钢管表面粗糙度仪(光洁度)的主要术语及定义
表面粗糙度(ra、rz、ry)概念

•轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,•不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,•轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
间距参数共有两个:1.轮廓单峰平均间距S,就是在取样长度内,轮廓单峰间距的平均值。
而轮廓单峰间距,就是两相邻轮廓单峰的最高点在中线上的投影长度Si。
2.轮廓微观不平度的平均间距Sm:含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。
综合参数只有一个,就是轮廓支承长度率tp。
它是轮廓支承长度np与取样长度l之比。
在原有的国家标准中,表面光洁度分为14级,其代号为1、2……14。
后的数字越大,表面光洁度就越高,即表面粗糙度数值越小。
在车间生产中,常根据表面粗糙度样板和加工出来的零件表面进行比较,用肉眼或手指的感觉,来判断零件表面粗糙度的等级。
此外,还有很多测量光洁度的仪器。
表面粗糙度对零件使用情况有很大影响。
一般说来,表面粗糙度数值小,会提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用会增加。
因此,要正确、合理地选用表面粗糙度数值。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下述原则:(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
粗糙度概念解释

9.5.1 表面粗糙度符号、代号及其注法加工零件时,由于刀具在零件表面上留下刀痕和切削分裂时表面金属的塑性变形等影响,使零件表面存在着间距较小的轮廓峰谷。
这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
机器设备对零件各个表面的要求不一样,如配合性质、耐磨性、抗腐蚀性、密封性、外观要求等,因此,对零件表面粗糙度的要求也各有不同。
一般说来,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值小。
零件表面粗糙度是评定零件表面质量的一项技术指标,零件表面粗糙度要求越高(即表面粗糙度参数值越小),则其加工成本也越高。
因此,应在满足零件表面功能的前提下,合理选用表面粗糙度参数。
1.表面粗糙度参数的概念及其数值零件表面粗糙度的评定方法有:表面粗糙度高度参数轮廓算术平均偏差(R a)和轮廓最大高度(R z)。
使用时宜优先选用R a。
2.表面粗糙度代号标注GB/T 131—1993规定了表面粗糙度的符号、代号及其注法。
表面粗糙度符号(、、)上注写所要求的表面特征参数后,即构成表面粗糙度代号。
特征参数R a的表面粗糙度代号标注见表9-1。
表9-1轮廓算术平均偏差Ra值的代号标注表面粗糙度高度参数R a、R z在代号中用数值标注时,除参数代号R a可省略外,其余在参数值前需注出相应的参数代号R z。
表面粗糙度高度参数R z、R y的标注示例见表9-2。
表9-2表面粗糙度高度参数R z、R y值的代号标注示例3.表面粗糙度标注规定表面粗糙度符号、代号一般标注在可见轮廊线、尺寸界线、引出线或它们的延长上。
符号的尖端必须从材料外指向表面。
在同一图样上,每一表面一般只标注一次代(符)号,并尽可能靠近有关尺寸线。
当地位狭小或不便标注时,代(符)号可以引出标注。
4.表面粗糙度在图样上的标注方法(GB/T 131— 1993)表面粗糙度在图样上的标注方法见表9-3。
表9-3表面粗糙度在图样上的注法槽、极限与配合是零件图和装配图中一项重要的技术要求,也是检验产品质量的技术指标。
表面粗糙度的基本术语
表面粗糙度的基本术语表面粗糙度是指物体表面的不平整程度,通常用于描述工程制品的加工质量。
表面粗糙度是一个重要的质量指标,对于一些机械零件的连接、密封和摩擦等方面都有很大的影响。
因此,表面粗糙度也成为了机械加工行业中的一个重要概念。
在描述表面粗糙度时,我们需要了解一些基本术语。
1. 粗糙度粗糙度是指表面上的微小起伏,包括高峰和低谷。
这些起伏的尺寸通常由表面的平均高度和深度确定。
粗糙度是表面不规则程度的一个量化指标,通常用Ra值表示。
2. Ra值Ra值是表面粗糙度的一个重要参数。
它表示整个表面的平均高度偏差,通常以微米为单位。
Ra值越小,表面越光滑。
3. Rz值Rz值是表面粗糙度的另一个重要参数。
它表示表面上最大峰和最大谷之间的距离。
Rz值越小,表面越光滑。
4. Rt值Rt值是表面粗糙度中的一个参数。
它表示表面上最高和最低点之间的距离。
Rt值越小,表面越光滑。
5. Rq值Rq值是表面粗糙度的另一个参数。
它表示表面上所有高度偏差的平方和的平方根。
Rq值越小,表面越光滑。
6. Rmax值Rmax值是表面粗糙度的一个参数。
它表示表面上最大峰和最大谷之间的距离。
Rmax值越小,表面越光滑。
7. Rmr值Rmr值是表面粗糙度的另一个参数。
它表示表面上所有高度偏差的平方和的平方根。
Rmr值越小,表面越光滑。
8. Rk值Rk值是表面粗糙度的一个参数。
它表示表面上最大谷的深度。
Rk 值越小,表面越光滑。
9. Rpk值和Rvk值Rpk值和Rvk值分别表示表面上最高峰和最低谷的高度。
Rpk值和Rvk值越小,表面越光滑。
表面粗糙度是一个非常重要的概念,对于机械制造和加工行业有着重要的意义。
掌握表面粗糙度的基本术语,可以更好地评估加工品质,并提高加工品质的控制能力。
表面粗糙度的测量方法
双管实显用微文档镜视场图
双管显微镜
实用文档
光切实显用微文档镜读数
❖ (2)定度:
在光切显微镜上,把确定测微目镜的鼓轮上每小格所对 应的被测峰谷高度值的过程叫作“定度”。(h= a/2V)
定度首先是求物镜的放大倍率。求物镜放大倍率的方法 是用一个标准刻线尺(通常为专用附件,刻度间隔为 0.01mm,共101条刻线)来测定各个物镜的实际放大率。 如图4-8所示,物镜放大率为:
3.评定长度L : 评定轮廓所必须的一段长度,它包括一个或数个取样长 度。
❖ 目的: 为充分合理地反映某一表面的粗糙度特征。 (加工表面有着不同程度的不均匀性)。
❖ 选择原则:一般按五个取样长度来确定。 4.轮廓中线m:是评定表面粗糙度数值的基准线。具有几
何轮廓形状与被测表面几何形状一致,并将被测轮廓加 以划分的线。类型有: ❖ (1)最小二乘中线:
1.光切法原理:
所谓光切法就是用一狭窄的扁平光 束以一定的倾斜角照射到被测表面上, 光束在被测表面上发生反射,将表面微 观不平度用显微镜放大成象进行观测的 方法。图4-5是光切法的测量原理图。
图4-5 光切原理
❖ 若倾斜角取45°,则得: h’=h/cos45°
❖ 若观测显微物镜的倍数V,则: N=Vh’
式h=N/(Vcos45°)中有无理数,计算、使用不便,在仪 器设计时采用机械方法加以有理化 ,其方法如图4-7所 示。此时:
h= a/2V
式中: a—用仪器测微目镜瞄准峰谷象高度N(图4-7 中十字线位置I与II)时两次读数差值; h—表面粗糙度的某一峰谷高度; V —所选用物镜的放大倍数。 双管显微镜
测量精度
❖ 方法精度 ❖ 仪器精度 ❖ 影响因素 ❖ 改善精度的措施
表面粗糙度名词解释

表面粗糙度名词解释表面粗糙度1. 什么是表面粗糙度?表面粗糙度是指物体表面的不规则程度,描述了表面粗糙程度的参数或指标。
它是通过测量表面的高度起伏来确定的,表征了物体表面的平滑程度或粗糙程度。
2. 表面粗糙度的重要性表面粗糙度对许多工程和制造领域至关重要。
它可以影响到物体的摩擦、润滑、磨损、密封、光学性质等方面。
因此,对于不同的应用需求,需要控制和评估表面粗糙度。
3. 表面粗糙度的参数和指标以下是一些与表面粗糙度相关的常见名词和指标:•平均粗糙度(Ra):平均粗糙度是指在某个参考长度内,物体表面高度值的平均偏差。
–示例:Ra=μm 表示参考长度内的平均高度偏差为微米。
越小的Ra值意味着表面越光滑。
•中误差(Rz):中误差指在某个参考长度内,物体表面高度值的最大正偏差和最大负偏差之差的绝对值。
–示例:Rz=5μm 表示参考长度内的最大正偏差和最大负偏差之差为5微米。
Rz值越大,表面越粗糙。
•峰值高度(Rp):峰值高度是指在某个参考长度内,物体表面高度值的最大正偏差。
–示例:Rp=1μm 表示参考长度内的最大正偏差为1微米。
Rp值越大,表面越不平坦。
•谷底高度(Rv):谷底高度是指在某个参考长度内,物体表面高度值的最大负偏差。
–示例:Rv=μm 表示参考长度内的最大负偏差为微米。
Rv 值越大,表面越不平坦。
•峰谷深度(Ry):峰谷深度是指在某个参考长度内,物体表面峰顶高度和谷底深度之间的差值。
–示例:Ry=3μm 表示峰顶高度和谷底深度之间的差值为3微米。
Ry值越大,表面越不光滑。
4. 表面粗糙度的测量方法为了准确评估表面粗糙度,有许多不同的测量方法可供选择。
常见的表面粗糙度测量方法包括: - 光学测量方法 - 接触式测量方法- 电子显微镜测量方法 - 原子力显微镜测量方法这些方法可以通过测量物体表面的高度起伏来计算表面粗糙度参数。
5. 总结表面粗糙度是描述物体表面不规则程度的重要参数。
通过测量和控制表面粗糙度,可以满足不同应用领域对表面平滑度的要求。
表面粗糙度概述和常用参数.
表面粗糙度概述和常用参数关键词:表面粗糙度评定基准Ra Rz Ry t p摘要:根据国家标准GB/T3505-2000、GB/T1031-1995、GB/T131-1993,从表面粗糙度的形成、与产品性能的关系和评定参数等方面介绍表面粗糙度表面粗糙度的概述无论是机械加工后的零件表面,还是用其他方法获得的零件表面,总会存在着由较小间距和峰谷组成的微量高低不平的痕迹,这种加工表面上具有的较小间距和峰谷所组成的微观几何形状特性,就是零件的表面粗糙度。
为了提高产品质量,促进互换性生产,必须对表面粗糙度的评定方法、测量手段等提出科学的规定和要求。
表面粗糙度国家标准由GB/T3505—2000《产品几何技术规范表面结构轮廓法表面结构的术语、定义及参数》、GB/T1031—1995《表面粗糙度参数及其数值》标准构成。
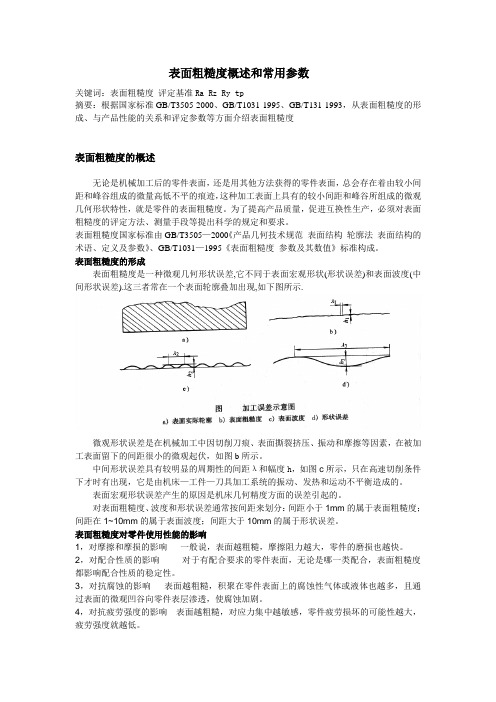
表面粗糙度的形成表面粗糙度是一种微观几何形状误差,它不同于表面宏观形状(形状误差)和表面波度(中间形状误差).这三者常在一个表面轮廓叠加出现,如下图所示.微观形状误差是在机械加工中因切削刀痕、表面撕裂挤压、振动和摩擦等因素,在被加工表面留下的间距很小的微观起伏,如图b所示。
中间形状误差具有较明显的周期性的间距λ和幅度h,如图c所示,只在高速切削条件下才时有出现,它是由机床—工件—刀具加工系统的振动、发热和运动不平衡造成的。
表面宏观形状误差产生的原因是机床几何精度方面的误差引起的。
对表面粗糙度、波度和形状误差通常按间距来划分:间距小于1mm的属于表面粗糙度;间距在1~10mm的属于表面波度;间距大于10mm的属于形状误差。
表面粗糙度对零件使用性能的影响1,对摩擦和摩损的影响一般说,表面越粗糙,摩擦阻力越大,零件的磨损也越快。
2,对配合性质的影响对于有配合要求的零件表面,无论是哪一类配合,表面粗糙度都影响配合性质的稳定性。
3,对抗腐蚀的影响表面越粗糙,积聚在零件表面上的腐蚀性气体或液体也越多,且通过表面的微观凹谷向零件表层渗透,使腐蚀加剧。
表面粗糙度主要术语及定义

表面粗糙度仪(光洁度)的国家标准主要术语及定义表面粗糙度仪(光洁度)的国家标准主要术语及定义友情提示:时代公司作为“国家表面粗糙度标准”的起草和制定的重要成员之一,热诚欢迎尊敬的阁下共同学习探讨表面粗糙度的相关问题!本资料给出的参数符合GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构的述语、定义及参数》、符合GB/T6062-2002《产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》。
图一:放大n倍后的工件截面/表面粗糙度及轮廓:图二:各种加工方法能得到的表面光度:图三:常见的表面粗糙度仪的工件测量:表面粗糙度关键技术术语:(1)表面粗糙度:取样长度L取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。
(2)表面粗糙度:评定长度Ln由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。
(3)表面粗糙度:轮廓中线(也有叫曲线平均线)M轮廓中线M是评定表面粗糙度数值的基准线。
评定参数及数值:国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
表面粗糙度高度参数共有三个:(1)轮廓算术平均偏差Ra :在取样长度L内,轮廓偏距绝对值的算术平均值。
(2)微观不平度十点高度Rz在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
(3)轮廓最大高度Ry在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙度间距参数共有两个:(4)轮廓单峰平均间距S两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度L内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。
(5)轮廓微观不平度的平均间距Sm含有一个轮廓峰和相邻轮廓谷的一段中线长度Sm i,称轮廓微观不平间距。
表面粗糙度综合参数:(6)轮廓支承长度率t p轮廓支承长度率就是轮廓支承长度n p与取样长度L之比。
表面粗糙度概念及测量方法
表面粗糙度
一、表面粗糙度的基本概念
表示零件表面具有较小间距和峰谷所组成的微观几何形 状特性,称为表面粗糙度。
表面粗糙度对零件的配合性质、耐磨性、强度、抗腐性 密封性、外观要求等影响很大,因此,零件表面的粗糙度的 要求也有不同。一般说来,凡零件上有配合要求或有相对运 动的表面,表面粗糙度参数值要小。
四、表面粗糙度代号在图样上的标注
★ 在同一图样上每一表面只注一次粗糙度代号,且应注 在可见轮廓线、尺寸界线、引出线或它们的延长线上,并 尽可能靠近有关尺寸线。
★ 当零件的大部分表面具有相同的粗糙度要求时,对其
中使用最多的一种,代(符)号,可统一注在图纸的右上
角。加注 “其余”二字。 例如:
C×45ο
其余 25
φ φ M φ
★ 在不同方向的
表面上标注时,代
3.2
号中的数字及符号
的方向必须按图中
的规定标注。
★ 代号中的数字
方向应与 尺寸数 字的方向 一致。
3.2
★ 符号的尖端必 须从材料 外指向 表面。
30° 3.2
3.2 3.2
30° 3.2
★ 当零件所有表面都有 相同表面粗糙度要求时, 可在图样右上角统一标注 代号。
同一零件上,工作表面比非工作表面粗糙度值 小;摩擦表面比非摩擦表面要小;受循环载荷的表 面要小;配合要求高、联接要求可靠、受重载的表 面粗糙度值都应小;同一精度,小尺寸比大尺寸、 轴比孔的表面粗糙度值要小。
2.参数的选用:首选主要评定参数1—2个,在常用 尺寸段内,选用Ra。附加评定参数必须与主要评定 参数连用。常用数值范围内,Ra=0.025—6.3, Rz=0.1—25μm,优先选用Ra.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢管表面粗糙度仪(光洁度)的主要术语及定义
本资料给出的参数符合GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构的述语、定义及参数》、符合GB/T6062-2002《产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》。
图一:放大n倍后的工件截面/表面粗糙度及轮廓:
图二:各种加工方法能得到的表面光度:
图三:常见的表面粗糙度仪的工件测量:
表面粗糙度关键技术术语:
(1)表面粗糙度:取样长度L
取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。
(2)表面粗糙度:评定长度Ln
由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。
(3)表面粗糙度:轮廓中线(也有叫曲线平均线)M
轮廓中线M是评定表面粗糙度数值的基准线。
评定参数及数值:
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
表面粗糙度高度参数共有三个:
(1)轮廓算术平均偏差
Ra :
在取样长度L内,轮廓偏距绝对值的算术平均值。
(2)微观不平度十点高度Rz
在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
(3)轮廓最大高度Ry
在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙度间距参数共有两个:
(4)轮廓单峰平均间距S
两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,
在取样长度L内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。
(5)轮廓微观不平度的平均间距Sm
,称轮廓微观不平间距。
含有一个轮廓峰和相邻轮廓谷的一段中线长度Sm
i
表面粗糙度综合参数:
(6)轮廓支承长度率t
p
与取样长度L之比。
轮廓支承长度率就是轮廓支承长度n
p
另附:
中美表面粗糙度对照表
中国旧标准(光洁度)中国新标准(粗糙度)Ra美国标准(微米 )Ra美国标准(微英寸),Ra
▽4 6.38.00320 6.30250
▽5 3.25.00200 4.00160 3.20125
▽6 1.62.50100 2.0080 1.6063
▽70.81.2550 1.0040 0.8032
▽80.40.6325 0.5020 0.4016
国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm)
另附:表面粗糙度国际标准加工方法
另附:
粗糙度仪新旧标准参数变化对照表
现将TR200粗糙度仪依据新标准更改参数的情况列表如下,如有问题,由时代公司负责解释。
本表还适用于公司TR1系列粗糙度仪。
修改后可测量参数的总数没有变化,仍为13个参数,只是显示在不同的标准中,也就是说:时代粗糙度仪产品参数:涵盖新旧标准参数!(详见表)。