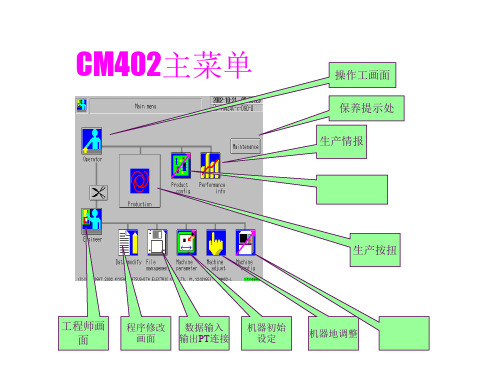
贴片机CM402操作面解
CM402主要问题处理笔记.ppt

NO.25 NO.30错误代码是反应元件外形 尺寸不良。
CM402元件识别通常采用反射识别。 在元件库设定PT200时REF号码没有明确
指明透射识别REF号码。 机器上的REF库中有详细的说明。
PT200 提供的REF 号码是范围
187是透过 识别。
生产元件识别不良的解决方法
此处为机器上REF库 机器上的REF对51以后的REF号
原因是,如果此元件pickup position设定数值,那么此元 件的吸着位置自动校正功能 就会自动关闭。
Z(M)设定数值对此功能无影 响。
对元件识别后画面的自动储存。(识别过和识别不过画 面同时记录)
选择RECOG UNIT MAINT
选择FOR ADJ 此功能需用 SERVICE KEY
CM402吸着位置自动校正
选择此项进 行功能设定
CM402吸着位置自动校正
打开此选项 进行功能设定
在PICK UP LEARNING FEED BACK 设定为USE
使用此功能的注意事项 (CM402吸着位置自动校正)
机器选择在生产中吸着位置 根据元件识别时得出的偏移 补整量,进行自动吸着位置 补正的功能。在CHIP DATA 的PICK UP position中不可设 定任何数值。
进行此功能的设定,一定要用SERVICE KEY才可进行。 CM402识别画面自动记录数量是1048个画面。
进行ERROR SCRN选择
DISP OLINE—DATA LINE:599/599
NUM 253 ANS:43(11) L:1.600 W:0.800 A:-0.002 B:-0.112
REF:51 C+:1 +:145 H:1 PUT—1 CH:F+ SQ:1 SP1 LMP37
九松CM402L主操作面

PCB RECOG CAMERA XY ORIGN OFFSET
具体数值检测
移动到基准 MARK处
照相机角度 校正 XY原点校正
标准值<0.02,调整 CAMERAθ角度
Z AXIS ORIGIN OFFSET(高度) OFFSET(高度 高度)
全部NOZZLE 一起校正,需同 时安装8个130 吸嘴
X Y上下夹紧
NOZZLE 下降
RECOG UNIT MAINTENANCE
识别不 良画面
RING LOAD INFORMATION
当前电压 及温度
MACHINE CONFIGURATION MENU
AGING模式 设定 机器时间 设定 NG NOZZLE 设定 背景灯光 设定 操作权限 设定
BAD NOZZLE
NG NOZZLE
ADJUSTMENT SWITCH
清除设定(贴片模式)
CUSTOMIZING OPERATOR MODE
如果选中在操作员平台此功能隐藏
当选中时该 拼板跳跃
坏板记号坐标,当识 别不通时该板跳跃
MOUNT DATA
选择贴装HEAD
PRODUCTION DATA TEACH
PCB MARK TEACHING 贴装点 TEACHING
坏板MARK TEACHING
元件 TEACHING
吸着点TEACHING
PICK POSITION LEARNING
九松CM402L主操作面 九松CM402L主操作面
生产条件设定 生产情报
操作员平台
工程师平台 机器其他 控制
程序编辑
数据输入,输出
机器初期设定值,及 CALIBRATION
贴片机CM402操作说明 ppt课件

高速贴片机CM402/CM401
操作說明
1
主畫面
此畫面為CM402主畫面,分為 Operator,Engineer,Service三個 lever,Production為進入生 產,Product config為生產前狀態確 認,Performance info為生產情 報,Data modify為生產資料,File management為檔案管理,Machine parameter為機器參數設 定,Machine adjust為機器調 整,Machine config為機器狀態
3
頂pin更換
按Pin change start將 pin的底 座升起取出,待插好pin後放回 底座並按Pin change complete
台車更換
按Gang change start, x,y 軸 移到中間,將cover打開,再按下 Feeder base up則台車升起, 待完全升起後,將台車拉出,拔 掉連接插頭
15
PCB 辨識
按Teach start 即會傳入 pcb並開始辨識
辨識完成後按 Recognition完成後在按 Complete,保存数据.
16
零件辨識
選擇要辨識的零件進行 資料修正
選擇吸料的頭,辨識方向, 速度
17
零件資料
修正零件外型及吸料位 置
選擇零件適用的REF code
18
零件辨識
此資料包括基版資料,料 架排列,聯版資料,mark資 料,吸嘴資料,裝著資料,生 產模式,nozzle station資 料,吸嘴資料庫,料架資料 庫,辨識資料庫,資料檢查 及生產資料校正
7
基版資料
寫入基板的長,寬,厚,定位,原 點offset ,bad mark位置及之 前已裝著零件最高度
CM402操作指导书

4.2.9.选择”Shtr Close”键
4.2.10.其它三站依照4.2.3.之步骤更换吸嘴
4.3 Nozzle Change(更换吸嘴二)
4.3.1.选择”Product config”键
进入生产设定画面
4.3.2.选择”Nozzle arrangement”键吸嘴准备工作
4.2.3.选择TBL1, TBL2, TBL3, TBL4四站之一站
4.2.4.选择”Shtr Open”键
这时机器会置放吸嘴的吸嘴盒会打开
4.2.5.将机台” SERVO ”转至OFF(O)的位置
4.2.6.将吸嘴依照位置放置至吸嘴盒中
4.2.7.吸嘴放置完成,人员确认NOZZLE是否正确定位, 检查外围是否有杂物,人员离开机台。
5.2
Feeder备料
6
Barcode对料系统
6.1
对料原理
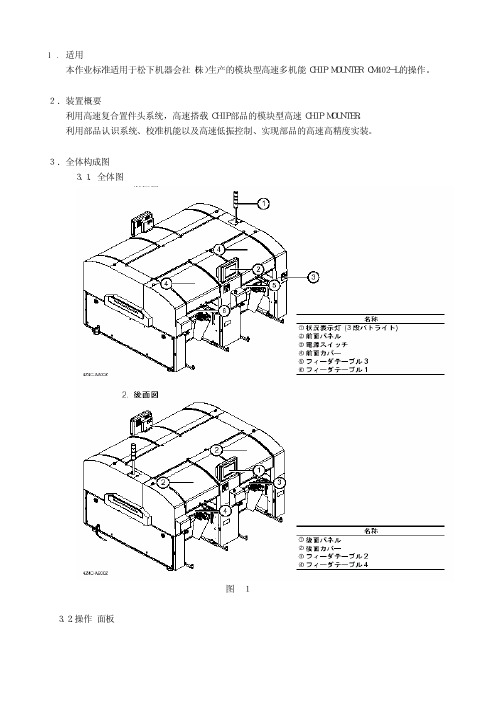
1.机器外观
1.1外部图
1.信号指示灯
2.正面操作面板
包含:触摸式面板、操作按钮、
系统伺服马达开关
3.电源开关
4.正面安全盖
5.供料器置放区BF
6.供料器置放区AF
机台操作正面介绍
1.背面操作面板
包含:触摸式面板、操作按钮、
系统伺服马达开关
注意事项:
4.4.11.1.台车时推至机台外勿撞到机台及SENSOR固定座
4.4.11.2.勿拉扯到电源线
4.4.12.将电源连结线连接至
机台
注意事项:检查电源连结线
接头是否固定OK有无松动
4.4.13.按+Feeder base up键
动作说明:台车升起
贴片机CM402操作面解
M/C PRMTR HEATCALIBRATE MARK
• 机器自行通过CAAMERA检测机 器在每次一个程序生产完后 机器热变形后的误差. • 此记录的是机器在初始处设 定机器自行找定的标准值.每 次生产时都以此值进行对造 自动进行当前机器状况的 OFFSET值的修改.
上海松下
16
CP/CPK的调整
• 用鼠标点亮BLOCK坐 标 • 此处可进行拼板方向 位置地修改. • 选按DATA SELECT进行 生产.
选择实装头部条件实装
• • • • 选按HEADS 选择实装头部 按回车进行实装生产 注:在选此功能时确定 元件地位置,和贴装情 况,以防贴错.
贴装点地条件实装
• 选择某一贴装点进行 选择性贴装. • 可通过元件名或元件 编号或客户自编名进 行查找.
• • • • • 三号头装上治具 治具是白面治具 每个头做一次. 注:治具表面应擦干净 检测数据机器自动记录到M/C PRMTR MUNE---LIGHING INTENSITY--REAR SIDE--(REAR SIDE LAMP3 --SHADOW=检测后LAMP LEVEL+10 ) FRONTSIDE (LAMP3----SHADOW== 检测后 LAMP LEVEEL +10 )
M/C PRMTR TEACH CHPI RECOG CAMERA
• • • • • • • • 拆下全部的吸嘴 先拆下三号吸嘴的HOLD装上治具.注:弹簧一定要装上去. ⊙±0.05MM CAMERA ANGLE TEACH---RECOG POSN TEACH---机器提示治具换位. 在进行RECOG POSN TEACH时出现识别错误,原因主要是照明亮度.在LIGHTING INTENSITY进行 LAMP亮度调整. 三号吸嘴的检查结果⊙±0.05MM 别的吸嘴的检查都一三号吸嘴为基准,别的吸嘴的⊙误差不定. 三号吸嘴按步骤全做.六号吸嘴按RUN.5,1.2.4.7.8吸嘴NOZZLE ANGLORG OFFSET---JIG SETTING.
SMT松下贴片机CM402操作机台说明书介绍
4.2.电源投入
4.2.1 电源开关返回ON。(图10)
4.2.2 如图10,3 分钟左右主菜单的初期画面启动
各操作不用功能键,用触摸画面来完成。
OF
ON
电源开关(图 1 0 )
图11
功能
操作员 工程员 生产 生产设定
生产情報
表示操作员模式 从操作员模式切换到工程员模式 (需要输入密码) 开始自动运转 必要项目确认后、使用
对生产确认必要的设定和动作
显示自动运转中得到的情报 (对确认生产状况有效)
数据修正
生产数据的編集和 TEACH
5.4.6 SERVO ON。
5.4.7 点击操作面板的 SHUTTER 闭键。
UNLOCK开关+
5.4.8 点击下功能键的
返回键、返回主菜单。
5.5.异形 HEAD 吸嘴确认 5.5.1 点击主菜单「生产设定」、出现生产设定菜单
5.5.2 点击吸嘴设定。
E . 按 shuttle 开,取出吸嘴.
F、吸嘴拆卸动作结束后、点击下功能键的 键,返回主菜单
返回
5.1.2 异形吸嘴 A、点击主菜单的[工程」键、出现密码输入界面。
?
?
5.2.确认生产数据
4.1.4 切割 TAPE BOX的清扫(图8)。
4.1.5 非常停止开关的解除(图9)。
1)伺服? OFF 确认(图 5)
2)? ? ? 异物确认(图 6)
3)CHIP 品废弃BOX的清扫(图 7)
4)剩余 TAPE BOX 的清扫(图 8)
5)非常停止开关的解除(图 9)
5.3.3 按住操作面板的UNLOCK键、 点击「下受 PIN 交换开始」。 5.3.4 传送带会自动的变宽,变成下部 BLOCK 上升、下
CM402 机械调整2

BracketBearing1平面Shaft单元11 22支架Block荷重控制器Sensor Dog备注注意点3. Chip recoy cameraθaxis OriginOffset (Parts Camera 角度补正需要使用专用JIG 。
将JIG 置于3号Head 上进行测定。
JIG No:FM-07249. 对机器的精度进行测定。
在测定之前先进行机器预热,Aging 方式工作30分钟。
1. PCB recog camera Xyaxis OriginOffset需要将PCB Camera 角度调整至0.02以内。
2. Z Axis origin offset (Z 轴的高度补正)使用1003吸嘴进行测量。
8. 进行Head (Z T )axis 的版本升级Machine Parameter-->Machine mainte-->Machine information选择Head (Z Θ)axis--〉Update Start图例作业步骤 本为0.95。
(A Stage 使用多功能头)作业项目多功能Head Unit 的改造所需工具内六角棒所需量具所需治具FM-0724FM-1074FM-1136备注注意点作业项目多功能Head Unit 的改造所需工具内六角棒所需量具所需治具图例作业步骤 在theta 回原点后,检查吸嘴定位爪在左侧,否则theta 回转需要使用专用JIG 。
吸嘴置于3号Head 上。
7. Load Head (贴装的荷重测量)JIG 置于3号Head 上。
5. Light intensity (Part Camera LED 灯光测定)180度后进行下一步精度测定。
4. PCB positioning Mount height (PCB 位置和贴装高度检测)a.点击Load Head 菜单。
b.进行工作台选择、JIG 的放置。
将治具放入测量的工作台。
治具电源借用台车Feeder 电源。
CM402设备精度调整(DOC 65页)
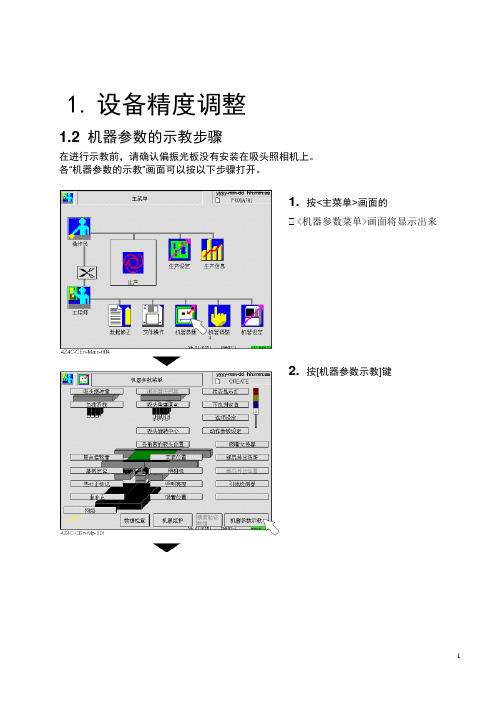
1.设备精度调整1.2 机器参数的示教步骤在进行示教前,请确认偏振光板没有安装在吸头照相机上。
各“机器参数的示教”画面可以按以下步骤打开。
1. 按<主菜单>画面的<机器参数菜单>画面将显示出来2. 按[机器参数示教]键3. 按操作面板的<机器参数的示教菜单>画面将显示出来4. 按进行示教的参数键此处举一个例子,按[基板识别照相机XY 轴原点偏移量]键5. 选择进行示教的工作台6. 按照画面的提示,开始机器参数的示教1.2.1 基板识别照相机·XY 轴原点偏移量1. 按[基板识别照相机XY 轴原点偏移量]键2. 选择示教工作台3. 按操作面板的+ [固定标志位置移动]键吸头照相机将移动到标记位置4. 按操作面板的+ [照相机角度示教]+ [XY 轴原点偏移量照相机倍率示教]键。
重复步骤2. ~ 5 的操作,在其它工作台上也要进行同样的操作。
6. 按功能键。
回到<机器参数示教菜单>画面1.2.2 Z 轴原点偏移量A) 高速吸头(8 个吸嘴) 时A)在使用8 根130 号吸嘴时(整体示教)1. 按[Z 轴原点偏移量]键2. 选择示教工作台3. 按操作面板的+ [原点复归]键5. 将伺服开关置于OFF状态6. 打开安全盖7. 在整个吸嘴位置上安装130 号吸嘴8. 关闭安全盖9. 将伺服开关置于ON 状态11. 按操作面板的+ [卸下夹具]键12. 将伺服开关置于OFF 状态13. 打开安全盖14. 取下吸嘴15. 关闭安全盖16. 将伺服开关置于ON 状态重复步骤2. ~ 16.的操作,在其它工作台上也要进行同样的操作18. 按操作面板的+ [执行]键B) 使用1 根130 号吸嘴时(每个吸嘴的示教)1. 按[Z 轴原点偏移量]键2. 选择示教工作台3. 按[每个吸嘴]键4. 按操作面板的+ [原点复归]键5. 按操作面板的+ [量具设置]键7. 打开安全盖8. 在画面所显示的吸嘴位置上安装130 号吸嘴9. 关闭安全盖10. 将伺服开关置于ON 状态11. 按操作面板的+ [高度原点示教]键12. 重复步骤5. ~ 11.的操作,在吸嘴位置2到吸嘴位置8 之间进行示教13. 按操作面板的+ [卸下夹具]键14. 将伺服开关置于OFF 状态15. 打开安全盖16. 取下吸嘴17. 关闭安全盖18. 将伺服开关置于ON 状态重复步骤2. ~ 18.的操作,在其它工作台上也要进行同样的操作19. 按功能键20. 按操作面板的+ [执行]键吸头移向原点位置B) 多功能吸头(3 个吸嘴)时A) 使用3 根1003 号吸嘴时(整体示教)1. 按[Z 轴原点偏移量]键。