常用国产注射机的规格和性能
注射机的基本参数
θ: 螺纹升角, (当螺距S=Ds时θ =17. 7°) 。
螺杆的塑化能力,应该在规定的时间 内,保证提供足够量的塑化均匀的熔料 所以塑化能力应满足:
G>=3.6*W/t 其中: t---制件最短冷却时间(s)
W--机器注射量(g) G---螺杆塑化能力(Kg/h)
2 回复率:用来反映螺杆间断工作时恢复 原注射状态能力的大小。
2合模力表示法
3注射容积与合模力共同表示法
例如SZ-200/1000即表示塑料注射机(SZ), 理论注射容积为200cm3,合模力为1000 (KN)
2----螺杆泄漏修正系数 -----注射系数 :塑料常温下的密度(g/cm3)。 '修正后的计算密度
使用注射机时,加工塑料制品的重量一般在
注射量的25%~80%一般不小于10%
由注射量确定螺杆直径:
根据经验螺杆直径与螺杆行程的比值一般在2~5。
即 K= S
由 所以
DS
Vc
4
Ds2
S
Ds 3 4VC
K
2 注射压力
定义:注射时为了克服熔料流经喷嘴、流 道和模腔等处的流动阻力,螺杆(柱塞) 对塑料施加的力。
注射压力不仅是熔料充模的必要条件,同 时也直接影响到成型制品的质量。
1)影响注射压力的因素:
➢ 塑料的流动性能 ➢ 模具流道与制品形状尺寸,即流动阻力
的影响。 ➢ 制品尺寸精度的影响。
3 °加工的塑料具有高、中等粘度,制品 形状一般,但有一定的精度要求,注射 压力为1000~1400 Kg/cm2 ;
4 °加工塑料具有较高的粘度,薄壁长流程, 制品壁厚不均,精度要求严格的制品,注射
压力为1400~1800 Kg/cm2 ;对于优质精密 的制品,注射压力有的达到2300~2500 Kg/cm2 。 4)由注射压力确定注射油缸的内径
常用国产注射机的规格和性能
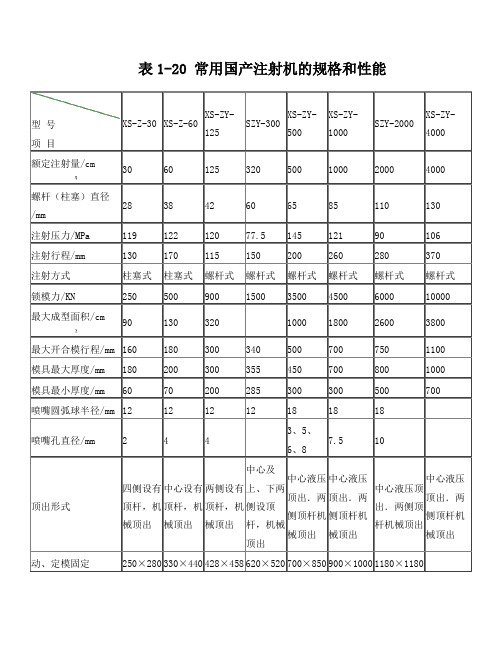
表1-20 常用国产注射机的规格和性能型号项目XS-Z-30 XS-Z-60XS-ZY-125SZY-300XS-ZY-500XS-ZY-1000SZY-2000XS-ZY-4000额定注射量/cm30 60 125 320 500 1000 2000 4000 螺杆(柱塞)直径/mm28 38 42 60 65 85 110 130 注射压力/MPa 119 122 120 77.5 145 121 90 106注射行程/mm 130 170 115 150 200 260 280 370 注射方式柱塞式柱塞式螺杆式螺杆式螺杆式螺杆式螺杆式螺杆式锁模力/KN 250 500 900 1500 3500 4500 6000 10000最大成型面积/cm90 130 320 1000 1800 2600 3800 最大开合模行程/mm 160 180 300 340 500 700 750 1100 模具最大厚度/mm 180 200 300 355 450 700 800 1000 模具最小厚度/mm 60 70 200 285 300 300 500 700 喷嘴圆弧球半径/mm 12 12 12 12 18 18 18喷嘴孔直径/mm 2 4 4 3、5、6、87.5 10顶出形式四侧设有顶杆,机械顶出中心设有顶杆,机械顶出两侧设有顶杆,机械顶出中心及上、下两侧设顶杆,机械顶出中心液压顶出.两侧顶杆机械顶出中心液压顶出.两侧顶杆机械顶出中心液压顶出.两侧顶杆机械顶出中心液压顶出.两侧顶杆机械顶出动、定模固定250×280330×440 428×458620×520700×850900×10001180×1180。
注塑机机型和分类注塑机地选择
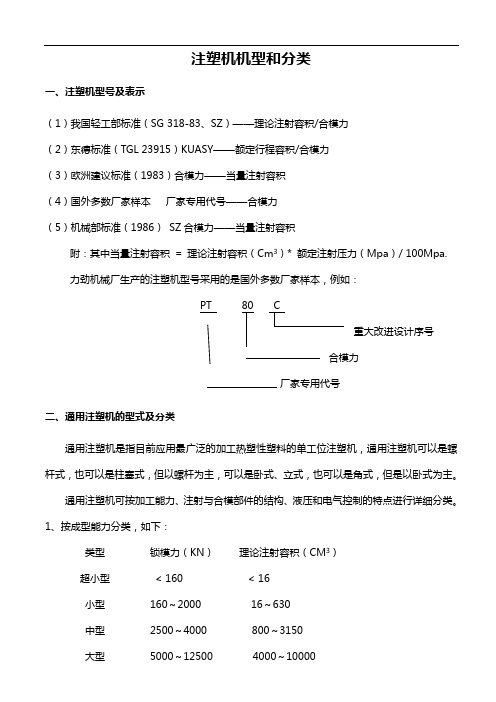
注塑机机型和分类一、注塑机型号及表示(1)我国轻工部标准(SG 318-83、SZ )——理论注射容积/合模力 (2)东德标准(TGL 23915)KUASY ——额定行程容积/合模力 (3)欧洲建议标准(1983)合模力——当量注射容积 (4)国外多数厂家样本 厂家专用代号——合模力 (5)机械部标准(1986) SZ 合模力——当量注射容积附:其中当量注射容积 = 理论注射容积(Cm 3)* 额定注射压力(Mpa )/ 100Mpa. 力劲机械厂生产的注塑机型号采用的是国外多数厂家样本,例如:PT 重大改进设计序号合模力二、通用注塑机的型式及分类通用注塑机是指目前应用最广泛的加工热塑性塑料的单工位注塑机,通用注塑机可以是螺杆式,也可以是柱塞式,但以螺杆为主,可以是卧式、立式,也可以是角式,但是以卧式为主。
通用注塑机可按加工能力、注射与合模部件的结构、液压和电气控制的特点进行详细分类。
1、按成型能力分类,如下:类型 锁模力(KN ) 理论注射容积(CM 3) 超小型 < 160 < 16 小型 160~2000 16~630 中型 2500~4000 800~3150 大型 5000~12500 4000~10000超大型>16000 >16000力劲机械厂生产的注塑机锁模力从30TON-1300TON,从小型、中型到大型已成系列。
2、按合模结构特征分类1)全机械式如:全电机注塑机2)液压式注塑机分两种:a:直压式一—移模动作与合模力的产生与保持是在液压力连续作用下完成的;b:程序式——则是分段完成,移模到位后才起高压。
3)液压—机械式力劲机械厂注塑机PT30 ~PT450全部是液压——机械式。
PT650H、PT1300H则是程序式液压式,而130TON的全电机亦将面世。
3、按注塑部件结构特点分类1)注射缸为单缸2)注射缸为双缸3)螺杆驱动装置为电机4)螺杆驱动装置为液压马达力劲机械厂注射机注射缸为双缸,除130TON的全电机注塑机螺杆驱动装置为电机,其它机型螺杆驱动装置为液压马达。
2注射机的基本参数
2注射机的基本参数第二节注射机的基本参数注射机的主要有参数公注射量、注射节力、注射速率、塑化能力、节模力、称合模置的基本尺寸、节合模速度、空循节节节装等。
节些是节节、制造、节置和使用注射成型机的依据。
参数一、公注射量称1、定节,公注射量是指在节空注射的件下~注射螺杆或柱塞作一次最大注射行程称条节~注射置所能到的最大注射量。
装达公注射量在一定程度上反映了注射机的加工能力~节志着能成型的最大塑称料制品~因而节常被用表征机器节格的。
来参数2、表示方法注射量一般有节表示方法~一节是以两聚乙节苯节节准~用注射出熔料的重量3;节位克,表示~一节是用注射出熔料的容节;节位厘米另,表示。
我注射机系国列节准采用后一节表示方法。
3、理节注射量公注射量节节最大注射量。
节有一理节最大注射量~其表式节称即个达2 Q=πDS/4理3式中 Q——理节最大注射量;厘米,理D——螺杆或柱塞的直;厘米,径S——螺杆或柱塞的最大行程;厘米,4、公注射量称;节节最大注射量,即节式节明~理节上直节径D的螺杆移节S~节射出当Q的注射量~但是在注射节理有少部分熔料在节力作用下回流~以及节了保节塑化节量和在注射完节后保节节节节的需要~故节节注射量要小于理节注射量~节描述二者的差节~引入公注射量。
称Q =αQ公称理式中α---注射系数5、注射系数;相于密节机的充系,当填数影注射系的因素多~如螺杆的节和、注射节力和注射速度、背节的响数很构参数大小、模具的节和制品的形以及塑料的特性等。
节采用止回节的螺杆节~注射系构状数a一般在0,75、0,85之节。
节那些节节散系小的塑料~数a取小节~反之取大节。
通常多取0.8。
二、注射节力1、定节,注射节力是指注射螺杆或柱塞的端部作用在物料节位面节上的节力。
注射节力是节了克服熔料流节节嘴、节道和型腔节的流节阻力~螺杆;或柱塞,节熔料必节施加足节的节力。
注射节力的大小流节阻力、制品的形、塑料的性能、塑化方式、塑化度、模与状温具度及节制品精度要求等因素有节。
第四章注射机选型
第四章注射机的选型4。
1注塑机的简介注射机(又名注塑机)是将热塑性塑料或热固性塑料在加热机筒中经过加热、剪切、压缩、混合和运输作用,熔融塑化并使之均匀化;然后借助于螺杆向塑化好的物料施加压力,迫使高温熔体充入到闭合模具的模腔中,然后经过冷却和固化利用塑料成型模具制成各种形状和尺寸精度的塑料制品的主要成型设备。
注射成型是通过注塑机和模具来实现的。
注射成型机类型和规格很多,分类方法各异,按驱动方式可分为液压和机械驱动两大类;按工作方式分为全自动,半自动和手动;按螺杆类型划分有柱塞式注射机、螺杆式注射机和排气式注射机等;按结构型式可分为立式,卧式和角式类:4.1。
1立式注射机成型机立式注射机的优点是占地面积小,安装或拆卸小型模具很方便,在动模(下模)上安装嵌件时,嵌件不易倾斜或坠落;缺点是制品自模具中推出后不能靠重力下落,需人工取出,这就有碍于全自动操作。
4.1。
2卧式注射机成型机卧式注射机的优点是机体较低,容易操纵和加料,制件顶出后可自动坠落,机床重心较低安装稳定,一般大中型注射机采用这种形式;其缺点是模具安装比较麻烦,嵌件放入模具有倾斜或下落可能,机床占地面积较大.4。
1.3直角式注射成型机角式注射机优点是结构简单,便于自制,适于单件生产中心部位不允许留有浇口痕迹的平面制件;缺点是机械传动无准确可靠的注射和保压压力及锁模力,模具受冲击振动较大。
但是无论那种注塑机,其基本功能有两个:1)加热塑料,使其达到熔化状态;2)对熔融塑料施加高压,使其射出而充满模具型腔.4.2注塑机的结构组成及作用注塑机通常由注射系统、合模系统、液压传达动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成图4—1注射机的组成4.2.1注塑系统注射系统的作用:组成注塑机最主要的部分之一是注射系统,一般有3种主要形式即柱塞式、螺杆式、螺杆预塑柱塞注射式。
目前螺杆式是应用最广泛的.其作用是,在注塑机的一个循环中,将一定数量的塑料在规定的时间内加热塑化和均化,在一定的压力和速度下,将熔融塑料通过螺杆注入模具型腔中•注射结束后,对注射到模腔中的熔料保持定型。
2注射机的基本参数
第二节注射机的基本参数注射机的主要参数有公称注射量、注射压力、注射速率、塑化能力、锁模力、合模装置的基本尺寸、开合模速度、空循环时间等。
这些参数是设计、制造、购置和使用注射成型机的依据。
一、公称注射量1、定义:公称注射量是指在对空注射的条件下,注射螺杆或柱塞作一次最大注射行程时,注射装置所能达到的最大注射量。
公称注射量在一定程度上反映了注射机的加工能力,标志着能成型的最大塑料制品,因而经常被用来表征机器规格的参数。
2、表示方法注射量一般有两种表示方法,一种是以聚苯乙烯为标准,用注射出熔料的重量(单位克)表示,另一种是用注射出熔料的容积(单位厘米3)表示。
我国注射机系列标准采用后一种表示方法。
3、理论注射量公称注射量即实际最大注射量。
还有一个理论最大注射量,其表达式为Q理=πD2S/4——理论最大注射量(厘米3)式中 Q理D——螺杆或柱塞的直径(厘米)S——螺杆或柱塞的最大行程(厘米)4、公称注射量(即实际最大注射量)的注射量,但是在该式说明,理论上直径为D的螺杆移动S,应当射出 Q理注射时有少部分熔料在压力作用下回流,以及为了保证塑化质量和在注射完毕后保压时补缩的需要,故实际注射量要小于理论注射量,为描述二者的差别,引入公称注射量。
Q公称 =αQ理式中α---注射系数5、注射系数(相当于密炼机的填充系数)影响注射系数的因素很多,如螺杆的结构和参数、注射压力和注射速度、背压的大小、模具的结构和制品的形状以及塑料的特性等。
对采用止回环的螺杆头,注射系数a一般在0.75、0.85之间。
对那些热扩散系数小的塑料,a取小值,反之取大值。
通常多取0.8。
二、注射压力1、定义:注射压力是指注射螺杆或柱塞的端部作用在物料单位面积上的压力。
注射压力是为了克服熔料流经喷嘴、浇道和型腔时的流动阻力,螺杆(或柱塞)对熔料必须施加足够的压力。
注射压力的大小与流动阻力、制品的形状、塑料的性能、塑化方式、塑化温度、模具温度及对制品精度要求等因素有关。
注射机的基本参数.
作业:
1 选择注射机时, 要考虑哪些主要技术参数?解 释各技术参数的含义。 2 说明注射模具的作用及组成。
27
23
c.动模板行程(mm)
动模板行程------是指动模板能够移动的最大值。 为了便于取出制品,动模板行程一般大于制品最大高 度h的两倍,即
S≥2h 而 L>(1.5~2)S
24
d.模具最小厚度与最大厚度
-----是指动模板闭合后,达到规定锁模力时动模板和定 模板间的最小和最大距离。 δmin和δmax之差即为调模装置的最大可调行程。
注射机的主要基本参数 及其选择
1
注射机的主要性能参数:
注射量、 注射速率、的基本尺寸等,
这些参数是设计、制造、购置和使用注射机 的依据。
2
1.注射量〔cm3、g〕
注射机的注射量通常是指注射机的最大注射量或称公称 注射量。 它是指注射机在对空注射(无模具)条件下,注射螺杆或 柱塞作一次最大注射行程时,注射系统所能达到的最大 注射量。 注射机的最大注射量在一定程度上反映了注射机的加工 能力,标志着注射机所能生产的最大制品的范围,所以 常把它作为整个机器的规格参数。
式中
V实——实际最大注射量 α ——注射量修正系数α =0.7~0.9
6
实际生产中,当选择注射机时,首应考虑注射量参数, 其原则是:
注射机的实际最大注射量应稍大于模具所成型出 制品的总质量或总体积,可用下面公式进行计算 或校核。
(3-3)
(3—4)
式中: n——型腔个数 ∑V1——制品、浇注系统、飞边的总体积,cm3 ∑G——制品、浇注系统、飞边的总质量,g ρ——制品的密度,gcm3
7
2.注射压力(MPa)
注射压力是指在注射时,螺杆或柱塞端面施加 于料筒中熔料单位面积上的压力。
5.2_注射机的基本结构
3.液压传动和电器控制
由注射成型工艺过程可知,注射成型由塑料熔融、 模具闭合、熔体充模、压实、保压、冷却定型、开模 顶出制品等多道工序组成。液压传动和电器控制系统 是保证注射成型按照预定的工艺要求(压力、速度、 时间、温度)和动作程序准确进行而设置的。
液压传动系统是注射机的动力系统,而电器控制 系统则是各个动力液压缸完成开启、闭合和注射、顶 出等动作的控制系统。
XZ-63/50表示最大注射容量为63cm3、合模力 为50吨(50 ×10kN)的塑料成型(X)注射机 (Z)。
我国制定的注射机国家标准草案规定可以采用 注射容量表示法和注射容量/锁模力表示法来表示 注射机的型号。
注射机应注有较完整的技术参数,供用户选择和使 用。
注射机的主要技术参数应包括注射、合模、综合性能 等三个方面,例如公称注射量、螺杆直径及有效长度、 注射行程、注射压力、注射速度、塑化能力、合模力、 开模力、开模合模速度、开模行程、模板尺寸、推出行 程、推出力、空循环周期、机器的功率、体积和重量等。
特点: Ø塑化不均匀; Ø注射量不宜过大,一般 为30~60g; Ø不宜用来成型流动性差 、热敏性强的塑料制品
a)
b)
图14-2 柱塞式注射机示意图
1-注射模 2-喷嘴 3-料筒 4-分流梭 5 -料斗 6-注射柱塞
柱塞式注射机工作示意图
柱塞直径约为20~ 100mm的金属圆杆, 在料筒内仅作往复运动, 将熔融塑料注入模具。
2.锁模装置(合模装置) Ø零部件:定模板、动模板、拉杆、顶杆、锁模机 构等
动模板
定模板
锁模装置的作用: Ø 1)安装模具,并实现模具的开合动作; Why? Ø 2)在成型时提供足够的夹紧力使模具锁紧; Ø 3)开模时推出模内制品。
注射机的基本参数.
(3-9)
式中α——物料粘度系数 p0——模腔压厚-流长比关系
19
对于薄壁大型制品的成型,在注射量满足要求的情 况下,应对锁模力进行校核,可用下面公式进行:
(3-10)
式中
F——所选取的注射机最大锁模力,kN
衡量注射机性能优劣的重要参数注射成型的预塑化时间制品冷却时间同时进行占整个成型周期的7080预塑化时间模腔压力注射压力一部分损失在喷嘴和模具的浇注系统处其余即为模腔内熔体压力常称做模腔压力
注射机的主要基本参数 及其选择
1
注射机的主要性能参数:
注射量、 注射速率、 合模力、
注射压力、 塑化能力、 合模系统的基本尺寸等,
这些参数是设计、制造、购置和使用注射机 的依据。
2
1.注射量〔cm3、g〕
注射机的注射量通常是指注射机的最大注射量或称公称 注射量。 它是指注射机在对空注射(无模具)条件下,注射螺杆或 柱塞作一次最大注射行程时,注射系统所能达到的最大 注射量。 注射机的最大注射量在一定程度上反映了注射机的加工 能力,标志着注射机所能生产的最大制品的范围,所以 常把它作为整个机器的规格参数。
模板尺寸为 H·V, 拉杆间距为HO·VO, 这两个尺寸参数均表示 模具安装面积的大小。 一般来说,模板面积大 约为机器最大成型面积的 4~10倍。
22
b.模板间最大开距
--------是指定模板与动模板之间的最大距离
• S——动模板行程mm • L——最大模板开距mm • δmax—最大模具厚度mm • 为使成型制品顺利取出, 一般最大开距L为成型制品 最大高度的3~4倍。
根据注射量的定义,其理论值应是螺杆端截面面积与 螺杆最大注射行程的乘积,即为:
注射机的规格型号
轮带革的分类,规格及用途轮带革的分类,规格及用途类 另U 规格/mm 允许误差用 途1 5.5以上2 5.0~5.53 4.5~5.0 0点厚度与标准点的厚度相差不得大于 0.5mm4 4.0~4.5 供制造机器传动轮带用5 3.5~4.063.0~3.57 2.5~3.0注射机的规格型号注射机的规格型号注射机产品型号表示方法各国不尽相同,国内也没有完全统一,目前国内常用的型号编制 方法有机械部标准(jb2485— 78),是由基本型号和辅助型号两部分组成,如图3 — 4所示。
基本型号 辅助型号#设计序号心主翌数車类型代号昇 组型代号扌a圏§ - 4国芦主射H 理号表示方选“型号中的第一项代表塑料机械类,以大写汉语拼音字母“ S ” (塑)表示;第二项代表注射成型组,以大写汉语拼音字母“ z ”(注)表示;第三项代表区别于通用型或是专用型组,通用 型者省略,专用型也用相应的大写汉语拼音字母表示。
如 多模注射机以“ m ”(模)表示,多色注射机以“ s ” (色)表示,混合多色注射机以“h ” (混)表示。
热固性塑料注射机以“ g ” (固) 表示;第四项代表注射容量主参数,以阿拉伯数字表示,单位为cm 3。
卧式基本型主参数前不加注口口口一口口代号,立式的注“I”(立),角式注“j”(角)。
如果是不带预塑的柱塞式注射机时在代号之前加注“ z”(柱)。
如sz —zl30表示注射容量为30cm国际上比较通用的是注射容积与合模力共同表示法,注射容积与合模力是从成型塑件重量与合模力两个主要方面表示设备的加工能力,因此比较全面合理。
如SZ —63/400,即表示塑料3注射机(SZ),理论注射容积为63cm,合模力为400kn。
此外,还有用xs —zy表示注射机型号的,如xs —zy —125a,xs —zy指预塑式(y)塑料(s)注射(z)成型(x)机,125为设备的注射容积为125cm3,a为设备设计序号第一次改型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
700×850
900×1000
1180×1180
拉杆空间/mm
235
190×300
260×290
400×300
540×440
650×550
760×700
1050×950
合模方式
液压—机械
液压—机械
液压—机械
液压—机械
液压—机械
稳压式
液压—机械
稳压式
液压泵
流量/(L/min)
50
70、12
100、12
103.9、12.1
200、25
200、18、1.8
175.8、14.2
50、50
压力/MPa
6.5
6.5
6.5
7.0
6.5
14
14
20
电动机功率/ KW
5.5
11
11
17
22
40、5.5、5.5
40、40
17、17
螺杆驱动功率/KW
4
7.8
7.5
13
23.5
30
加热功率/KW
2.7
5
6.5
14
16.5
21
37
注射压力/MPa
119
122
120
77.5
145
121
90
106
注射行程/mm
130
170
115
150
200
260
280
370
注射方式
柱塞式
柱塞式
螺杆式
螺杆式
螺杆式
螺杆式
螺杆式
螺杆式
锁模力/KN
250
500
900
1500
3500
4500
6000
10000
最大成型面积/cm
90
130
320
1000
1800
表1-20常用国产注射机的规格和性能
型号
项目
XS-Z-30
XS-Z-60
XS-ZY-125
SZY-300
XS-ZY-500
XS-ZY-1000
SZY-2000
XS-ZY-4000
额定注射量/cm
30
60
125
320
500
1000
2000
4000
螺杆(柱塞)直径/mm
28
38
42
60
65
85
110
130
7.5
10
顶出形式
四侧设有顶杆,机械顶出
中心设有顶杆,机械顶出
两侧设有顶杆,机械顶出
中心及上、下两侧设顶杆,机械顶出
中心液压顶出.两侧顶杆机械顶出
中心液压顶出.两侧顶杆机械顶出
中心液压顶出.两侧顶杆机械顶出
中心液压顶出.两侧顶杆机械顶出
动、定模固定
板尺寸/mm
250×280
330×440
428×458
2600
3800
最大开合模行程/mm
160
180
300
340
500
700
750
1100
模具最大厚度/mm1802来自0300355
450
700
800
1000
模具最小厚度/mm
60
70
200
285
300
300
500
700
喷嘴圆弧球半径/mm
12
12
12
12
18
18
18
喷嘴孔直径/mm
2
4
4
3、5、6、8