冷冲模材料与热处理
8.1冷作模具钢的特征及制造工艺

冷作模具钢的特征及制造工艺
冷作模具钢的特征及制造工艺
一、概论 冷作模具钢在紧固件行业中应用量最多,它广泛 用于冲裁,拉深,冷镦,滚丝等工序。冷作模具的材 料应具有高的硬度,强度和耐磨性,足够的韧度和较 小的热处理变形量。因此,冷作模具应在淬火回火后 的组织中有一定量的剩余碳化物,并要求分布均匀, 形态圆整,细密马氏体针要均匀,细小,弥散。对于 形状简单的小型工模具,可选用碳素工具钢;精度要求 较高的中小型工模具,可选用低合金工模具钢,如 CrWMn ,9S iCr,GD钢等,对于要求淬透性好,而且 具有高硬度,高强度,高耐磨,高承载能力的大中型 模具,应选用高铬钢,高速钢,基体钢等来制作。 冷作模具服役后条件 经常承受冲击、磨损、弯曲、 剪切,因此,要求其材料应具备优良的强韧性。为了 满足某些工模具的比较苛刻的使用要求,对不同材料 的工模具的热处理工艺和组织应有一些特殊的要求, 以便进一步改进工模具的性能,提高其使用寿命。
冷作模具钢的特征及制造工艺
3. 热处理 a 、应采用合理的工艺,减小模具热处理变形(一般采 用多段加热工艺,同时防止淬火开裂),同时考虑 所采用的热处理方式,应避免合金元素的蒸发,在 材料淬透性允许的条件下,尽可能采用真空热处理 气淬技术,减小热处理变形,避免热处理后较大的 加工余量,导致表面过热,影响模具寿命,但对淬 硬性较差材料或高温下易挥发元素的材料,如含高 Ni 等,宜采用盐熔热处理。 b、 推荐采用高浓度渗碳热处理技术,积极参加应用渗 碳技术,阻止模具表面脱碳,同时提高表面耐磨性, 并利用渗碳淬火后表面形成高压应力,提高模具的 疲劳抗力。
冷作模具钢的特征及制造工艺
GM钢 其牌号为Cr6W3MoZV2钢,它是制作精密,耐磨, 高寿命冷作模具的莱氏体钢,由于GM钢的碳,铬,钼含量相 对比较低,因此其碳化物带状分布倾向较轻微,GM钢锻后 要及时进行球化退火,以利后继的机械加工.推荐采用的淬 火工艺为:1100~1160℃加热油冷淬火或分级淬 火,520~560℃回火三次,硬度为65HRC.GM钢在冷冲模,多 功位级进模,滚丝模,切边模等领域使用,寿命都有大幅提高. 10. CrWMn钢 CrWMn的淬透性极好,工件直径小于50mm 时能在硝盐中淬透,淬火加热时晶粒长大倾向低,淬火后的 残余奥氏体较多,淬火变形小.因钨和铬都是碳化物形成元 素碳化物的熔点高,因此淬火回火后的剩余碳化物较多,使 硬度提高,但钢的碳化物不均匀性也比较严重,常常是造成 模具失效的主要原因. 9.
cr12的热处理工艺

Cr12的热处理工艺
Cr12的热处理工艺
Cr12是应用广泛的冷作模具钢,具有高强度、较好的淬透性和良好的耐磨性,但冲击韧性差。
主要用作承受冲击负荷较小,要求高耐磨的冷冲模及冲头、冷切剪刀、钻套、量规、拉丝模、压印模、搓丝板、拉延模和螺纹滚模等。
目录
一、冲头的工作环境与失效分析•2
二、冲头的性能要求•4
三、冲头材料化学成份与临界•4
四、冲头化学成份作用•4
五、冲头的加热设备及冷却剂概述•5
六.冲头的热处理•8
【1】预先热处理
(1)球化退火
退火温度选择
退火时间选择
2016-全新公文范文-全程指导写作–独家原创
(2)去应力退火
【2】最终热处理
(1)淬火
不同淬火温度选择对材料力学性能影响
淬火时间的选择
不同淬火冷却介质对力学性能影响
(2)回火
回火温度确定
回火时间确定
七、回火时应注意的问题•17
八、淬火过程中常出现的缺陷防止方法•17
九、结论•18
2016。
用于冷冲模的高速钢热处理工艺参数
Absr c t a t:To i r v h e t p o e sn a a tr n o d p n hig mo d ma fcu i g wi i h mp o e t e h a r c s i g p r me e s i c l ・ u c n l nu a trn t h g — h
用 于冷 冲模 的高速 钢 热 处 理 工 艺 参 数
季明浩 ,沈 剑, 叶善培
( 上海海事大学 物流工程 学院,上海 2 10 ) 0 3 6
摘 要 : 了改 进 用于冷 冲模 的 高速钢 W1 C4 为 8 rV热 处理 工 艺参数 , 究淬 火 温度 、 火温 度 、 火 研 回 回
e e o h o u fr ti e u tn t n s fa e h r n s nd r u h s ft e mae a r e e r h d. nc ft e v l meo e an d a se ie o ur c a d e sa o g ne so h t r lae r s a c e i
i g t mp r t r n e e i g tmp r t r .Th eai n bewe n t e s ra e ha d e s a h oume o n e e a u e a d tmp rn e e au e e r lto t e h u c r n s nd t e v l f f r ti e u tn t a e il tae t o wa d o e u d a i u v . W h n t e v l me o ean d e an d a se ie c n b l r t d wi a d wn r p n q a r tc c r e us h e h ou fr t ie a tn t n W 1 use ie i 8Cr 4V mo n s t 0% ~5 a u t o 3 5% ,i i fh g e u a e h r n s ,b te rn a i t t so i h rs r c a d e s e trg i d b l y,a d f i n lwe u a e r u h e s S a l re st sr cur o r s r c o g n s . t b e mat n ie tu t e,ma i m u a e h r n s n mi i m s ra e f x mu s r c a d e s a d f n mu u c f
冲压模具课程设计

冲压模具课程设计冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或者塑性变形,从而获得所需零件的一种压力加工方法。
冲压模具在冷冲压加工中,将材料(金属或者非金属)加工成零件(或者半成品)的一种特殊工艺装备,称之冷冲压模具(俗称冷冲模)。
冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。
冲压件的质量、生产效率与生产成本等,与模具设计与制造有直接关系。
模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益与新产品的开发能力。
我国的冲压模具设计制造能力与市场需要与国际先进水平相比仍有较大差距。
这些要紧表现在飞行器钣金件、高档轿车与大中型汽车覆盖件模具及高精度冲模方面,不管在设计还是加工工艺与能力方面,都有较大差距。
覆盖件模具,具有设计与制造难度大,质量与精度要求高的特点,可代表覆盖件模具的水平。
尽管在设计制造方法与手段方面已基本达到了国际水平,模具结构功能方面也接近国际水平,在模具国产化进程中前进了一大步,但在制造质量、精度、制造周期等方面,与国外相比还存在一定的差距。
标志冲模技术先进水平的多工位级进模与多功能模具,是我国重点进展的精密模具品种。
有代表性的是集机电一体化的铁芯精密自动阀片多功能模具,已基本达到国际水平。
因此我们在学习完《飞机钣金成形原理与工艺》等模具有关基础课程后,安排了模具设计课程设计,以帮助我们掌握模具设计的过程,为以后参加工作打下基础。
设计内容一、零件的工艺性分析图1 零件图1)零件的尺寸精度分析如图1所示零件图,该零件外形尺寸为R11,19;内孔尺寸为R3,6,均未标注公差,公差等级选用IT14级,则用通常精度的模具即可满足制件的精度要求。
2)零件结构工艺性分析零件形状简单,适合冲裁成形。
3)制件材料分析制件材料为45钢,抗剪强度为432~549Mpa,抗拉强度为540~685Mpa,伸长率为16%。
W6Mo5Cr4V2钢冷冲模_冲钉_的热处理
1.W6Mo5Cr4V2 钢冷冲模(冲钉)的热处理生产实践对于冷冲模(冲钉)的强度、韧性和耐磨性提出越来越高的要求,单纯的追求强度和硬度往往带来韧性的不足,改善冷冲模(冲钉)的强韧性对提高其使用寿命十分重要。
与W18Cr4V相比,由于钨含量的减少和钼的加入,使W6Mo5Cr4V2钢的铸态共晶莱氏体比较细小,碳化物不均匀性大有改善。
该钢的热塑性比较好,便于通过锻造来进一步改善碳化物分布。
经过相同程度的热变形后,其碳化物不均匀度比W18Cr4V钢优1~2级。
由于淬火加热时钼碳化物(FeMo)6C的溶解温度比钨碳化物(FeW)6C的低,所以W6Mo5Cr4V2钢淬火加热温度范围较窄,过热倾向大,因此,加热温度应控制更严格一点,同时由于钼的氧化倾向大,盐浴要求充分脱氧。
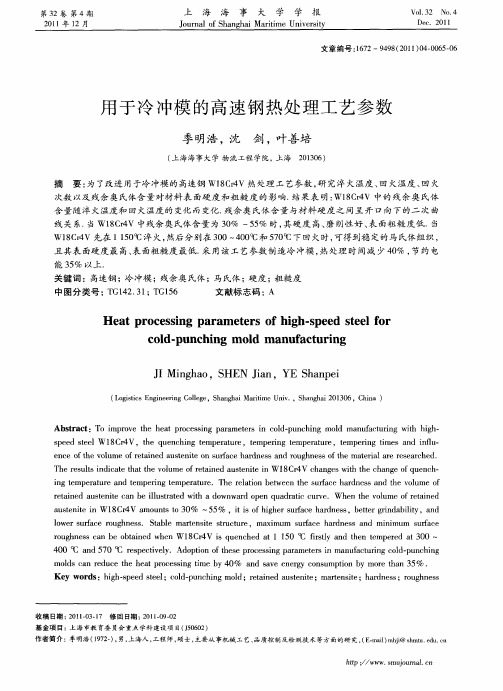
(1)等温球化退火W6Mo5Cr4V2钢锻坯退火规范见图1所示。
等温球化退火的目的是使共析碳化物颗粒化,为下一步热处理打下基础。
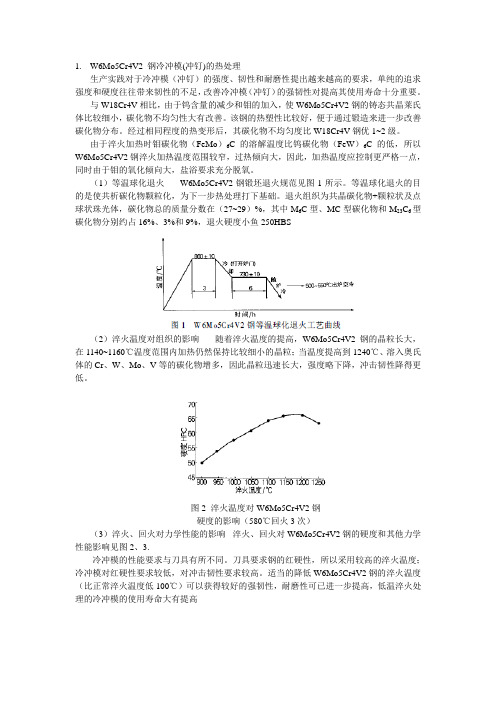
退火组织为共晶碳化物+颗粒状及点球状珠光体,碳化物总的质量分数在(27~29)%,其中M6C型、MC型碳化物和M23C6型碳化物分别约占16%、3%和9%,退火硬度小鱼250HBS(2)淬火温度对组织的影响随着淬火温度的提高,W6Mo5Cr4V2钢的晶粒长大,在1140~1160℃温度范围内加热仍然保持比较细小的晶粒;当温度提高到1240℃、溶入奥氏体的Cr、W、Mo、V等的碳化物增多,因此晶粒迅速长大,强度略下降,冲击韧性降得更低。
图2 淬火温度对W6Mo5Cr4V2钢硬度的影响(580℃回火3次)(3)淬火、回火对力学性能的影响淬火、回火对W6Mo5Cr4V2钢的硬度和其他力学性能影响见图2、3.冷冲模的性能要求与刀具有所不同。
刀具要求钢的红硬性,所以采用较高的淬火温度;冷冲模对红硬性要求较低,对冲击韧性要求较高。
适当的降低W6Mo5Cr4V2钢的淬火温度(比正常淬火温度低100℃)可以获得较好的强韧性,耐磨性可已进一步提高,低温淬火处理的冷冲模的使用寿命大有提高图3 淬火、回火温度对W6Mo5Cr4V2钢力学性能的影响(4)等温淬火工艺图4为W6Mo5Cr4V2钢冷冲模采用低温加热等温淬火后,在厚度为8~10mm的45Mn钢板上冲制不同规格的链条,模具(冲钉)可以冲制(4~5)万件、模具未破碎,还可以继续使用。
模具材料与热处理考点及题库
第一章模具材料与热处理概述1 .马氏体的硬度主要决定于其:碳含量。
2 .钢的淬透性主要决定于其:合金元素含量。
3 .表征材料变形抗力和断裂抗力的性能指标是:强度。
4 .钢的硬度主要决定于其化学成分和组织。
在奥氏体、渗碳体、铁素体、珠光体等组织中硬度最大的是:渗碳体。
随着含碳量的增加,钢的硬度、强度和耐磨性提高,塑性、韧性变差。
5 .疲劳抗力:是反映材料在交变载荷作用下抵抗疲劳破坏的性能指标。
6 .可提高冷作模具钢的抗疲劳性能的因素是: 晶粒细小。
7 .反映冷作模具材料的断裂抗力常用指标是:抗拉强度。
(P8)8 .反映模具的脆断抗力常用的指标是:韧性。
(P8)9.【模具失效】是指模具模具丧失正常的使用功能,其生产出的产品已成为废品,模具不能通过一般修复方法(如刃磨、抛磨等)使其重新服役的现象。
10 .在模具中常遇到的磨损形式有:磨料磨损、粘着磨损、疲劳磨损和氧化磨损。
1 1 .钢的硬度和红硬性取决于钢的化学成分和热处理工艺。
【红硬性】1 2. 模具的主要失效形式有:断裂失效、过量变形失效、表面损伤失效和冷热疲劳失效。
冷热疲劳主要出现于热作模具,在冷作模具上不出现。
其它三种形式在冷、热作模具上均可能出现。
1 3 .模具材料热处理工艺性主要包括:淬透性;回火稳定性;脱碳倾向;过热敏感性;淬火变形与开裂倾向等。
14 .模具材料的淬火和回火是保证模具工作零件性能的中心环节。
1 5 .高碳高合金钢锻造时,锤击操作应掌握“二轻一重”和两均匀的操作要领,以减少内应力。
1 6 .钢的基体组织中,铁素体耐磨性最差,马氏体耐磨性较好,下贝氏体耐磨性最好。
对于淬火回火钢,一般认为,在含有少量残余奥氏体的回火钢马氏体的基体上均匀分布细小碳化物的组织,其耐磨性为最好。
1 7 .对于锻后出现明显沿晶链状碳化物的模坯,须正火予以消除后然后再进行球化退火。
18 .热疲劳开裂、热磨损和热熔蚀是压铸模常见的失效形式。
19 .在磨料磨损的条件下,影响耐磨性的主要因素有硬度和组织。
冷作模具钢及其热处理工艺

冷作模具材料的正常失效形式主要是磨损、脆 断、弯曲、咬合、塌陷、啃伤、软化等。 要求冷作模具钢应在相应的热处理后,具有高 的变形抗力、断裂抗力、耐磨损、抗疲劳、不咬 合等能力。
5.1 冷作模具材料的工作条件与性能要求
5.1.1 冷作模具材料的工作条件 1.冲裁模 2.拉深模 3.挤压模 4.冷镦模 5.1.2 冷作模具材料的性能要求
3.冷挤压模的热处理
(1)冷挤压模模具的性能要求 冷挤压时,金属在三向不均匀的压力下产生塑性变形,这就需要模具 不但具有很高的强度和耐磨性,能承受住反复作用的高压力而不发生破坏 ,而且还应该具备抵抗微小塑性变形的能力,才能保证模具在高压下工作 时不变形。此外,金属变形过程中会产生热效应,使工件和模具的温度升 高,因此还需要模具具有较高的回火稳定性。 (2)冷挤压模模具的热处理特点 为了能满足冷挤压模具的性能要求,在制定和实施热处理工艺时应注 意以下几点: ①避免材料碳化物偏析 ②采用常用工艺的下限温度淬火 ③控制一定的残余奥氏体量 ④采用等温淬火方法 ⑤应用表面强化处理 ⑥在使用过程中进行低温去应力回火
4.冷作模具用高速钢(W6Mo5Cr4V2钢) (1)化学成分;(2)力学性能;(3)工艺性能;(4)使用范围。 ①锻造工艺: ②退火工艺: ●锻后退火:加热温度为840~860℃,保温2~4 h,缓慢 冷却到500℃以下出炉空冷或 炉冷到室温,硬度≤285HBS。 ●锻后等温退火:加热温度为840~860℃,保温2~4 h;炉 冷至740~760℃,保温4~6 h,炉冷到500℃以下出炉空冷, 硬度≤255HBS。 ③淬火工艺:W6Mo5Cr4V2钢的淬火工艺见表6-13。 ④回火工艺: 高速钢必须经过三次以上的回火,其原因主要是前次回火 冷却过程中残余奥氏体转变成“淬火”马氏体,必须经再次回 火才能消除前次回火时产生的组织应力,经三次回火后残余奥 氏体体积分数才降到2%~3%,硬度达到64HRC以上。
Cr12MoV冷模具钢热处理工艺的探讨

煤 炭技术 g鳖!!g£b22}29
vd.2。.N西
尘::罂:
综采下分层工作面顶板控制探讨
李苏龙, 张青合, 张红军
(晋城煤业集团风凰山矿.山西晋城0480∞)
摘 要:通过对凤凰山矿综采下分层工作面在回采过程中冒硬原因的分析研究,探讨了下分层工作面的顶板控制
措施。
关键词:综采;下分层;冒顶;控制
(1)顶板:下分层直接顶由金属网和灰黑色泥
下分层工作面的主要事故为顶板事故,尤以机道上 岩锈结而成,联网质量和水文情况影响假顶状况,不
的端面冒顶最为突出。因冒顶造成的死架、倒架事故 锈结或锈蚀严重均会导致端面的随采随落。
也屡见不鲜.因此在假顶下回采,顶板管理是影响生
(2)初次来压和周期来压:下分层初次来压步
Crl2M“are approached.
Key words:Crl2MoV steel;die;heattreatHlen‘p70cess
收稿日期:200l一03一15;修订日期:200l一06—0I
作者简万介:方李数苏龙据(1964一).男,工程师,现在晋城煤业集团凤匣山矿从事技术工作
vtd.20.N06
■:::翌:
crl2MoV冷模具钢热处理工艺的探讨
郭晓红
(阳煤集团机电总厂,山西阳泉045008)
摘 要:分析了模具质量的特点,探讨了crl2M“钢的热处理工艺特性。 关键词:crl2M“钢;模具:热处理工艺
中图分类号:TBl62.4
文献标识码:A
文章编号:1008—8725 C2001)06—0嘶5—01
(FI倒an Prov.coal Mne Maclimry P1anI.Fujjan kI埘aTl 364000.china)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
56~60
垫板
45
GB699
43~48
螺钉
45
GB699
头部43~48
销钉
45
GB699
43~48
推杆、顶杆
45
GB699
43~48
顶板
45
GB699
43~48
拉伸模压边圈
T8A
45
GB1298
GB699
54~58
43~48
螺母、垫圈、螺塞
A3
GB700
定距侧刀、废料切刀
T10A
GB1298
58~62
侧刃挡块
T8A
GB1298
56~60
楔块与滑块
T8A
GB1298
54~58
弹簧
65Mn
GB1222
44~50
表2一般零件的材料和热处理要求
冷冲模零件材料与热处理
表1冷模工作零件常用材料及热处理要求
模具
类型
冲件情况及对模具
工作零件的要求
选用材料
热处理硬度(HRC)
牌号
标准号
凸模
凹模
冲
裁
模
Ⅰ
形状简单、精度较低、冲裁材料厚度≤3mm,批量中等
T10A
9Mn2V
GB1298
GB1299
56~60
60~64
带台肩的、快换式的凸凹模和形状简单的镶块
T10A
GB1298
56~62
Ⅱ
形状复杂、高度耐磨性的凸、凹模及镶块
CrWMn
Cr12
Cr12MoV
GB1299
60~64
生产批量特别大
YG15
YB849
Ⅲ
加热弯曲
5CrNiMo
5CrNiTi
5CrMnMo
GB1299
52~56
拉
延
模
Ⅰ
一般拉深
T10A
GB 1298
56~60
58~62
Ⅱ
形状复杂、高度耐磨
5CrNiTi
5CrNiMo
GB 1299
52~56
大
型
拉
延
模
Ⅰ
中小批量
HT200
GB 9439
QT60பைடு நூலகம்-20
GB 1348
HB197~269
Ⅱ
大批量
镍铬铸铁
钼铬铸铁
钼钒铸铁
火焰淬硬40~45
火焰淬硬50~55
火焰淬硬50~55
零件名称
选用材料牌号
标准号
热处理硬度(HRC)
上、下模座
HT200
GB9439
Cr12
Cr12MoV
GB 1299
58~62
60~64
Ⅲ
生产批量特别大
Cr12MoV
GB 1299
58~62
60~64
YG10
YG15
YB 849
Ⅳ
变薄拉深凸模
Cr12MoV
GB 1299
58~62
变薄拉深凹模
W18Cr4V
Cr12MoV
GB 1299
60~64
YG10
YG15
YB 849
Ⅴ
加热拉深
模柄
A3
GB700
导柱
20
GB699
58~62(渗碳)
导套
20
GB699
58~62(渗碳)
凸凹模固定板
45
A3
GB699
GB700
承料板
A3
GB700
卸料板
A3
45
GB700
GB699
导料板
45
A3
GB699
GB700
28~32
挡料销
45
GB699
43~48
导正销
T8A
9Mn2V
GB1298
GB1299
Ⅱ
材料厚度≤3mm,形状复杂
9CrSi
CrWMn
Cr12
Cr12MoV
GB1299
58~62
60~64
材料厚度≥3mm形状复杂的块
Ⅲ
要求耐磨、高寿命
Cr12MoV
GB1299
58~62
60~64
YG15
YG20
YB849
—
—
Ⅳ
冲薄材料用的凹模
T10A
GB1298
—
—
弯
曲
整
形
模
Ⅰ
一般弯曲的凸、凹模及镶块