(完整版)螺钉的拧紧力矩和检验方法
紧固扭矩的检测方法

紧固扭矩的检测方法
2011-12-16
对紧固扭矩的检测是整机或部件组装后可靠性检查的极为重要的一道工序。
检测的目的是为了避免螺纹连接件在紧固过程和紧固后发生超拧、漏拧和拧不足的现象,确保每个螺栓紧固后能正常工作对紧固扭矩的检测工序可分为二大类:即在拧紧过程中的控制法和拧紧后的检测。
拧紧后的检测方法—简称事后法:大致可分为四种:
拧紧法—也称增拧法。
适用于重要紧固后的栓验。
检验方法:用扭力扳手平稳用力逐渐增加力矩(切忌冲击),当螺母或螺栓刚开始产生微小转动时它的瞬时扭矩值最大(因要克服静摩擦力),继续转动,扭矩值就会回落到短暂的稳定状态,这时的扭矩值即为检查所得的扭矩。
特点:操作简单,但必须熟练有经验。
b) 标记法—也称复位法、划线法、转角法。
检查方法:检验前先在被检螺栓或螺母头部与被连接体上划一道线,确认相互的原始位置。
然后将螺栓或螺母松开些,在用扭矩扳手将螺栓或螺母拧紧到原始位置(划线处要线对准),这时的最大扭矩值再乘以0.9-1.1所得的值即为检查所得的扭矩。
特点:技术水平不高,操作较繁琐,不适宜有防松功能的紧固件。
c) 直觉法—拧紧后凭直觉判断
检验方法:对有弹性垫圈类则观察是否压平来判断;对无弹性垫圈类或有弹性垫圈但观察困难,则可采用扭力扳手进行拧紧凭直觉来判断拧紧程度:若到扭矩值,扳手不转动或微小转动,判为已拧紧;若转动超过半圈为没有拧紧、不合格。
特点:适宜于一般紧固检查。
d)松开法—也称拧松法
检查方法:用扭矩扳手慢慢地向被检螺栓或螺母施加扭矩,便其松开,读取开始转动时的瞬时扭矩值,并根据试验和经验乘以一个系数:1.1-1.2即为检验扭矩值。
螺钉的拧紧力矩和检验方法
螺钉的拧紧力矩和检验方法一颗螺钉仅几分钱,但使用不当,会使装配的机器零部件松动、脱落,从而导致功能失常。
本文讨论如下几个问题:不同的螺钉拧紧力矩参考值;怎样检验螺钉拧紧力矩是否合适;螺钉拧紧力矩大小的调整方法和影响螺钉连接质量的因素。
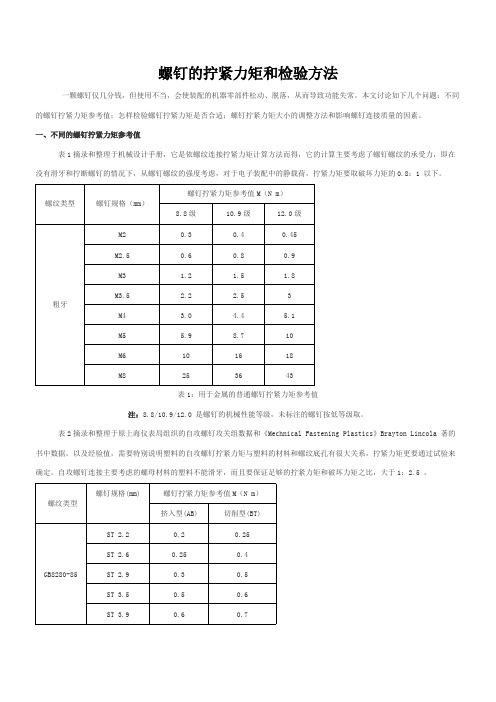
一、不同的螺钉拧紧力矩参考值表1摘录和整理于机械设计手册,它是依螺纹连接拧紧力矩计算方法而得,它的计算主要考虑了螺钉螺纹的承受力,即在没有滑牙和拧断螺钉的情况下,从螺钉螺纹的强度考虑,对于电子装配中的静载荷,拧紧力矩要取破坏力矩的0.8:1 以下。
螺钉拧紧力矩参考值M(N m)螺纹类型螺钉规格(mm)8.8级10.9级12.0级M20.30.40.45M2.50.60.80.9M3 1.2 1.5 1.8M3.5 2.2 2.53粗牙M4 3.0 4.4 5.1M5 5.98.710M6101618M8253643表1:用于金属的普通螺钉拧紧力矩参考值注:8.8/10.9/12.0 是螺钉的机械性能等级,未标注的螺钉按低等级取。
表2摘录和整理于原上海仪表局组织的自攻螺钉攻关组数据和《Mechnical Fastening Plastics》Brayton Lincola 著的书中数据,以及经验值,需要特别说明塑料的自攻螺钉拧紧力矩与塑料的材料和螺纹底孔有很大关系,拧紧力矩更要通过试验来确定。
自攻螺钉连接主要考虑的螺母材料的塑料不能滑牙,而且要保证足够的拧紧力矩和破坏力矩之比,大于1:2.5 。
螺钉拧紧力矩参考值M(N m)螺钉规格(mm)螺纹类型挤入型(AB)切削型(BT)ST 2.20.20.25ST 2.60.250.4ST 2.90.30.5GB8280-85ST 3.50.50.6ST 3.90.60.7表2:用于塑料的自攻螺钉拧紧力矩参考值注:表中的螺母材料是塑料 ABS 。
二、装配时螺钉拧紧力矩的确定螺钉拧紧力矩仅依靠理论计算是不够的,在实际应用中螺钉连接拧紧力矩主要是满足产品在工作、运输中的紧固和防松动。
(2024版)螺钉紧固力矩要求
可编辑修改精选全文完整版螺纹紧固件紧固扭矩规范文件编号:ZYGY‐003 版本号:Rev . 2 页数 1 / 3 一、适用范围本规定适用于公司内部电机类零件螺纹直径 3~30mm 紧固件的紧固扭矩。
无特殊要求,拧紧前螺纹啮合部位需按要求涂螺纹锁固胶,按对称交叉顺序或近似于对称交叉顺序先预紧后拧紧,拧紧后在螺钉(或螺母)与工件接触面画线标识。
本规定适用于符合以下条件,以控制扭矩方式进行的紧固。
1) 外螺纹的机械性能符合GB/T3098.1规定的4.8、5.8 、8.8、10.9、12.9级;2) 内螺纹机械性能符合 GB/T3098.2 或 GB/T3098.1 且具有充分发挥螺纹联接副承载能力的精度;3) 螺纹符合GB/T 196,螺纹精度不低于GB/T 197 规定的6级;4) 内、外螺纹件的六角对边尺寸符合GB/T 3104规定的标准系列;5) 外螺纹在紧固中承受轴向拉伸载荷。
6) 特别注意:若螺钉联接件为铜制或铝制件,按5.8级拧紧力矩要求拧紧固定。
螺纹等级为8.8—12.9级,暂统一按8.8级拧紧力矩要求拧紧固定。
本规定不适用于外螺纹见在紧固中承受压缩里的紧定螺钉、由外螺纹件攻出螺纹的自攻螺钉及大螺钉、以及有效力矩型螺纹紧固件的紧固;本标准不适用于加润滑剂装配的螺栓、螺钉、螺柱和螺母的紧固件,以及紧定螺钉和类似的不规定抗拉强度的螺纹紧固件。
当表面状态不同、支撑面尺寸及形态与标准条件差异较大,以致预紧力不能满足要求以及对预紧力有特别要求时,应对紧固力矩进行调整。
二、规范性引用文件本规范主要以《QC/T 518-2007 汽车螺纹紧固件紧固扭矩》为参考,在第一版基础上结合公司实际情况而制定。
其它还参考的资料有:1) 《QC/T 518-1999 汽车螺纹紧固件紧固扭矩》2) 《机械加工工艺员设计手册》——普通螺栓拧紧力矩(陈宏钧主编)3) 《机械装配技术》(徐兵编著)4) 东风日产——螺栓拧紧力矩标准螺纹紧固件紧固扭矩规范文件编号:ZYGY‐003 版本号:Rev . 2 页数 2 / 3 三、常用未注螺钉、螺母紧固扭矩值以下表格规定公司常用的未注螺钉、螺母紧固扭矩标准值。
螺栓拧紧力矩及标准
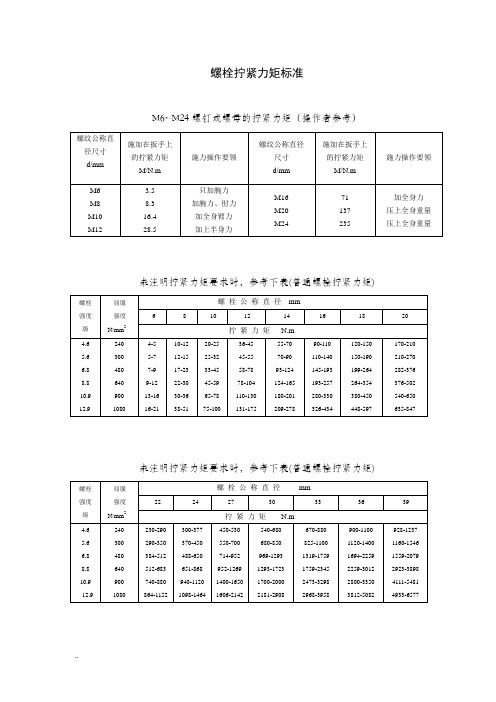
螺栓拧紧力矩标准M6~M24螺钉或螺母的拧紧力矩(操作者参考)未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)公制螺栓扭紧力矩Q/STB 12.521.5-2000范围:本标准适用于机械性能10.9级,规格从M6-M39的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈的螺栓,本标准不适用。
★对于设计图纸有明确力矩要求的,应按图纸要求执行。
套管螺母紧固力矩Q/STB B07833-1998材料HPb63-3Y2直通式压注油杯Q/STB B07020-1998(螺纹M6、M8*1、M10*1)紧固力矩:0.3-0.5Kg.m。
安全阀Q/STB B07029-1998(螺纹R1/8)紧固力矩:2.9-4.9Nm。
通气塞Q/STB B07030-1998 (螺纹R1/4)紧固力矩:2.94-5.88Nm。
螺塞Q/STB B07040-1998(公称直径08-10螺距1.25,12-36螺距1.5)螺栓(排气)Q/STB B07060-1998(M12*1.5)紧固力矩:58.8-78.4N.m。
软管(锥形密封)Q/STB B07100-1998软管(锥形密封)Q/STB B07123-1998(接头部螺母拧紧力矩)螺母(球头式管接头用)Q/STB B07201-1998 拧紧力矩:N.m 材料:(Q235)管接头螺母Q/STB B07202-1998拧紧力矩(Q235 / HPb 59-1)铰接螺栓Q/STB B07206-1998拧紧力矩(Q235)球头式端直通接头Q/STB B07211-1998 拧紧力矩(Q235 HPb 60-1 )表中拧紧力矩适用于钢制接头管接头Q/STB B07212-1998紧固力矩(区分代号为5、7的件材料Q235)套管螺母Q/STB B07221-1998拧紧力矩(材料Q235)管接头Q/STB B07230-1998拧入紧固力矩(Q235)弯头(带座)Q/STB B07235-1998 、B07236-1998 拧紧力矩喉箍Q/STB B07281-1998拧紧力矩U形管夹及座Q/STB B07283-1998螺母的紧固力矩(区分代号2、3使用)管夹Q/STB B07289-1998(有效紧固直径φ25-φ232) 紧固力矩:8.8±05Nm套管接头Q/STB B07290-1998套管螺母Q/STB B07833-1998软管(空调器用)Q/STB B09488-1998。
螺栓拧紧力矩和标准

螺栓拧紧力矩标准M6~M24螺钉或螺母的拧紧力矩(操作者参考)未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)公制螺栓扭紧力矩 Q/STB 12.521.5-2000范围:本标准适用于机械性能10.9级,规格从M6-M39的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈的螺栓,本标准不适用。
★对于设计图纸有明确力矩要求的,应按图纸要求执行。
套管螺母紧固力矩 Q/STB B07833-1998材料 HPb63-3Y2直通式压注油杯 Q/STB B07020-1998(螺纹M6、M8*1、M10*1)紧固力矩:0.3-0.5Kg.m。
安全阀 Q/STB B07029-1998(螺纹R1/8)紧固力矩:2.9-4.9Nm。
通气塞 Q/STB B07030-1998 (螺纹R1/4)紧固力矩:2.94-5.88Nm。
螺塞 Q/STB B07040-1998(公称直径08-10螺距1.25,12-36螺距1.5)螺栓(排气) Q/STB B07060-1998(M12*1.5)紧固力矩:58.8-78.4N.m。
软管(锥形密封)Q/STB B07100-1998软管(锥形密封) Q/STB B07123-1998(接头部螺母拧紧力矩)螺母(球头式管接头用) Q/STB B07201-1998 拧紧力矩:N.m 材料:(Q235)管接头螺母 Q/STB B07202-1998拧紧力矩(Q235 / HPb 59-1)铰接螺栓 Q/STB B07206-1998拧紧力矩(Q235)球头式端直通接头 Q/STB B07211-1998 拧紧力矩(Q235 HPb 60-1 )表中拧紧力矩适用于钢制接头管接头 Q/STB B07212-1998紧固力矩(区分代号为5、7的件材料Q235)套管螺母 Q/STB B07221-1998拧紧力矩(材料Q235)管接头 Q/STB B07230-1998拧入紧固力矩(Q235)弯头(带座) Q/STB B07235-1998 、 B07236-1998 拧紧力矩喉箍 Q/STB B07281-1998拧紧力矩U形管夹及座 Q/STB B07283-1998螺母的紧固力矩(区分代号 2、3使用)管夹 Q/STB B07289-1998(有效紧固直径φ25-φ232) 紧固力矩:8.8±05Nm套管接头 Q/STB B07290-1998套管螺母 Q/STB B07833-1998软管(空调器用) Q/STB B09488-1998。
螺纹联结拧紧力矩检验方法:
螺纹联结拧紧力矩检验方法:
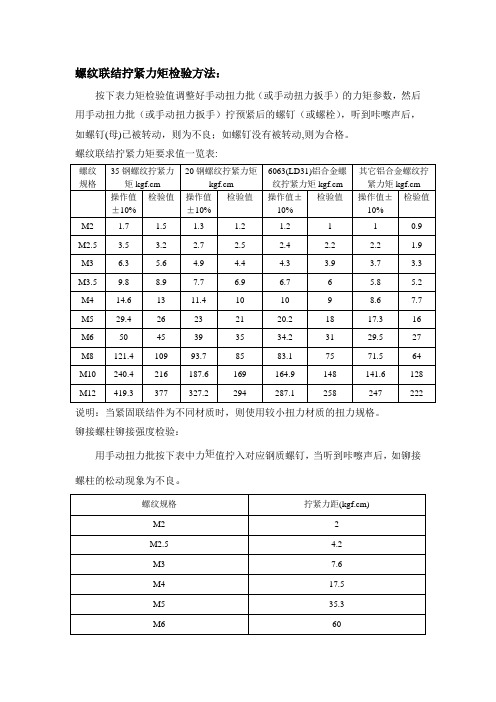
按下表力矩检验值调整好手动扭力批(或手动扭力扳手)的力矩参数,然后用手动扭力批(或手动扭力扳手)拧预紧后的螺钉(或螺栓),听到咔嚓声后,如螺钉(母)已被转动,则为不良;如螺钉没有被转动,则为合格。
螺纹联结拧紧力矩要求值一览表:
说明:当紧固联结件为不同材质时,则使用较小扭力材质的扭力规格。
铆接螺柱铆接强度检验:
用手动扭力批按下表中力矩值拧入对应钢质螺钉,当听到咔嚓声后,如铆接螺柱的松动现象为不良。
铆接、焊接螺钉联结强度检验:
将与螺柱相对应的钢质螺母、弹垫和平垫装于该螺钉上,将手动扭力扳手按下表中力矩值调好。
然后用该手动扭力扳手拧入该螺母,当听到咔嚓声后,如螺
钉有松动、断裂现象或钢板表面出现凹陷为不良.(对所有基材适用) 今天对铆接强度测试结果如下:
我部通过测试,铆接强度全部满足我司内部检验要求,并通过破坏性试验,铆接扭力值达到100 kgf.cm后,所有螺母无松动等不良现象。
试验用螺栓断裂,故我司铆接螺母完全能满足贵司要求。
螺丝扭力测试标准

>4.7-5.3
>5.3
0.2
0.25
0.3
0.4
0.7
0.8
0.8
--
0.4
0.5
0.6
0.8
1.2
1.8
2.0
2.5
0.4
0.5
0.5
0.6
0.6
0.9
1.0
1.25
注:表中第I栏适用于:螺钉不从孔中突出的无头金属螺钉,第II栏适用于:a)螺母和其它金属螺钉,b)绝缘材料螺钉(螺钉头对尺寸起过螺纹外径的六角头螺钉,内键槽对角尺寸起过螺纹外径的带内键槽圆柱头螺钉,槽长起过螺纹外径1.5倍的直槽或十字槽有头螺钉)第II栏适用于:绝缘材料的其它螺钉
螺丝扭力测度标准
螺钉与连接
1对于传递接触压力的或在维修保养或安装时可能被拧紧的螺钉和螺母,
按以下要求试验(不用猛力):
---对与绝缘材料的螺纹啮合的螺钉拧紧,松开各10次。
---对螺母和其它螺钉拧紧,松开各5次
通过使用一个合适的螺丝刀,扳手或特殊扳手,并施加表1-4所示的力矩进行此试验,不应出现影响此紧固装置或电气连接继续使用的损坏。(EN60335-1:28.1)
2除非特殊情况,宽螺距(金属板)螺钉和自攻螺钉不能用作载流零件的连接。但能形成一种完全标准形状的机制螺钉螺纹的自攻螺钉可以使用。EN60335-1:28.3)
表2试验螺钉和螺母用的力矩
螺钉的标称直径(外螺纹直径)mm
力矩(N、m)
Ⅰ
Ⅱ
Ⅲ
≤2.8
>2.8-3.0
>3.0-3.2
>3.2-3.6
>3.6-4.1
高强螺栓连接施工终拧扭矩检查方法

高强螺栓连接施工终拧扭矩检查方法
高强螺栓连接施工终拧扭矩检查方法包括以下步骤:
1. 准备工作:检查螺栓和螺母的型号、规格和材质是否符合设计要求;清理螺栓孔和螺栓表面的杂质和油污。
2. 使用扭矩扳手:选择合适的扭矩扳手,并确保其精确度符合要求。
将扳手调整为目标拧紧扭矩值。
3. 进行拧紧:依次进行螺栓的拧紧操作。
首先,手动拧紧螺栓和螺母,直至紧固力矩初次出现。
然后,使用扭矩扳手进行拧紧,将扳手旋转至目标扭矩值对应的刻度位置。
4. 进行检查:使用扭矩扳手进行最终拧紧后,检查是否达到目标扭矩值。
同时,检查螺栓和螺母的紧固状态是否正常,是否有明显的松动。
注意事项:
- 在拧紧过程中,应避免施加过大或过小的扭矩,以免影响螺栓连接的性能。
- 使用扭矩扳手时,应保持扳手垂直于螺栓轴线,避免施加横向力。
- 扭矩扳手应定期校验和维护,确保其准确度和性能。
- 在进行最终拧紧后,应进行检查和记录,以确保高强螺栓连接的质量和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺钉的拧紧力矩和检验方法
一颗螺钉仅几分钱,但使用不当,会使装配的机器零部件松动、脱落,从而导致功能失常。
本文讨论如下几个问题:不同的螺钉拧紧力矩参考值;怎样检验螺钉拧紧力矩是否合适;螺钉拧紧力矩大小的调整方法和影响螺钉连接质量的因素。
一、不同的螺钉拧紧力矩参考值
表1摘录和整理于机械设计手册,它是依螺纹连接拧紧力矩计算方法而得,它的计算主要考虑了螺钉螺纹的承受力,即在没有滑牙和拧断螺钉的情况下,从螺钉螺纹的强度考虑,对于电子装配中的静载荷,拧紧力矩要取破坏力矩的0.8:1 以下。
表1:用于金属的普通螺钉拧紧力矩参考值
注:8.8/10.9/12.0 是螺钉的机械性能等级,未标注的螺钉按低等级取。
表2摘录和整理于原上海仪表局组织的自攻螺钉攻关组数据和《Mechnical Fastening Plastics》Brayton Lincola 著的书中数据,以及经验值,需要特别说明塑料的自攻螺钉拧紧力矩与塑料的材料和螺纹底孔有很大关系,拧紧力矩更要通过试验来确定。
自攻螺钉连接主要考虑的螺母材料的塑料不能滑牙,而且要保证足够的拧紧力矩和破坏力矩之比,大于1:2.5 。
表2:用于塑料的自攻螺钉拧紧力矩参考值
注:表中的螺母材料是塑料 ABS 。
二、装配时螺钉拧紧力矩的确定
螺钉拧紧力矩仅依靠理论计算是不够的,在实际应用中螺钉连接拧紧力矩主要是满足产品在工作、运输中的紧固和防松动。
螺钉的紧固和防松动的检验常用振动试验来验证。
振动试验可以根据不同的产品,依据国家相关的可靠性、环境试验标准来确定。
综上所述,合适的螺钉拧紧力矩的确定,应该是依据表中“螺钉拧紧力矩参考值”,装配一批产品,然后实际观察螺钉是否拧到位,有无螺纹滑牙和损伤,以及拧断螺钉的现象;同时按产品标准做振动试验,螺钉连接不能发生松动现象。
三、怎样知道和调整装配时螺钉拧紧力矩的大小
首先,应该用一个力矩测试仪去校验用来装配的电动起子。
具体方法是确定螺钉拧紧力矩后,电动起子手工调整大致位置,再用力矩测试仪去校验。
对于一些带负载能力不好的便携式电动起子,充电电池电力不足,引起的力矩变化,开始可以用力矩测试仪去校验,后续可以由有经验的工艺技术人员进行手工调整。
这样做的主要目的是提高生产的便利性。
四、影响螺钉连接质量的相关因素
①螺钉拧紧力矩;
②防松措施;
③螺钉的大小;
④螺钉螺距的大小;
⑤螺钉的材质,性能等级;
⑥螺钉的制造精度和热处理水平;
⑦螺纹底孔的大小;
⑧螺母螺纹攻丝的质量。
从螺钉的选择来说,产品设计图纸和装配工艺(SOP)应该规定上面的要素,比如在设计文件(装配图和BOM中)中螺钉的标注应该包含螺钉的名称、螺钉标准、螺钉的大小、螺钉的性能等级、螺钉的热处理,螺钉的表面处理,如:
螺钉标准的代号中往往已包含了螺钉的材质、螺纹头形、螺纹公差,当不注明某项时,就说明设计者不强调某个参数,可以选缺省值。
当对螺钉的颜色有要求时,应特别说明。
在装配图的技术要求中或装配工艺(SOP)中应写明螺钉拧紧力矩的值。
当一个螺钉连接出现质量问题时,可以依据设计图纸和工艺要求,从上述几个方面去分析和处理。