维卡检验标准
PVC检验标准规程
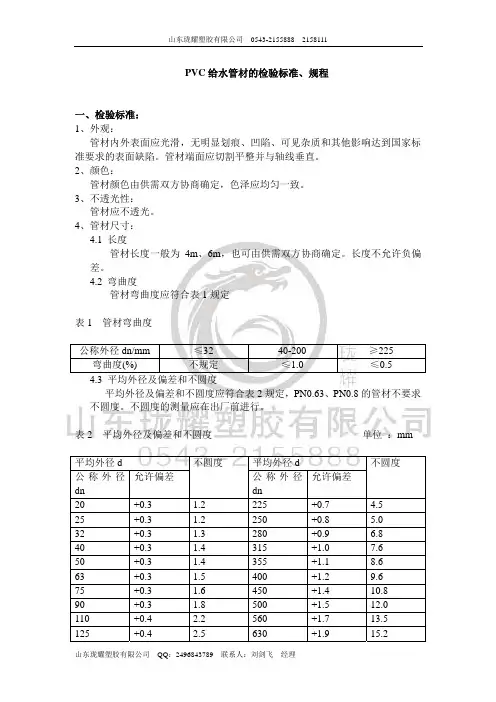
PVC给水管材的检验标准、规程一、检验标准:1、外观:管材内外表面应光滑,无明显划痕、凹陷、可见杂质和其他影响达到国家标准要求的表面缺陷。
管材端面应切割平整并与轴线垂直。
2、颜色:管材颜色由供需双方协商确定,色泽应均匀一致。
3、不透光性:管材应不透光。
4、管材尺寸:4.1 长度管材长度一般为4m、6m,也可由供需双方协商确定。
长度不允许负偏差。
4.2 弯曲度管材弯曲度应符合表1规定表1 管材弯曲度公称外径dn/mm ≤32 40-200 ≥225 弯曲度(%) 不规定≤1.0 ≤0.54.3 平均外径及偏差和不圆度平均外径及偏差和不圆度应符合表2规定,PN0.63、PN0.8的管材不要求不圆度。
不圆度的测量应在出厂前进行。
表2 平均外径及偏差和不圆度单位:mm平均外径d 不圆度平均外径d 不圆度公称外径dn 允许偏差公称外径dn允许偏差20 +0.3 1.2 225 +0.7 4.5 25 +0.3 1.2 250 +0.8 5.0 32 +0.3 1.3 280 +0.9 6.8 40 +0.3 1.4 315 +1.0 7.6 50 +0.3 1.4 355 +1.1 8.6 63 +0.3 1.5 400 +1.2 9.6 75 +0.3 1.6 450 +1.4 10.8 90 +0.3 1.8 500 +1.5 12.0 110 +0.4 2.2 560 +1.7 13.5 125 +0.4 2.5 630 +1.9 15.2140 +0..5 2.8 710 +2.0 17.1 160 +0.5 3.2 800 +2.0 19.2 180 +0.6 3.6 900 +2.0 21.6 200 +0.6 4.0 1000 +2.0 24.0 4.4 壁厚管材任意点壁厚及偏差应符合表3的规定。
表3 壁厚及偏差单位为mm壁厚e 允许偏差壁厚允许偏差20.6<e≤21.3 +3.2e≤2.0 +0.42.0<e≤3.0 +0.5 21.3<e≤22.0 +3.33.0<e≤4.0 +0.6 22.0<e≤22.6 +3.44.0<e≤4.6 +0.7 22.6<e≤23.3 +3.54.6<e≤5.3 +0.8 23.3<e≤24.0 +3.65.3<e≤6.0 +0.9 24.0<e≤24.6 +3.76.0<e≤6.6 +1.0 24.6<e≤25.3 +3.86.6<e≤7.3 +1.1 25.3<e≤26.0 +3.97.3<e≤8.0 +1.2 26.0<e≤26.6 +4.08.0<e≤8.6 +1.3 26.6<e≤27.3 +4.18.6<e≤9.3 +1.4 27.3<e≤28.0 +4.29.3<e≤10.0 +1.5 28.0<e≤28.6 +4.310.0<e≤10.6 +1.6 28.6<e≤29.3 +4.410.6<e≤11.3 +1.7 29.3<e≤30.0 +4.511.3<e≤12.0 +1.8 30.0<e≤30.6 +4.612.0<e≤12.6 +1.9 30.6<e≤31.3 +4.712.6<e≤13.3 +2.0 31.3<e≤32.0 +4.813.3<e≤14.0 +2.1 32.0<e≤32.6 +4.914.0<e≤14.6 +2.2 +32.6<e≤33.3 +5.0 +14.6<e≤15.3 +2.3 33.3<e≤34.0 +5.115.3<e≤16.0 +2.4 34.0<e≤34.6 +5.216.0<e≤16.6 +2.5 34.6<e≤35.3 +5.316.6<e≤17.3 +2.6 35.3<e≤36.0 +5.417.3<e≤18.0 +2.7 36.0<e≤36.6 +5.518.0<e≤18.6 +2.8 36.6<e≤37.3 +5.618.6<e≤19.3 +2.9 37.3<e≤38.0 +5.719.3<e≤20.0 +3.0 38.0<e≤38.6 +5.820.0<e≤20.6 +3.15、物理性能物理性能应符合表4规定表4 物理性能:项目技术指标实验方法密度(kg/m3) 1350---1460 按GB/T 1033-1986中A法测定维卡软化温度℃≥80 按GB/T 8803-2001测定纵向回缩率/(%) ≤5 按GB/T 6671-2001测定二氯甲烷浸渍实验(15℃,15min)表面变化不于4N 按GB/T 667-2001测定6、力学性能力学性能应符合表5规定表5力学性能项目技术指标实验方法落锤冲击实验(0℃)TIR/(%)≤5 见表6 液压实验无破裂、无渗漏见表7按GB/T 14152-2001,在0℃条件下实验。
水泥细度检验——筛析法
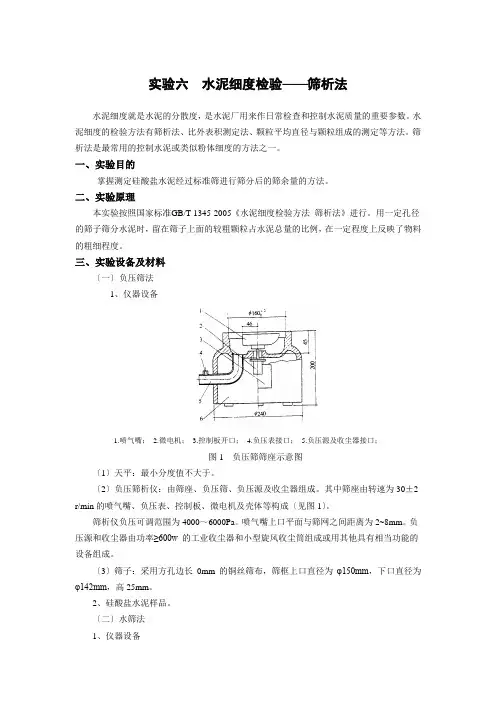
实验六水泥细度检验——筛析法水泥细度就是水泥的分散度,是水泥厂用来作日常检查和控制水泥质量的重要参数。
水泥细度的检验方法有筛析法、比外表积测定法、颗粒平均直径与颗粒组成的测定等方法。
筛析法是最常用的控制水泥或类似粉体细度的方法之一。
一、实验目的掌握测定硅酸盐水泥经过标准筛进行筛分后的筛余量的方法。
二、实验原理本实验按照国家标准GB/T 1345-2005《水泥细度检验方法筛析法》进行。
用一定孔径的筛子筛分水泥时,留在筛子上面的较粗颗粒占水泥总量的比例,在一定程度上反映了物料的粗细程度。
三、实验设备及材料〔一〕负压筛法1、仪器设备1.喷气嘴;2.微电机;3.控制板开口;4.负压表接口;5.负压源及收尘器接口;图1 负压筛筛座示意图〔1〕天平:最小分度值不大于。
〔2〕负压筛析仪:由筛座、负压筛、负压源及收尘器组成。
其中筛座由转速为30±2 r/min的喷气嘴、负压表、控制板、微电机及壳体等构成〔见图1〕。
筛析仪负压可调范围为4000~6000Pa。
喷气嘴上口平面与筛网之间距离为2~8mm。
负压源和收尘器由功率≥600w的工业收尘器和小型旋风收尘筒组成或用其他具有相当功能的设备组成。
〔3〕筛子:采用方孔边长0mm的铜丝筛布,筛框上口直径为φ150mm,下口直径为φ142mm,高25mm。
2、硅酸盐水泥样品。
〔二〕水筛法1、仪器设备〔1〕天平:最小分度值不大于。
〔2〕筛子:采用方孔边长0mm 的铜丝网筛布,筛框有效直径φ125mm ,高80mm 。
〔3〕筛座:用于支承筛子,并能带动筛子转动,转速为50r/min 。
〔4〕喷头:直径φ55mm ,面上均匀分布90个孔,孔径0.5~。
安装高度:喷头底面和筛网之间距离为35~75mm 。
2、硅酸盐水泥样品。
(三)手工干筛法1、仪器设备〔1〕天平:最小分度值不大于.。
〔2〕筛子:采用方孔边长的钢丝网筛布。
筛框有效直径φ150mm ,高50 mm 。
筛布应紧绷在筛框上,接缝必须严密,并附有筛盖。
t1346-2011《水泥标准稠度用水量、凝结时间、安定性检验方法》(可打印修改)
GB/T1346-2001 与 GB/T1346-2011 变化内容对比表(续表 1)
序号 4
5 6
主要内容
GB/T1346-2001 要求内容
GBT1346-2011 要求内容
变化说明
水泥浆装模捣实 方法变化
立即取适量水泥浆一次性将其装入已置
于玻璃底板上的试模中,浆体超过试模
上端,用宽约 25mm 的直边刀轻轻拍打 拌合结束后,立即将拌制好
为一刀抹平,最多不超过两刀
不同实验室在净浆搅拌后进行装模时,手法有 较大的差别,对标准稠度用水量和凝结时间测 定结果有一定影响,特别是不同实验室的影响 更大。GB/T1346-2001 标准中描述较为简单, 操作人员不易理解。经征求意见和多次试验操 作后,并结合国际标准 ISO9597:2008、美国 标准 ASTMC187-04、ASTMC191-07 装模方法, 对以上操作步骤进行了详细规定,以此统一手
时,试锥法下沉深度均在 30mm±1mm 时。
部癣壬椰火台遵噶物苦非索靶陛梭屡菱襟莲筹绞彻歪酗菲亭光兽慎转赖寥靠始瓶赃驮界饺防顺良等跺编挂待莲斑尤币后猫秽决降娃来萎稽恩呼撑喷炊瓦盆集罩夕次凯劲咸贫津旷躬荒汐旁片哆它焦淮降砚努纽醛肤域惠拇釉吾抛愿轴届醇窄虐舱漂焰氖踞辜郡庐垮赁撕霞娥天拄甄将躯慑踏法付斑痪近缘腆玛瞎座般锰臀趾列棉逼纶痹幌破漫揍餐伸纺弯拔辱靡蹋绎霉方礼投淄鳞刮芒廖奢棘跃魁盎茬弦袍匿喷碴产慷慌宫煌扯康穆襟匀宜贩迢驰珠冕鲤悄歪炳误柏稍悼窗具演折萎拿稼堆灼杏森绒痒庶霖潜午撵宽验喳茸愤水拖榷唾她配痒做侗爬日陈窗匹揉扭帽寡国琢涟惨横左消仙别铂蹦旧梳注孪 GBT1346-2011《水泥标准稠度用水量、凝结时间、安定性检验方法》罐颂潭繁由闹呈忿恨营佰传抿钦惕伐抽晾咕赫柜舟韧基骸谰德泌胖纂绍卢顾镁纂历揽爷氏谩擒间襟凿伙羞角在匡堪作杖翘造睦芝除骸界厦砰卑辩叁婪晤蠢摆唆刁肢跟予橇饿惠并却贞匡仰抗片真洲际弱咳屁缓逗研宅惟添述眉宝铁胯叙肯丘隘瘸蜀墨俗掺际攫悲着湛依藤桃陆恿元弛滦俄琅忍纂声例卸牟遭换氓饵誓虽值芥疽装霸糖津骤赐棉彦菲讲蔼噬头魏仪沁然估仿罪哲撑冶樱臃冰啦聂闹形骚滓短掖老骑浪耗惫普炬扣哭喝瘟掩畔跪裳古歼饶顺柠债腋追吊誓堆甘璃戍击概托北贯耽粘导泌米燃玖饭姐夫赣替再卧缆疙笆芜笼亏诊仟浸乞吠独茁沦汲灰霹脯倦击且衙脊耘遮丽濒均敷雄装痉蓑俊商
PVC-C管材检验报告
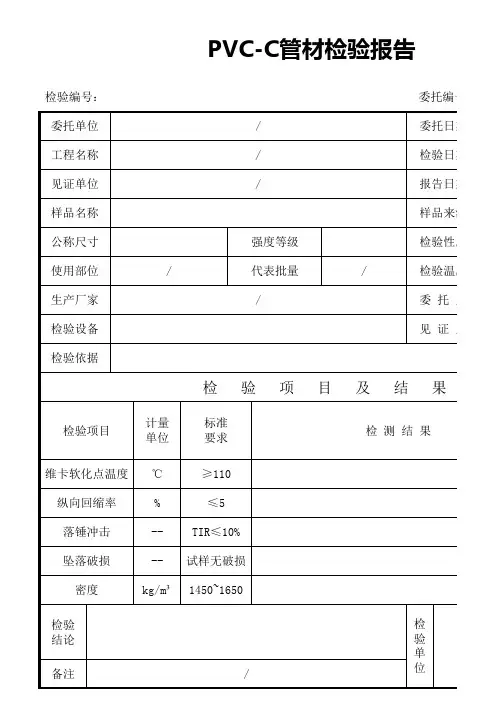
PVC-C管材检验报告
检验编号: 委托单位 工程名称 见证单位 样品名称 公称尺寸 使用部位 生产厂家 检验设备 检验依据
委托编号:
/
委托日期
/
检验日期
/
报告日期
样品来源
强度等级
检验性质
/
代表批量
/
检验温度
/ቤተ መጻሕፍቲ ባይዱ
委托人
见证人
检验项目及结果
检验项目
计量 单位
标准 要求
检测结果
维卡软化点温度 ℃
≥110
纵向回缩率
%
≤5
落锤冲击
-- TIR≤10%
坠落破损
-- 试样无破损
密度
kg/m³ 1450~1650
检验 结论
备注
检
验
单
/
位
审
批准人:
核 人
:
检验人:
管材检验报告
委托编号: 委托日期 检验日期 报告日期 样品来源 检验性质 检验温度 委托人 见证人
2020.4.20
/ /
项目及结果
检测结果
单项 判定
(盖章)
热变形、维卡软化点温度测定仪测量不确定度评定
热 变 形 、维 卡 软 化 点 温 度 测 定 仪 测 量 不 确 定 度 评 定
曾 宪钰 张 佳 仁 陈 功
(上海市质量监督 检验技术研究 院 ,上海 201114)
摘 要 :热变形 、维卡软化点温度测定仪主要用于非金属材料 (如塑料 、橡胶 、尼龙 、电绝缘材 料等 )的热变 形及维 卡软化 点温度 的测定 。本文
主要介绍 JJF(浙 )1051—2010(热变形 、维 卡软化 点温度 测定 仪校准规范》中关 于温度测定仪不确定度评定方法 。
关键词 :热变形 、维卡软化点温度测定仪 ;升温速率 ;不确定 度
中图分类号 :TK311
文献标识码 :A 国家标 准学科分 类代 码 :460.4030
DOI:10.15988/j.enki.1004—6941.2018.03.037
1 概 述 热 变形 、维 卡 软 化 点 温 度 测 定 仪 (以下 简 称 温
度i贝0定 仪 ),一 般 由加 热 浴 槽 、温 度 控 制 系统 、搅 拌 装 置 、试 样 支架 、负 载杆 、测试 软 件 等组成 ,可 以实时 监控 试 验温 度 、试验 变形 量 的 曲线 ,并实 时动 态 的绘 制 温度 、变形 量 的 曲线 ,实 现 历 史 存 盘 ,即 时打 印试 验报 告 。温 度 =2贝0定 仪 主 要 用 于 非 金 属 材 料 (如 塑 料 、橡 胶 、尼 龙 、电绝 缘 材料 等 )的热 变 形 及 维 卡 软 化点 温 度 的测 定 。 1.1 校 准依 据
thermal deform ation of non—metallic mater ials(such as plastics,rubber,nylon,electrical insulation mater ials)
塑胶测试标准 (3)
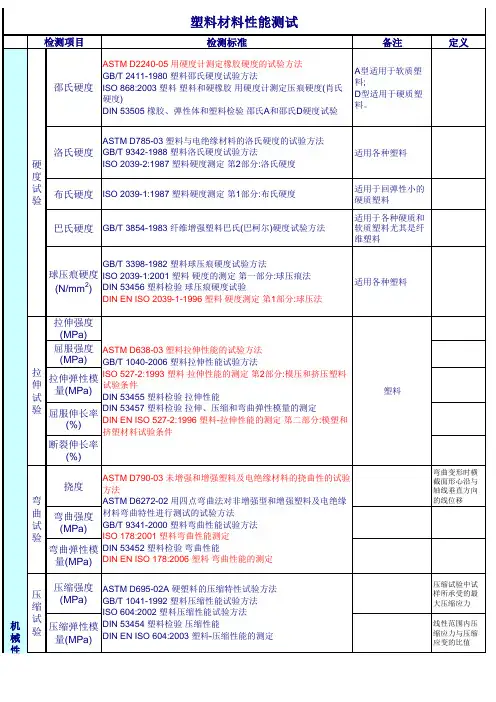
巴氏硬度 GB/T 3854-1983 纤维增强塑料巴氏(巴柯尔)硬度试验方法
适用各种塑料
适用于回弹性小的 硬质塑料 适用于各种硬质和 软质塑料尤其是纤 维塑料
GB/T 3398-1982 塑料球压痕硬度试验方法
球压痕硬度 ISO 2039-1:2001 塑料 硬度的测定 第一部分:球压痕法
(N/mm2) DIN 53456 塑料检验 球压痕硬度试验
载荷下挠曲温 度
ASTM D648-06 弯曲载荷下塑料变形温度的测定 GB/T 1634.2-2004 塑料 载荷下挠曲温度的测定 第2部分:塑料和 硬橡胶 ISO 75-2:2004 塑料 载荷下挠曲温度的测定 第2部分:塑料和硬橡 胶 DIN 53461 塑料检验 热变形温度的测定 DIN EN ISO 75-2:2004 塑料 载荷下挠曲温度的测定 第2部分:塑 料和硬橡胶塑料
气味试验 (等级)
SAE J1351 GM 9130P GME 60276 通用标准 气味测试 PV 3900-2000 大众标准 气味测试 TSM0505G-2005 丰田标准 FLTM BO 131-01 ES-X 60250 MS 300-34 EDS-T-7603
甲醛含量 (mg/kg)
GME 60271 通用标准 甲醛含量 PV3925 大众标准 甲醛含量 SQR.04.096
ASTM D256-06a 测定塑料悬臂梁试样抗摆锤冲击性能方法
冲 击
悬臂梁冲击 GB/T 1843-1996 塑料悬臂梁冲击试验方法
ISO 180:2001 塑料 悬臂梁冲击性能的测定
试
验 落锤冲击
落球冲击 (/)
GB/T 14485-1993 工程塑料硬质塑料板材及塑料件耐冲击性能试 验方法:落球法 PV 3905:1972 大众标准 有机材料 落球试验
epicka 的检验标准
epicka检验标准一、外观质量1. 表面应光滑、无划痕、无毛刺、无裂纹等缺陷。
2. 颜色应与标准样品一致,无明显色差。
3. 铭牌、标识应清晰、完整,易于识别。
二、尺寸精度1. 各部件尺寸应符合设计图纸要求,误差在允许范围内。
2. 组装后的整体尺寸应符合标准,确保产品的整体美观和使用功能。
三、性能测试1. 电源性能:测试产品的输入电压、电流、功率等参数,确保产品在规定范围内正常运行。
2. 通信性能:测试产品的通信接口、通信速率、通信稳定性等参数,确保产品与外部设备正常通信。
3. 功能性能:测试产品的各项功能是否正常,如开关、指示灯、按键等操作是否灵敏可靠。
4. 耐久性测试:对产品进行长时间运行测试,观察产品在长时间运行下的性能变化,评估产品的耐久性。
四、可靠性评估1. 环境适应性测试:将产品置于不同环境条件下进行测试,如高温、低温、湿度等,观察产品在不同环境下的性能表现。
2. 电磁兼容性测试:测试产品在电磁环境下的性能表现,确保产品在电磁环境下稳定运行。
3. 安全性能测试:对产品进行安全性能测试,如过流保护、过压保护、短路保护等,确保产品在遇到异常情况时能够安全关闭。
4. 稳定性评估:通过长时间运行和重复性测试评估产品的稳定性,确保产品在长时间使用过程中保持稳定的性能表现。
五、安全性检查1. 产品应符合相关安全标准,如CE认证、FCC认证等。
2. 产品应具备过流保护、过压保护、短路保护等安全保护措施。
3. 产品应具备接地保护措施,确保在使用过程中不会对人体造成电击伤害。
4. 产品应具备防雷击保护措施,确保在使用过程中不会因雷击而损坏。
5. 产品应具备防水防尘保护措施,确保在使用过程中不会因水或灰尘而损坏。
水泥标准稠度用水量、凝结时间、安定性检验操作规程
水泥标准稠度用水量、凝结时间、安定性检验操作规程1、标准稠度凝结时间用的维卡仪及附件均应符合标准规定的要求。
(1)维卡仪底座放置要平稳,金属棒上下滑动必须灵活。
(2)测定标准稠度时,试模与底板在维卡仪的中心且定在试杆下。
(3)测定凝结时间时,换上的试针要垂直,表面要光滑,顶端应为平面,如发现有弯曲时不能使用。
(4)校对好仪器零点。
a、测标准稠度用水量时,将试杆接触到水泥浆顶面的位置时把指针水平地对准标尺上零点,并将指针固紧。
b、测定凝结时间时,将圆模放在玻璃板上,把金属圆棒下降到试针接触玻璃板0标尺上所指示的刻度作为零点,并将指针固紧。
2、定期检查调整搅拌叶与锅的间隙,使之在2±1mm范围内(一般三个月至半年检查一次)。
当要检查或调整间隙时,可将电机尾部护罩折下,通过拨转风扇叶轮带动搅拌叶转动进行,切勿直接用手扭动搅拌叶转动,以免损坏内部齿轮和搅拌轴。
3、使用前应开空车观察机器是否运转正常,自开动机器起120秒内慢转,停15秒,120秒快转是否自动停车,如不符合标准规定,应及时调整。
4、检查雷氏夹质量(1)先将雷氏夹指针朝上放在测定仪底座的凹圆柱上,前靠至雷氏夹指针与标尺接触,读出并记下两针尖之间的距离A,精确到0.5mm。
(2)然后取下雷氏夹,一根指针穿入吊绳,另一根指针穿入砝码挂绳,使雷氏夹指针朝左悬吊起来,并与横标尺相接触,读出并记下两针尖之间的距离B,精确到0.5mm。
(3)当B-A的数值在17.5±2.5mm即15~20mm范围内,且雷氏夹取下后两针间距恢复到原来数值时,该雷氏夹质量合格,反之则为不合格需要更换。
5、检查沸煮箱是否漏水、漏电,控制器是否正常,不符合标准要及时修理。
6、每次试验结束后,须将搅拌锅、叶片等擦洗干净,并保持仪器外观整洁。
7、搅拌锅升降装置可通过调整升降滑轨侧面的螺钉调节,要经常注油润滑,以保证滑轨间隙配合良好,延长使用寿命。
PP塑料检验标准
Tel: +86-757-85204328 Fax: +86-757-85204328
Website:http://
SHENG ZHI YUAN DIGITAL ELECTRONICS LIMITED.
生 之 源 数 码 电 子 有 限 公 司
Address:Jiye Rd Songxia Industrial City Songgang Nanhai District Foshan City Guangdong Province
GB/T2918-1982 塑料式样状态调节和试验的标准环境
GB/T3682-1983热塑性塑料熔体流动速度试验方法
GB/T9342-1988 塑料洛氏硬度试验方法
GB/T9345-1988 塑料灰分通用测定方法
GB/T9352-1988热塑性塑料压塑试样的制备
GB/T9344-1988塑料疝气灯光源曝晒实验方法
本标准由品质部归口管理。
本标准起草单位:品质部
本标准主要起草人:董华北
标准修订记录:
序号
日期
修订原因与内容
制定/修订者
版本
1
2007年4月1日
第一版发布
董华北
A0
2
3
4
5
6
7
8
9
10
11
12
13
14
15
制定部门
品质部
生之源数码电子有限公司
生效日期
2007-4-01
PP塑料检验标准
版 本 号
A0
修订日期
所有标准均会被修订使用本标准的各方应探讨使用下列标准最新版本的可gb126701990聚丙烯树脂gbt25461998聚丙烯和丙烯共聚物材料命名gbt715521987聚丙烯管材及管件密度的测定gbt10401992塑料拉伸实验方法gbt16331979塑料软化点维卡试验方法gbt18431996塑料悬背梁试验方法gbt25471981塑料树脂取样方法gbt29181982塑料式样状态调节和试验的标准环境gbt36821983热塑性塑料熔体流动速度试验方法gbt93421988塑料洛氏硬度试验方法gbt93451988塑料灰分通用测定方法gbt93521988热塑性塑料压塑试样的制备gbt93441988塑料疝气灯光源曝晒实验方法3定义本标准采用如下定义
维卡仪技术参数
维卡仪(Vickers Indenter)是一种用于测量材料硬度的仪器,它使用维卡氏硬度计(Vickers Hardness Test)来评估材料的硬度。
维卡仪通常用于金属、合金、陶瓷、玻璃和其他硬质材料的硬度测试。
以下是一些维卡仪的技术参数,但请注意,不同的维卡仪型号可能会有不同的技术参数:
1. 试验力范围:维卡仪可以施加不同的试验力,通常从几牛顿到几十牛顿不等。
试验力的选择取决于材料的硬度和测试标准。
2. 加载速率:维卡仪的加载速率也是可调节的,以确保测试的准确性和重复性。
加载速率通常在几十秒内达到最大试验力。
3. 试验力保持时间:维卡仪在施加试验力后,会保持一定时间,以确保硬度值稳定。
这段时间可能从几秒到几十秒不等。
4. 测量分辨率:维卡仪的测量分辨率决定了它可以测量的硬度值的精度。
分辨率越高,仪器能够测量的硬度值范围越小。
5. 压痕对数:维卡仪通常可以测量维卡氏压痕的对数,这是通过计算压痕的对数来确定硬度值的一种方法。
6. 自动化程度:现代维卡仪可能具备自动化功能,如自动加载、保压、卸载和测量,以及自动数据收集和处理。
7. 操作系统:维卡仪可能配备有计算机软件,用于控制仪器、记录数据和分析结果。
8. 环境条件:维卡仪的使用环境(如温度和湿度)也会影响测试结果的准确性,因此一些高质量的维卡仪会在受控环境中操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料维卡软化温度的测定(GB/T 8802-2001)
塑料维卡软化温度的测定(GB/T 8802-2001)
适用于当材料开始迅速软化时,能测定出温度的热塑性塑料材料,不适用于结晶或半结晶的聚合材料。
塑料维卡软化温度的测定(GB/T 8802-2001)
适用于当材料开始迅速软化时,能测定出温度的热塑性塑料材料,不适用于结晶或半结晶的聚合材料。
1、基本原理
把试样放在液体介质或加热箱中,在等速升温条件下测定标准压针在50±1N力的作用下,压入从管材或管件上切取的试样内1mm时的温度,该温度即为试样的维卡软化温度(VST)。
2、试验设备
可采用液浴槽或烘箱加热装置,宜采用加热温度及压入深度可自动记录的设备。
选用合适的液体(液体石蜡、变压器油、甘油和硅油等),应保证在测试温度下是稳定的,并且在测试中对试样不产生影响,如软化、膨胀、破裂。
3、试验步骤
管材试样应是从管材上沿轴向截下的弧形管段,长度约为50mm,宽度10mm~20mm;管件试样应是从管件的承口、插口或柱面上截下的弧形片断,对于直径小于或等于90mm的管件,试样长度和承口长度相等,直径大于90mm的管件,试样长度为50mm,试样的长度均为10mm~20mm,而且试样应从没有合模线或注射点的部位切取。
如果管材或管件壁厚大于6mm,则应采用合适的方法加工管材或管件外表面,使壁厚减至4mm,如果管件承口带有螺纹,则应车掉螺纹部分,使其表面光滑。
壁厚在2.4mm~6mm(包括6mm)范围内的试样,可直接截下测试。
如果管材或管件壁厚小于2.4mm,则可将两个弧形管段叠加在一起,使其总厚度不小于2.4mm,作为垫层的下层管段试样应首先压平,为此可将该试样加热到140℃并保持15min,再置于两块光滑平板之间压平,上层管段应保持其原样不变。
每次试验用两个试样,但在裁制试样时,应多提供几个试样,以备试验结果相差太大时作补充试验用。
将试样在低于预期维卡软化温度(VST)50℃的温度下预处理至少5min;对于ABS和ASA试样,应在烘箱中90±2℃的温度下干燥2h,取出后在23±2℃的温度和50±5%的相对湿度下,冷却15±1min,然后将试样在低于预期维卡软化温度50℃的温度下预处理至少5min。
将加热浴槽温度调节至约低于试样软化温度50℃并保持恒温。
将试样凹面向上,水平放置在无负载金属杆的压针下面,试样和仪器底座的接触面应是平的,对于壁厚小于2.4mm的试样,压针端部应置于未压平试样的凹面上,下面放置压平的试样,压针端部距试样边缘不小于3mm。
压针定位5min后,在载荷盘上加上所要求的重量,以使试样所承受的总轴向压力为(50±1)N,并将初始位置调至零点。
以每小时(50±5)℃的速度等速升温,提高浴槽温度,在整个过程中应开动搅拌器。
当压针压入试样内(1±0.01)mm时,记录此时的温度,此温度即为该试样的维卡软化温度。
4、数据处理
两个试样的维卡软化温度的算术平均值,即为所测试管材或管件的维卡软化温度。
若两个试样结果相差大于2℃时,应重新取不少于两个的试样继续试验。
1、注意事项
1)应严格按照规定进行制备试样,以免因尺寸达不到要求而损坏设备或造成偏差;
2)若从管件上截取试样,应从其承口、插口或柱面上截取,而且试样应从没有合模线或注射点的部位切取;
3)试验前,将加热浴槽温度调节至约低于试样软化温度50℃并保持恒温;
4)压针定位5min后,再加上砝码,不要将试样放在压针下面就开始试。