金属铸造工艺流程
铸造生产的工艺流程
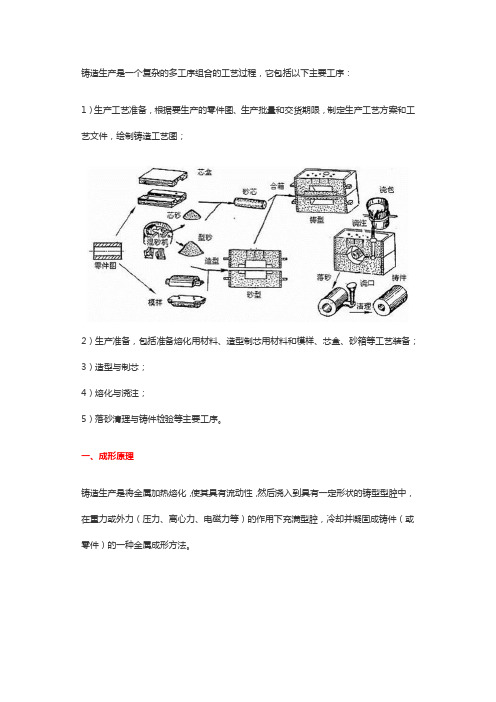
铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;3)造型与制芯;4)熔化与浇注;5)落砂清理与铸件检验等主要工序。
一、成形原理铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。
图1 铸造成形过程铸件一般作为毛坯经切削加工成为零件。
但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。
二、型砂的性能及组成1、型砂的性能型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。
2、型砂的组成型砂由原砂、粘接剂和附加物组成。
铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。
铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。
为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤粉、锯末、纸浆等。
型砂结构,如图2所示。
图2 型砂结构示意图三、工艺特点铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。
与其它加工方法相比,铸造工艺具有以下特点:1)铸件可以不受金属材料、尺寸大小和重量的限制。
铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。
2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。
金属铸造工艺流程

金属铸造工艺流程
一、前期准备
1.确定产品设计图纸和技术要求;
2.选择合适的铸造材料;
3.制作模具或选择现成模具;
4.准备熔炼设备和工具。
二、模具制作
1.根据产品设计图纸制作模具;
2.根据产品形状和尺寸,分别制作上下模板、芯子、滑动块等零件;
3.组装好模具,并进行调试。
三、熔炼金属
1.选择合适的金属材料,按比例加入不同成分的合金元素,使得金属材料满足产品技术要求;
2.将金属材料放入熔炉中加热,直至达到液态状态。
四、浇注铸件
1.将预先加热好的模具放置在浇注台上;
2.打开浇口,在合适的时间点向模腔中倒入液态金属;
3.保持一定时间后,关闭浇口并等待铸件冷却。
五、脱模清理
1.待铸件冷却到一定温度后,拆开上下模板,取出铸件;
2.清理铸件表面的氧化皮等杂质,并进行打磨等处理。
六、热处理
1.根据产品技术要求,进行热处理;
2.热处理方式包括退火、正火、淬火等。
七、机械加工
1.根据产品设计要求,进行机械加工;
2.机械加工方式包括车削、铣削、钻孔等。
八、表面处理
1.根据产品要求,进行表面处理;
2.表面处理方式包括喷漆、喷砂、电镀等。
九、检验验收
1.对铸件进行外观检查,确认是否存在缺陷;
2.对铸件进行尺寸测量和材质分析,确认是否满足技术要求;
3.如果存在问题,则需要重新制作或返工修复。
铸造生产的工艺流程

铸造生产的工艺流程铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;3)造型与制芯;4)熔化与浇注;成形原理铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。
图 1 铸造成形过程铸件一般作为毛坯经切削加工成为零件。
但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。
型砂的性能及组成1、型砂的性能型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。
2、型砂的组成型砂由原砂、粘接剂和附加物组成。
铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。
铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。
为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤份、锯末、纸浆等。
型砂结构,如图 2 所示。
图 2 型砂结构示意图工艺特点铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。
与其它加工方法相比,铸造工艺具有以下特点:1)铸件可以不受金属材料、尺寸大小和重量的限制。
铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从 0.5 毫米到 1 米左右;铸件长度可以从几毫米到十几米。
2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。
铸件工艺流程

铸件工艺流程铸件工艺流程是指将金属熔体注入到铸型中,经冷却凝固后获得所需形状的金属制品的全过程,下面是一种典型的铸件工艺流程。
首先,进行铸型设计。
根据产品的形状、尺寸和要求,设计出合适的铸型结构。
铸型分为砂型和金属型两种,根据具体情况选用合适的材料进行制作。
然后,制备铸型。
对于砂型,先将粘结剂和填料混合均匀,在模具中压实,形成型腔。
对于金属型,先制造模具,然后用铸造金属填充模具,形成型腔。
接下来,熔炼金属。
根据需要使用的金属材料,将金属原料放入炉中进行熔炼,直到达到所需的熔点。
同时,根据需要添加合适的合金元素进行调节。
然后,准备铸造设备。
将熔炼好的金属倒入特定的铸造设备中,如铸造机、离心铸造机等。
根据铸件尺寸和形状的不同,选择合适的设备。
接下来,浇注金属。
将铸造设备移动到铸型上方,打开铸口,让金属熔体流入铸型中。
需要注意的是,浇注速度要适当,以防止气泡等缺陷的产生。
然后,冷却凝固。
待金属熔体充分填充铸型后,让其自然冷却凝固。
冷却速度要适中,以确保铸件内部组织均匀,并避免产生应力导致开裂。
接下来,脱模。
当铸件冷却至足够硬度时,将铸型打开,取出铸件。
对于砂型,可以采用敲击或者振动的方式脱模;对于金属型,根据模具结构进行脱模。
然后,进行后续处理。
铸件取出后可能存在一些毛刺或者凹凸不平的地方,需要进行修整和抛光。
此外,还需要根据产品要求进行热处理、机械加工等工艺。
最后,进行质量检验。
对铸件进行外观质量检查、尺寸检查和物理性能检验,如硬度、拉伸强度等。
对于不合格的铸件,需要进行处理或报废。
以上就是一种典型的铸件工艺流程,不同铸造方法和产品要求可能会有所不同。
铸件工艺流程的好坏直接关系到最终产品的质量,需要严格控制每个环节的工艺参数。
同时,不断改进工艺流程和提高工艺水平,可以进一步提高铸件质量和生产效率。
铸造的工艺流程
铸造的工艺流程
铸造是一种通过将金属和其它材料变形并以某种形式装入模型的工艺,使形状的空间结构发生变化,以此获得更殊的零件。
它一般采用液态金属,通常是铝或铁等金属材料,经过熔炼,把液态金属注入有形的模具,经过一定的工艺条件,金属胶软,部件完成结构及其尺寸形状。
铸造是一种常见的工艺流程,由准备、熔炼、浇注、分离、加工和检验组成。
1、准备:确定要使用的金属材料,准备金属加工和模具,对模具进行压力测试,加强传统工艺的品质把握。
2、熔炼:将金属材料熔炼,形成液态的金属,液态金属应该是清澈无杂质的,熔炼温度和凝固温度最好符合要求。
3、浇注:将液态金属以一定的速度和压力从模具上浇入。
4、分离:模具空腔内铸件被金属铸入后,需要分离模具,以获取完美的铸件。
将被铸件整体从模具中分离出来。
5、加工:铸件在分离后,有可能因形状问题需要精加工,可以使用机床加工,以精确的形状和尺寸。
6、检验:完成加工后,需要检验,判定产品是否符合质量要求、形状,尺寸是否符合要求。
5口腔材料学金属铸造工艺流程

5口腔材料学金属铸造工艺流程5口腔材料学金属铸造工艺流程一、金属铸造工艺概述金属铸造是指将熔化的金属注入到模具中,经过凝固和冷却过程形成所需形状的工艺。
在口腔材料学中,金属铸造被广泛应用于制作牙齿修复体,如全冠、桥梁和义齿等。
下面将详细介绍5口腔材料学金属铸造的工艺流程。
二、模具制备1. 模具设计:根据患者牙齿的情况以及修复体的要求,设计合适的模具形状和尺寸。
2. 模具材料选择:常用的模具材料有石膏、硅胶等。
根据需要选择合适的模具材料。
3. 模具制备:将选定的模具材料按照设计要求进行加工和制备。
三、蜡型制备1. 蜡型选用:根据修复体的要求和牙齿情况,选择适合的蜡型材料。
2. 蜡型制备:将选定的蜡型材料加热至液态状态后,倒入模具中,待冷却凝固后取出,得到蜡型。
四、熔炼金属1. 金属选择:根据修复体的要求和患者的口腔情况,选择合适的金属材料。
常用的金属包括黄金、合金等。
2. 熔炼金属:将选定的金属材料放入特定的炉子中进行高温熔化处理,使其变为液态状态。
五、注蜡与浇注1. 注蜡:将制备好的蜡型放入注蜡机中进行加热,使其变软并涂抹一层润滑剂。
然后将注蜡机插入模具中,通过压力将蜡型注入到模具中。
2. 浇注:将熔化的金属倒入浇注机中,并通过压力将金属浇注到模具中。
待冷却凝固后,取出模具并清理掉多余的蜡和金属。
六、修整与抛光1. 修整:使用工具对铸造好的修复体进行修整,去除不平整和多余材料。
2. 抛光:使用抛光工具对修整好的修复体进行抛光处理,使其表面光滑。
七、试戴与调整1. 试戴:将铸造好的修复体放入患者口腔中进行试戴,检查其适合度和舒适度。
2. 调整:根据患者的反馈和需要,对修复体进行必要的调整和修正。
八、固位与粘接1. 固位:将修复体牢固地安装在患者牙齿上,确保其稳定性。
2. 粘接:使用粘接剂将修复体粘接到患者牙齿上,使其与自然牙齿形成完美的结合。
以上就是5口腔材料学金属铸造的工艺流程。
通过模具制备、蜡型制备、熔炼金属、注蜡与浇注、修整与抛光、试戴与调整以及固位与粘接等步骤,可以制备出符合患者需求的高质量金属修复体。
金属铸造工艺流程

金属铸造工艺流程金属铸造工艺流程是指将金属材料加热至熔化点后,通过一定的工艺步骤,将熔融金属倒入铸型中,待其冷却凝固后,制成所需的金属铸件的过程。
金属铸造工艺主要有砂型铸造、金属型铸造、压铸等。
砂型铸造是最常用、最传统的金属铸造工艺之一。
其工艺流程可以分为模具制造、组合模具、准备铸造材料、熔炼金属、浇注铸造、冷却、清理等步骤。
首先是模具制造。
根据所需的金属铸件的形状,将铸型设计好,并用特定的材料制作出铸型。
常用的材料有石膏、泥土和砂等。
制作铸型的工艺可以是手工模具、机械模具、喷砂模具等。
然后是组合模具。
将不同部分的铸型拼合在一起,形成完整的铸型。
这样可以通过分模式来提高生产效率,同时也能保证铸件的准确性和质量。
接下来是准备铸造材料。
选择适当的金属材料,并投入到炉中进行熔炼。
金属熔化后,通过去除杂质来提高金属的纯度。
在铸造材料中添加适量的合金元素,以提高金属的性能。
然后是砂型铸造工艺的核心步骤——浇注铸造。
将熔化的金属倒入铸型中,让金属充满整个铸型的空腔。
在浇注过程中需要控制好铸件的温度和浇注速度,以确保铸件的质量。
浇注完成后,需要进行冷却。
待金属冷却后,铸体会逐渐凝固,形成实心的金属铸件。
冷却的时间和方式根据铸件的大小和形状来确定,通常需要几个小时甚至几天。
冷却完成后,需要进行清理。
将铸件从铸型中取出,去除多余的砂浆和砂砾。
清理工艺可以采用机械清理或者手工清理,以保证铸件表面的光洁度和精度。
以上就是砂型铸造的工艺流程。
除了砂型铸造外,金属铸造还包括金属型铸造、压铸等多种工艺。
虽然工艺步骤会有所不同,但总的来说,金属铸造的过程都是通过加热金属材料至熔化点,然后浇注到铸型中,最后通过冷却凝固得到所需的金属铸件。
金属铸造工艺以其成本低、制造周期短、可制造复杂形状等优点,广泛应用于航空航天、汽车、机械制造等领域。
随着科学技术的不断进步,金属铸造工艺将不断完善,为各行各业提供更加高质量的金属铸件。
除了砂型铸造,金属铸造还有金属型铸造和压铸等工艺。
铸造工艺流程

铸造工艺流程铸造工艺流程是指将熔化的金属或合金浇入铸型中,经过冷却硬化后得到所需产品的一系列制造过程。
下面我将为大家介绍一下常见的铸造工艺流程。
首先是模具制备。
根据所要生产的产品的形状和尺寸,制造出相应的铸型。
铸型通常由两个部分组成,上模和下模。
上模是用于形成产品内腔,而下模则是用来支撑上模。
根据具体情况,铸型可以采用砂型、金属型或者石膏模等不同材料和方法。
接下来是熔化金属。
将所需的金属或合金材料放入熔炉中进行加热,待金属完全熔化后,得到熔融金属。
在熔融的过程中,可以根据需要加入一些其他成分,如合金元素或调节剂,来改变金属的性质。
然后是浇注。
将熔融的金属倒入铸型中,待金属充分填满铸型腔体后,闭合上模和下模,形成完整的铸件。
在浇注的过程中,需要控制好浇注速度和温度,以避免铸件出现缺陷。
随后是冷却。
经过一段时间的冷却,铸件内的金属会逐渐凝固,变硬。
这个过程也被称为固化。
固化的时间可以根据铸件的尺寸和形状来决定,通常需要几分钟到几十分钟不等。
最后是抽取铸件。
在铸件完全冷却后,可以打开上模和下模,取出铸件。
在抽取的过程中,需要小心操作,以防止铸件受损。
有时,也需要进行一些后续的加工,如去除铸件上的毛刺、打磨表面等,以使铸件达到所要求的精度和质量。
以上就是一般铸造工艺流程的主要步骤。
当然,不同的铸造工艺还会有一些特殊的工艺步骤。
例如,压铸工艺还需要配备压铸机,通过对金属施加压力的方式来填充铸型腔体,并提高铸件的密度和性能。
而铸造工艺中的快速凝固技术,可以通过加大冷却速度来使铸件的晶粒细化,从而改善铸件的力学性能。
铸造工艺是一种应用广泛的金属加工技术,适用于许多不同型号和规格的产品制造。
通过合理设计和优化工艺流程,可以获得高质量的铸件,以满足各种工程和工业应用的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属铸造工艺流程
概述
金属铸造工艺是将熔化的金属注入到模具中,通过冷却凝固得到所需形状的金属制品的过程。
本文将介绍金属铸造的一般工艺流程。
工艺流程
1. 模具准备
- 设计并制作所需的模具。
模具可以根据产品的形状和尺寸来定制,通常采用砂型、金属型或陶瓷型。
- 通过对模具进行涂料喷涂、油脂涂抹或颗粒涂覆等处理,以增强模具的耐用性和金属浇注时的流动性。
2. 熔炼金属
- 根据所需产品的材料要求,选择相应的金属材料进行熔炼。
常用的金属包括铁、铝、铜、锌等。
- 控制熔炼温度和持续时间,以确保金属完全熔化和杂质得到去除。
3. 浇注
- 将熔融金属倒入事先准备好的模具中。
- 控制浇注速度和角度,以避免产生气孔、缩孔或其他缺陷。
4. 冷却凝固
- 等待金属在模具中冷却,并逐渐凝固。
- 这个过程可以通过自然冷却或加速冷却来实现,具体取决于金属材料和产品要求。
5. 模具拆除
- 在金属完全凝固后,拆除模具。
- 可以使用各种工具和技术来确保模具的完整性和产品的顺利脱模。
6. 表面处理
- 对金属制品的表面进行清理、抛光、喷漆等处理,以改善外观和性能。
7. 检测和质量控制
- 对铸造产品进行检测和质量控制。
- 常用的检测方法包括尺寸测量、X射线检测、超声波检测等。
8. 出厂与使用
- 完成质量检测合格的产品可以出厂,并投入到使用环境中。
结论
金属铸造工艺流程是一个复杂而精细的过程,需要对模具制作、金属熔炼、浇注和冷却凝固等环节进行严格控制和管理。
通过合理
的工艺流程和质量控制,可以获得高质量的金属铸造产品。