定结论(应填写“合格”或在“合格”前冠以准确度等级);检定、核验、主管人员用墨水笔签名;检定日期:X年X月X日;有效期至:X年X月X日。
检定证书的内页中应包括如下内容:每页的页号和总页数;本次检定的原始记录号;本次检定依据的计量检定规程名称及编号;本次检定所使用的计量标准器具和配套设备的名称、型号、编号、检定或校准证书号(有效期)、技术特征(如准确度等级、量值的不确定度或最大允许误差);检定的地点(如本实验室或委托方现场);检定时的环境条件(如温度值、湿度值);检定规程规定的检定项目(如外观检查、各种计量特性、示值误差等)的结论和数据。
如果检定过程中对被检定对象进行了调整或修理,应注明经过调修,并尽可能给出调修前后的检定结果。
还应包括检定规程要求的其他内容。
检定证书内容表达结束,应有终结标志。
当检定结论为“不合格”时,出具证书名称为“检定结果通知书”。
其结论为“不合格”或“见检定结果”,只给出检定日期,不给有效期,在检定结果中应指出不合格项。
如何正确理解和执行JJG21-2008《千分尺》检定规程
2检 定 前 受 检 下 分 尺 和 检 定 器 具 在 检 定 室 内 按 JG2 一 . J I 2 0 中 表 6 要 求 平 衡 温 度 .检 定 时 戴 上 棉 布 手 套 操 08 的 作 . 定 过 程 中 不 要 长 时 间抓 持 被 检 干 分 尺 和 检 定 器 具 , 检 以 免 使 其 温 度 升 高 3检 定 测 微 螺 杆 轴 向 窜 动 和 径 向 摆 动 时 . 采 用 手 感 . 当 检 查 时 . 感 加 力 不应 过 大 . 应 近 似 按 规 程 规 定 加 力 值 加 手 而 力 、对 于经 验 不 足 的 检 定 员 可 通 过 在 测 力 仪 或 秤 盘 上 试 验 手 指 压 力至 所 需 力 值 的感 觉 . 复试 验 即 可 获 得 经 验 。 反 4检 定 测 量 面 平 面 度 时 . 先 应 用 油 石 打 磨 千 分 尺 测 . 首 量 面 . 后 使平 品测 量 面与 被检 千分 尺测 量 面轻 轻接 触 , 然 观 察 千 分 尺 测 量 面 是 否 有 毛 刺 或 锈 蚀 . 以 免 划 伤 平 品 和
技 术 培 i 技 术 篇 J
如何正确理解和执行 J G 120 ( J 2 — 0 8千分尺》 检定规程
口王晓 亮 张 黎 平
JG2 — 0 8 干 分 尺 》 定 规 程 已 于 2 0 年 9 2 J 120  ̄ 检 08 月 5日 起 实 施 . 为 了 让 广 大 相 关 检 定 人 员 正 确 理 解 和 执 行 检 定 规 程 .笔 者 作 为 规 程 起 草 参 加 人 之 一 就 以 下 两 方 面 问 题
此 时 锁 紧 螺 杆 . 紧 力 要 适 中 , 能 太 大 , 下 两 测 量 面 锁 不 记
通用卡尺检定证书
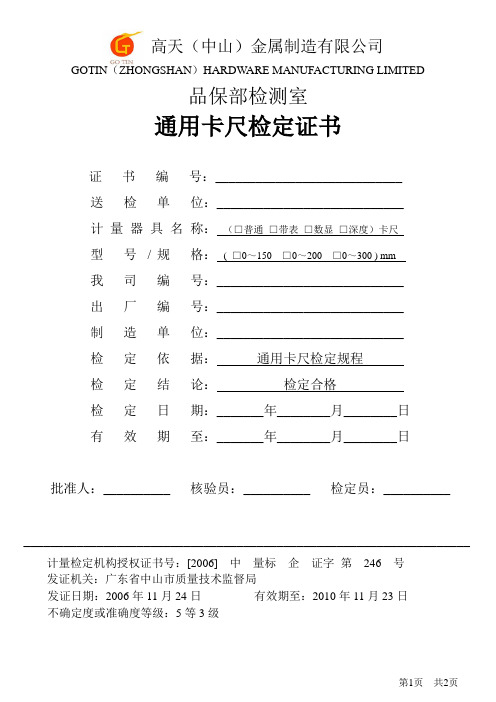
品保部检测室
通用卡尺检定证书
证书编号:____________________________
送检单位:____________________________
计量器具名称:(□普通□带表□数显□深度)卡尺
型号/规格:( □0~150 □0~200 □0~300 ) mm
我司编号:____________________________
出厂编号:____________________________
制造单位:____________________________
检定依据:通用卡尺检定规程
检定结论:检定合格
检定日期:_______年________月________日
有效期至:_______年________月________日批准人:__________ 核验员:__________ 检定员:__________
___________________________________________________________________ 计量检定机构授权证书号:[2006] 中量标企证字第246 号
发证机关:广东省中山市质量技术监督局
发证日期:2006年11月24日有效期至:2010年11月23日
不确定度或准确度等级:5等3级
品保部检测室
注:1、本证书检定结果只与受检定的项目有关。
2、未经品保部许可,不得部分复制此证书。
3、本证书所出具的数据均可溯源至国际和国家基准。
4、本证书统一由品保部检测室保管。
千分尺检定作业指导书
千分尺检定作业指导书1 范围本规程适用于分度值为0.01mm,测量上限至500mm的外径千分尺;测量上限至25mm 的板厚、壁厚千分尺;以及分辨率为0.001mm,0.0001mm,测量上限至500mm的数显外径千分尺的首次检定、后续检定和使用中检验。
2 目的确保外径千分尺检定项目及人员的检定活动规范,并符合有效检定规程的要求。
3执行规程JJG 21-2008 《千分尺检定规程》4检定环境条件检定千分尺的室内温度和被检千分尺在室内平衡温度的时间均应符合规程表6规定,室内湿度:≤70%RH。
5使用的测量设备4等的20块组量块;4等的8块组量块;大型工具显微镜;75mm的刀口尺;表面粗糙度比较样块;量仪测力仪;塞尺;2级平面平晶;万能测长仪;千分尺平行性检具。
6使用前对标准器及配套设备的检查6.1检定装置的标准器应定期送检。
6.2计量检定前,应仔细检查标准器及配套设备的状况,一切正常后方可使用,避免造成设备的意外损坏。
7检定前对被检仪器的检查7.1被检仪器应保持清洁,不应有影响计量检定的附着物。
7.2被检设备应能正常工作。
8检定步骤第1页共2页淮南市计量测试研究所 HNJL-ZY-FF-CD-05第2页 共2页 1 8.1 外观8.2 各部分相互作用8.3 测微螺杆的轴向窜动和径向摆动8.4 测砧与测微螺杆测量面的相对偏移8.5 测力8.6 刻线宽度及宽度差8.7 指针与刻线盘的相对位置8.8 微分筒锥面的端面棱边至固定套管刻线面的距离8.9 微分筒锥面的端面与固定套管毫米刻线的相对位置8.10 测量面的平面度8.11 数显外径千分尺的示值重复性8.12 数显外径千分尺任意位置时数值漂移8.13 两测量面的平行度8.14 示值误差8.15 数显千分尺的细分误差8.16 校对用量杆9 检定结果的处理9.1根据检定情况,每检定一个数据随时填写在“检定原始记录”中,记录应清洁、数据准确、无涂改,确因笔误需更改时,应按规定执行。
外径千分尺检定证书
江苏恒立高压油缸股份有限公司
编号:HL ZY-ZL-34-JL008 第 1 页,共 1 页
检定证书
名
称:
外径千分尺
编
号:
型 号/ 规 格: 检 定 结 论:
合格
检定日期:
年
月
日
有效期至:
年
月
日
检定员:
检定说
明:
1、本次检
定的技依术
据2、:本JJ次G 检
定所用的
仪器名称
型号
量块
5.12-100
3、检定测量块 试地点/环
地点:
125-500 计量室
编号 LG02-07 量特征 1级 1级
相对湿 20 ℃ 度:
<70%
检定数 据:
检定项目
一、外观各部件相互作用:
二、测微螺杆的轴向窜动,径向摆动:
三、测力:
四、微分筒锥面的端面与固定套管毫米刻线的位置:
五、测量面的平面度:
六、示值误差及平行度:
示值检定位置(mm)
示值误差(um)
A+5.12
A+10.24
A+15.36
A+21.48
A+25
A+5.17
要求 目力观察和手动试验
<0.01mm (5-10)N.m (0.05-0.1)mm
<0.6um
检定结果
两测量面的平行度(um)
备注
0.06
0.06
根据型号规格查询《
JJG21-2008》中“表2 0.06 ”,要求:示值误差和 平行度均符合表2中的要 0.06
求
0.06
千分尺证书模板
Manu计fa量ctur 编号Serial No. 接收 日期Date of Receipt
年月日 YMD
检定结论 检Ve定rification conclusion
日期Date of
有效期至
Valid until
年月日 YMD
年月日 YMD
批App准rov人ed Signatory
设备名称/型号
编号
证书号/有效期
计量特性
Name of Equipment/ Model
Serial No
Certificate No./Due Date Metrological Characteristic
5. 检定地点、环境条件:
Place and environmental conditions of the verification:
2、各部分相互作用: Each Part of Interaction: Pass
3、各部分相对位置: Each Part of relative Positions: Pass
4、测量面的表面粗糙度:
µm
Measuring the surface Roughness:
5、测量面的平面度:
µm
Measuring the Flatness:
Units(SI).
3. 本次检定的技术依据: Reference documents for the verification:
JJG 21—2008《千分尺检定规程》。
4. 本次检定所使用的主要计量标准器具:
Major standards of measurement used in the verifபைடு நூலகம்cation:
千分尺使用及检定作业指导书—范文
千分尺使用及检定作业指导书—范文一、千分尺使用作业指导书1.0目的1.1 确保本公司千分尺的操作符合检测、检验的要求,达到检测的精确度;1.2 确保本公司千分尺检测人员的行为与检测结果符合产品的要求。
2.0范围凡本公司千分尺的操作、维护工作适用本规定。
3.0权责品管部:负责千分尺规范操作,定期维护的实施。
4.0 操作前检查4.1 检查千分尺是否能完全归零。
4.2 检查千分尺测量处是否清洁。
4.3 检查被测物件是否清洁。
5.0 操作步骤5.1千分尺又称为螺旋测微器,也称分厘卡,用来检测圆柱直径、长、宽、高的一种精密量具,5.2千分尺与被测物件水平放置,使工作在最佳测量位置。
转动测力装置,使两测量面轻轻地接触,当听到棘轮摩擦声时即为零位。
5.3用前先检查各测杆之间有无异物或碰撞,用校正棒校正其准确度。
5.4测量使用时,千分尺的侧面夹住被测物品,左手固定物品,右手轻微旋转套管,待套管与实物贴合后,再轻微旋转小测杆,当千分尺发出“吱吱”响声,直到部品刚刚落下,即此数据为所测数据。
5.5读数值时应正面读取,即视线应于刻度线垂直。
严禁斜视刻度读书。
5.6主尺一大格是为:1mm; 一小格为:0.50mm 。
副尺一格位为:0.01mm 。
6.0 维护和保养及注意事项6.1使用完毕后,清除测杆上异物,将测量面调至1-2mm 处后紧锁旋钮放入卡盒内。
6.2不使用时严禁超出测量范围随意乱放,以免测杆与实物碰撞,损坏仪器。
千分尺属精密检测仪器,使用者轻拿轻放。
6.3严禁重物或工件压至测量器,以免影响测量精度。
二、千分尺内部检定作业指导书1 范围本规程适用于分度值为0.01mm ,测量上限至500mm 的外径千分尺;测量上限至25mm 的板厚、壁厚千分尺;以及分辨率为0.001mm ,0.0001mm ,测量上限至500mm 的数显外径千分尺的首次检定、后续检定和使用中检验。
2 目的确保外径千分尺检定项目及人员的检定活动规范,并符合有效检定规程的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
***************有限公司
检定证书
证书编号:号
送检单位
计量器具名称
型号/ 规格
出厂编号
制造单位
检定依据JJG 21-2008《千分尺》
检定结论
批准人
核验员
检定员
检定日期年月日
有效期至年月日
检定所使用的计量标准:
名称型号/规格出厂编号不确定度/准确度证书编号
检定地点及其环境条件:
地点:
温度:℃相对湿度:% 其他:/
限制使用条件和测量范围:/
检定结果
序号检定项目检定结果
1 外观
2 各部分相互作用
3 测微螺杆的轴向串动和径向摆动
4 测力
5 微分筒锥面的断面和固定套筒毫米刻线的相互位置
6 测量面的平面度
7 数显外径千分尺的示值重复性
8 数显外径千分尺任意位置时数值漂移
9 两测量面的平行度
10 示值误差
11 数显外径千分尺细分误差
12 校对用量杆
检定依据:JJG 21-2008《千分尺检定规程》。