千分尺检定记录表
千分尺检定报告
千分尺检定报告摘要本文介绍了千分尺检定报告的编写步骤。
千分尺是一种被广泛应用于精密测量的工具,准确度的检定对于保证测量结果的可靠性至关重要。
本文将从准备工作、检定步骤和报告编写方面进行详细介绍。
1. 准备工作在开始进行千分尺的检定之前,需要准备一些基本工具和设备。
这些工具包括:•校准块:用于校准千分尺的零点和量程;•清洁剂和软布:用于清洁千分尺表面;•精密测量工具:如千分尺校准工具、镜片等;•记录表格:用于记录检定结果。
2. 检定步骤千分尺的检定主要包括以下几个步骤:步骤1:准备工作首先,将千分尺和校准块放置在平整的工作台上。
确保千分尺表面干净无尘。
步骤2:校准零点使用校准块,将千分尺的游标移动到校准零点位置。
校准零点是千分尺的基准位置,确保测量准确度。
步骤3:校准量程使用校准块,将千分尺的游标移动到校准量程位置。
校准量程是千分尺能够测量的最大范围。
步骤4:检定准确度使用精密测量工具,如千分尺校准工具和镜片,对千分尺进行准确度的检定。
通过对比千分尺的测量结果和精密测量工具的读数,判断千分尺的准确度是否达标。
步骤5:记录检定结果将检定结果记录在预先准备的记录表格中。
包括千分尺的零点和量程校准结果,并标注准确度检定的结果。
3. 报告编写完成千分尺的检定后,需要编写检定报告。
报告的内容应包括以下几个方面:•检定日期和地点;•千分尺型号和序列号;•检定所使用的校准块和精密测量工具;•零点和量程校准结果;•准确度检定结果。
报告应以清晰简洁的语言描述检定过程和结果,确保读者能够理解。
同时,报告应具备可追溯性,包括检定所使用的工具和设备的准确度证明等信息。
结论千分尺的准确度检定对于保证精密测量的可靠性至关重要。
通过按照准备工作、检定步骤和报告编写的步骤,可以确保千分尺的准确度得到正确评估,并生成一份完整的检定报告。
这些报告对于日后对千分尺的使用和维护都具有重要的参考价值。
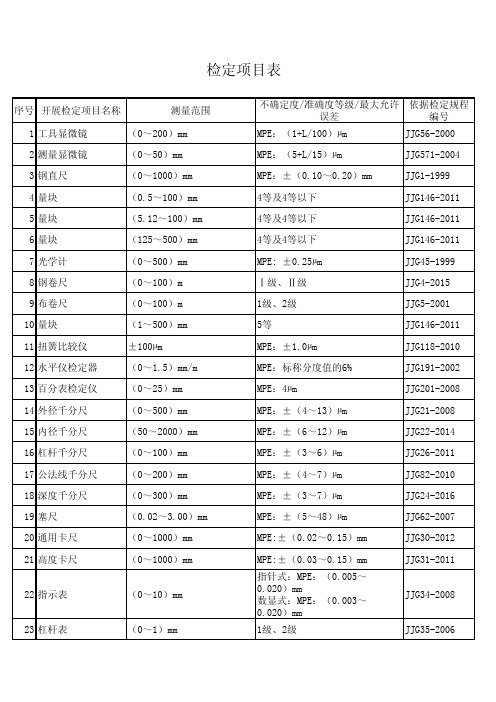
检定项目表
II级
JJG 351-2017
A级,B级,C级
JJG229-2010
MPE:±(0.30+0.006︱t︱)℃ JJG229-2010
0.5级及以下
JJG 74-2005
0.5级及以下
JJG 617-1996
115 机械式温湿度计 116 接地电阻表
(5~50)℃; (30PE:±(0.002~20)mL MPE:±(0.0004~1.0)mL 容量筒容积MPE:±2.0mL
JJG196-2006 JJG10-2005 JJG264-2008
MPE:±(0.02~60)μ L
MPE:±0.3 kg/m3
1级及以下
JJG646-2006 JJG42-2011 JJG139-2014
1级
1级及以下 ≤60J MPE:±1.5 % >60J MPE:±1% MPE: ±2
A级、B级
JJG476-2001 JJG455-2000 JJG145-2007 JJG817-2011 JJG621-2012
75 引伸计
(0~25)mm
0.5级及以下
JJG762-2007
76 扭矩扳子
(10~500)Nm
0.1级及以下
97 压力变送器
(-0.1~60)MPa
0.2级及以下
98 精密压力表
(0~60)MPa
0.1级及以下
99 数字压力计
(0~60)MPa
0.02级及以下
100 真空表 101 氧气表 102 一般压力表
(-0.1~0)MPa
1.6级及以下
测量上限:0.25MPa、1MPa、 1.6 MPa、2.5MPa、4MPa、 1.6级及以下 25MPa
外径千分尺内校记录表

量具内校记录表(外径千分尺类)千分尺类型槽径千分尺校准员喻宇文校准日期年月日本厂编号测量范围mm 分度值mm 制造厂家出厂编号校准依据JJG21-2008千分尺检定规程校准地点质量部校准条件温度湿度校准时所用计量标准量块计量标准证书编号有效期2013 年月日校准项目序号校准项目规程要求结果1 外观无影响使用准确度的外观缺陷2 各部分相互作用微分筒转动和测微螺杆的移动平稳无卡滞摩擦现象3 测力手感无异样4 测量面的平面度普通的不大于0.6um 数显的不大于0.3 um5 数显千分尺的示值重复性不大于1um6 数显千分尺的细分误差不超过±2 um7 微分筒端面和固定套管刻线的相对位置压线小于0.05 mm 离线小于0.1 mm8 示值误差校准点(mm)A+5.12 A+10.24 A+15.36 A+21.50 A+25 误差(um)千分尺类型数显外径千分尺校准员喻宇文校准日期2012 年月日本厂编号测量范围mm 分度值mm 制造厂家出厂编号校准依据JJG21-2008千分尺检定规程校准地点质量部校准条件温度湿度校准时所用计量标准量块计量标准证书编号有效期2013 年月日校准项目序号校准项目规程要求结果1 外观无影响使用准确度的外观缺陷2 各部分相互作用微分筒转动和测微螺杆的移动平稳无卡滞摩擦现象3 测力手感无异样4 测量面的平面度普通的不大于0.6um 数显的不大于0.3 um5 数显千分尺的示值重复性不大于1um6 数显千分尺的细分误差不超过±2 um7 微分筒端面和固定套管刻线的相对位置压线小于0.05 mm 离线小于0.1 mm8 示值误差校准点(mm)A+5.12 A+10.24 A+15.36 A+21.50 A+25 误差(um)。
外径千分尺的检定(二)
外径千分尺的检定(二)6.刻线宽度及宽度差【要求】固定套筒纵刻线和微分筒上的刻线宽度为0.12~0.15 mm,刻线宽度差应不大于0.03mm;刻线盘的刻线宽度为0.201~0.30mm,刻线宽度差应不大于0.05mm。
【检定办法】在工具显微镜上检定。
微分筒或刻线盘上的刻线宽度起码随意抽检三条刻线。
【注重事项】检定时,能够正确用法工具显微镜,在检定前应注重目镜中的米字形基准线是否对准零位,正确读数和处理数据。
7.指针与刻度盘的相对位置【要求】板厚千分尺刻度盘上的指针末端应盖住刻线盘短线长度的30%~80%,指针末端上表面至刻线盘表面的距离应不大于0.7 mm,指针末端与刻度盘刻线宽度应全都,差值应不大于0.05 mm。
【检定办法】指针末端与刻度盘刻线的相对位置可以用目力估量。
指针末端上表面至刻度盘表面的距离应用塞尺举行检定。
上述检定应在刻度盘上匀称分布的三个位置上举行,指针末端与刻度盘的刻线的宽度差在工具显微镜上检定。
【注重事项】检定时,能够正确用法工具显微镜和塞尺。
8.微分筒的端面棱边至固定套管刻线的距离【要求】微分筒的端面棱边至固定套管刻线的距离应不大于0.4 mm。
【检定办法】工具显微镜上检定,也可用0.4 mm塞尺置于固定套管刻线表面上,用比较法检定。
检定时在微分筒转动一周内不少于三个位置上举行。
【注重事项】检定时,能够正确用法工具显微镜和塞尺。
9.微分筒锥面的端面与固定套筒毫米刻线的相对位置【要求】当测量下限调节正确后,微分筒上的零刻线与固定套管纵刻线对及时,微分筒的端面与固定套管毫米刻线右边缘应相切。
若不相切,压线不大于0.05mm,离线不大于0.1mm。
【检定办法】当测量下限调节正确后,使微分筒锥面的端面与固定套管随意毫米刻线的右边缘相切时,读取微分筒的零刻线与固定套管纵刻线的偏移量。
【注重事项】检定时,要把握正确用法压线与离线的读数办法。
10.工作面的表面粗糙度【要求】外径千分尺和校对量杆的工作面的表面粗糙度Ra应不大于0.05um。
外径千分尺检定规程

+
+
+
8
工作面的平面度
2级平晶、1级刀口尺
+
+
+
9
两工作面的平行度
平行平晶
+
+
+
10
示值误差
4等、5等量块
+
+
+
注:“+”表示应该检定,“-”表示可不检定
3.2检定条件
室内温度要求为(20±5)℃,湿度要求超过80%RH,平衡温度时间为1H(置于平板上)或2H(置于木桌上)。
4、技术要求和检定方法序号受检项目检定 Nhomakorabea的产要工具
检定类别
新购的
使用中
修理后
1
外观
/
+
+
+
2
各部件相互作用
/
+
+
+
3
测微螺杆的轴向串动和径向摆动
杠杆千分表或千分表
+
+
+
4
测砧与测微螺杆工作的相对偏移
平板、杠杆百分表或百分表
+
-
+
5
测力
专用测力计
+
+
+
6
微分筒锥面的端面棱边至固定套管刻线面的距离
塞尺
+
-
+
7
微分筒锥面的端面与固定套管毫米刻线的相对位置
Δ=
4.5测力
4.5.1要求
千分尺的测力(系指工作面与球面接触时所作用的力)应在6N~10N范围内。
4.5.2检定方法
检定校准项目检查表

考核记录: (检查有效文件、量值溯源、设备管理、人员能力、环境条件、原始记录、证书报告,进行评价,说明 理由,提供证据)
结论:□合格 □有缺陷
□不合格
注:在选项上打√,只选一项
确认日期:
年
月
日
考评员:
考评组长:
受确认方代表:
检定/校准项目检查表
编号:02
所建计量标准名称 测量范围 不确定度/准确度等级/最大允许误差 计量标准考核证书号
[2003] 瓯量标企证字第 004 号 末次检定/ 校准日期 检定/校准 证书号
测量设备 名称 千分表检 定仪 测力仪
型号规格
QY02B CLY-83
2008.7.23 2008.7.23
CAA08070035 CAH08070426
(0-14)N
开展检定、校准测量设 备名称或参数名称 千分表 杠杆千分表
检定/校准项目检查表
编号:01
所建计量标准名称 测量范围 不确定度/准确度等级/最大允许误差 计量标准考核证书号
检定游标量具标准器 组 测量设备 名称
(0-300)mm 制造厂 及编号
(0.5+5L) m 不确定度/准确度 测量范围 等级/最大允许误 差 (10~291.8) mm 0-25 300×300 5等 1级 1级 检定/ 校准周 期 12 月 12 月 12 月
结论:□合格 □有缺陷
□不合格
注:在选项上打√,只选一项
确认日期:
年
月
日
考评员:
考评组长:
受确认方代表:
检定测微量具标准器 组 测量设备 名称
(0-100)mm 制造厂 及编号
(0.5+5L) m 不确定度/准确度 测量范围 等级/最大允许误 差 (5.12~100) mm Φ 60 (0-14)N 5等 2级 MPE: ±0.01N 检定/ 校准周 期 12 月 12 月 12 月
千分尺校准规范

菲恩(江门)科技有限公司千分尺校准规范文件编号:发布日期:实施日期:1、目的对内部的千分尺校准,确保准确度和实用性保持完好。
2、规范性引用文件本规范引用下列文件:JJG 21-2008 通用卡尺检定规程。
3、范围本规范适用于公司内部分度值为0.01mm,测量上限到500mm外径机械千分尺;测量上限至25mm的板厚、壁厚千分尺;以及分辨力为0.001mm,0.0001mm,测量上限至500mm的数显千分尺校准。
4、校准条件校准测量范围不大于100mm的外径千分尺,其室内温度和被检千分尺在室内平衡温度的时间,应符合5、通用技术要求5.1外观5.1.1千分尺及其校准用的量杆不应碰伤、锈蚀、带磁或其它缺陷,标尺刻线应清晰、均匀,数显外径千分尺数字显示应清晰、完整。
5.1.2千分尺应有调整零位的工具,测量上限大于或等于25mm的千分尺应附有校对用的量杆。
千分尺应具有测力装置,隔热装置和锁紧装置。
校对量杆应有隔热装置。
5.1.3千分尺应标有分度值、测量范围、制造厂商(或厂标)及出厂编号5.1.4后续校准和使用中检验的千分尺及其校对用的量杆不应有影响使用准确度的外观缺陷。
4.2各部分的相互作用4.2.1微分筒传动和测微杆的移动应平稳无卡滞现象。
4.2.2可调或可换测砧的调整和装卸应顺畅,作用要可靠,调零和锁紧装置的作用应切实有效。
4.2.3数显外径千分尺,各工作按钮应灵活可靠。
6计量性能要求与校准方法5.1示值误差5.1.1外径千分尺示的最大允许误差不应超出表-2的规定:数显外径千分尺的示值得最大允许误差不应超出表-3的规定。
表-3数显外径千分尺示值的最大允许误差及量测量面的平行度。
千分尺校准教程
五、计量器具控制
计量器具控制包括首次检定、后续 检定和使用中检定。 1 检定条件 1.1环境条件 检定千分尺的室内温度和被检千分尺在 室内平衡温度的时间均应符合表6规定。 室内湿度不大于70%RH
五、计量器具控制
• 表6 室内温度及被检千分尺在室内平衡温度的时间
受检千分尺 受检千分尺 名称 测量范围 /mm
室内温度对20℃的允许偏差/℃
平衡温度 的时间/h
千分尺
±5
校对用的 量杆
±3 2
外径、板厚、 壁厚 数显
~100
>100 ~500
~100 >100 ~200 >200 ~500
±4
±3 ±2 ±1
±2
±1 ±1 ±1
3
3 4 5
五、计量器具控制
1.2 检定设备 主要检定设备见表7。 2 检定项目 检定项目见表7。
三、计量性能要求
表1 测砧与测微螺杆测量面的相对偏移量 mm
三、计量性能要求
3、测力 千分尺的测力(系指测量面与球面接触时 所作用的力)应为(5~10)N。 4、刻线宽度及宽度差 微分筒刻线宽度为(0.08~0.20)mm,固 定套管上的刻线与微分筒上的刻线的宽度差 均应不大于0.03mm。带刻度盘的刻线宽度为 (0.20~0.30)mm,其宽度差应不大于 0.05mm
五、计量器具控制
3.11 数显外径千分尺的示值重复性 在相同测量条件下重复测量5次分别读数。 示值重复性以最大与最小读数的差值确定。 3.12 数显外径千分尺任意位置时数值漂 移 在测量范围内的任意位置锁紧测微螺杆, 观察1h内显示值的变化不超过规定值。
五、计量器具控制
3.13 量测量面的平行度 测量上限至100mm千分尺两测量面的平 行度用4块厚度差为1/4测微螺杆螺距的平行平 晶检定,也可用量块检定,数显千分尺用4等 量块检定,外径、板厚千分尺用5等量块检定。 测量上限大于100mm的千分尺两测量面的平 行度用钢球检具检定。 两测量面的平行度也可用其他相应准确 度的仪器检定。