后钢板弹簧吊耳工艺过程卡(铸件)
后钢板弹簧吊耳工艺过程卡片

专用夹具
游标卡尺
0.51
7
铣端面
铣 孔的外侧面(见工艺附图4);
立式铣床
X51
高速钢三面刃铣刀
Ф75
专用夹具
游标卡尺
0.51
8
钻,扩,铰孔,并加工倒角
钻,扩,铰φ30mm孔,并加工倒角1.5×45°:
①钻孔,留余量至φ28 ;
②扩孔,留余量至φ29.8 ;
③粗铰孔,留余量至φ29.93 ;
④精铰孔,留余量至φ30 ;
⑤加工倒角1.5×45°;(见工艺附图5)
立式钻床
Z535
麻花钻,扩孔钻,铰刀
Ф28
φ30
专用夹具
卡尺,塞规
1.58
9
钻孔
钻2×φ10.5mm孔:
钻孔,留余量至φ10.5mm;
(见工艺附图6)
立式钻床
Z535
麻花钻
φ10.5
专用夹具
卡尺,塞规
1.08
10
铣槽
铣宽为4mm的开口槽(见工艺附图7)
立式铣床
②钻孔,留余量至φ35 ;
③扩孔,留,留余量至φ37 ;
⑥加工倒角1.5×30°;(见工艺附图2)
立式钻床
Z535
麻花钻,扩孔钻,铰刀
φ35
φ37
专用夹具
卡尺,塞规
2.87
6
铣端面
铣 孔的内侧面(见工艺附图3);
立式铣床
X51
高速钢三面刃铣刀
后钢板弹簧吊耳
机械加工工艺过程卡片
KCSJ-11
零(部)件图号
KCSJ-11
共1页
后钢板弹簧吊耳
零(部)件名称
后钢板弹簧吊耳
后钢板弹簧吊耳机械制造工艺课程设计工序卡片及工艺卡片

171717机械加工工序卡片产品型号零件图号831010产品名称零件名称后钢板弹簧吊耳共7页第1页车间工序号工序名材料牌机30 粗铣、精铣35毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数专用组合铣床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 粗精铣∅60mm两外端面,保证两外端面粗糙度专用铣夹具,高速刚圆柱形铣刀169 33.4 0.08 3 1 2.3 0.51底图号 6.3,两外端面间距为76mm装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期17机械加工工序卡片产品型号零件图号831010产品名称零件名称后钢板弹簧吊耳共7页第2页车间工序号工序名材料牌机40 钻、扩、铰35毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数专用组合钻床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 钻孔到Ø35mm,扩孔到Ø36.8mm,铰孔到专用钻夹具,麻花钻扩孔钻绞刀 150o锪钻233 25.6 0.45 1.25 1 0.94 0.54底图号Ø37mm,保证尺寸Ø37mm, 倒角1.5X30 ,保证内孔端面粗糙度1.6装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期17机械加工工序卡片产品型号零件图号831010产品名称零件名称后钢板弹簧吊耳共7页第3页车间工序号工序名材料牌机50 粗铣35毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数专用组合铣床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 粗铣R24两内侧面,保证尺寸77MM, 保证专用铣夹具,高速刚圆柱形铣刀169 1.5 0.08 1.5 1 2.3 0.51底图号两内侧端面粗糙度12.5装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期17机械加工工序卡片产品型号零件图号831010产品名称零件名称后钢板弹簧吊耳共7页第4页车间工序号工序名材料牌机60 粗铣35毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数专用组合铣床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 粗铣R24孔两外侧面,保证两外端面粗糙专用铣夹具,高速刚圆柱形铣刀169 1.5 0.08 1.5 1 2.3 0.51底图号度50装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期17机械加工工序卡片产品型号零件图号831010产品名称零件名称后钢板弹簧吊耳共7页第5页车间工序号工序名材料牌机70 钻、扩、铰35毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数专用组合钻床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 钻孔到Ø28mm,扩孔到Ø29.8mm,铰孔到专用钻夹具,麻花钻扩孔钻绞刀 90o锪钻233 20.4 0.32 1.25 1 0.86 0.54底图号Ø30mm,保证尺寸Ø30mm, 倒角1X45 ,保证两外端面粗糙度6.3装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期17机械加工工序卡片产品型号零件图号831010产品名称零件名称后钢板弹簧吊耳共7页第6页车间工序号工序名材料牌机80 钻、扩、铰35毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数专用组合钻床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 钻孔到Ø9mm, 扩孔到Ø10.5mm,保证两内专用钻夹具,麻花钻扩孔钻233 20.4 0.32 1.25 1 0.86 0.54底图号孔端面粗度12.5装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期17机械加工工序卡片产品型号零件图号831010产品名称零件名称后钢板弹簧吊耳共7页第7页车间工序号工序名材料牌机90 粗铣35毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数专用组合铣床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 粗铣宽度为4mm的开口槽,保证两端面粗专用铣夹具,高速刚锯片铣刀169 1.5 0.08 1.5 1 2.3 0.51底图号度50装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期17。
后钢板弹簧吊耳工艺过程卡

35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
差不多工时
1
2
3
指导老师
第页
共10页
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
差不多工时
1
粗铣 孔左外侧面
端铣刀
380
59.7
0.48
2
1
0.51
2
粗铣 孔右外侧面
端铣刀
380
工序名称
钻-扩 孔
工序号
60
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
后钢板弹簧吊耳工艺设计说明书(附工艺卡)

【课程设计说明书】[附工艺卡片]班号:0351001学生姓名:***指导老师:杨志兵贺鸣目录一、零件的工艺分析及生产类型的确定1.零件的作用 (2)2.零件的工艺分析 (2)3.零件的生产类型 (2)二、选择毛坯、确定毛坯尺寸1.选择毛坯 (3)2.确定机械加工余量、毛坯尺寸和公差 (3)3.确定机械加工余量 (3)4.确定毛坯尺寸和尺寸公差 (4)三、选择加工方法、制定工艺路线1. 定位基准的选择 (4)2. 零件表面加工方法的选择 (4)3. 制定工艺路线 (5)四、工序设计1.机床设备的选用 (7)2.工艺装备的选用 (7)五、确定切削用量及基本时间工序1:“粗铣φ37孔的两φ60端面至78” (7)工序2:“粗铣两φ30孔内侧端面距离至75” (8)工序3:“精铣两φ30孔内侧端面距离至〖77〗_0^(+0.07)” (9)工序4:“粗铣两φ30孔外侧端面与内侧端面距离至22” (11)工序5:“半精铣φ37孔的两φ60端面至〖76〗_(-0.6)^(-0.2)” (12)工序6:“钻φ20孔 (13)工序7:“扩钻φ35孔” (14)工序8:“扩φ35孔至φ36.75” (15)工序9:“铰φ36.75孔至φ〖37〗_0^(+0.05)” (16)工序10:“钻φ15孔” (17)工序11:“钻φ28孔” (18)工序12:“扩φ28孔至φ29.93” (19)工序13:“铰φ29.93孔至φ〖30〗_0^(+0.05)” (20)工序14:“钻φ10.5孔” (21)工序15:“粗铣4mm开口槽” (22)附录工序卡课程设计题目:“板簧吊耳”零件工艺设计一、零件的工艺分析及生产类型的确定1.零件的作用后钢板弹簧吊耳的主要作用是在汽车载重之后,使得钢板能够自由延伸、伸展,起到正常的缓冲作用,故弹簧吊耳的加工质量会影响汽车的使用性能和寿命。
吊耳的作用包括减震功能、阻尼缓冲功能以及导向功能。
后钢板弹簧吊耳加工工艺及夹具设计
1 后钢板弹簧吊耳加工工艺规程设计1.1零件的分析1.1.1零件的作用后钢板弹簧吊耳,一般分为前后吊耳两种,前吊耳是用于固定钢板与后桥定位,只能转动,不能移动,需要经常加注黄油或更换胶套。
后吊耳则可以向后移动或延伸,一般大货车后吊耳是固定的,只是钢板延伸,小车则是活动吊耳,钢板与吊耳同时活动,主要作用于载重后,使其钢板能够得到延伸、伸展,能有正常的缓冲作用。
因此汽车后钢板弹簧吊耳零件的加工质量会影响汽车的工作精度、使用性能和使用寿命。
题目给出的零件是CA10B解放牌汽车后钢板弹簧吊耳。
汽车后钢板弹簧吊耳主要作用是减震功能、阻尼缓冲部分功能、导向功能。
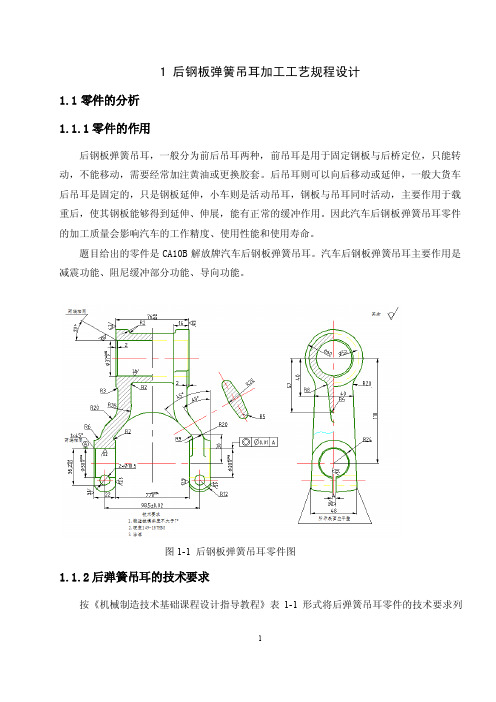
图1-1 后钢板弹簧吊耳零件图1.1.2后弹簧吊耳的技术要求按《机械制造技术基础课程设计指导教程》表1-1形式将后弹簧吊耳零件的技术要求列于下表2-1中:表1-1 后弹簧吊耳零件的技术要求表加工表面 尺寸及技术要求 公差及精度等级表面粗糙度Ra/m μ 形位公差/mmmm 60φ两外圆端面mm2.06.076-- IT12 6.3mm 05.0037+φ孔mm 05.0030+IT8 1.6 R24内侧面 54mm IT12 12.5 R24外侧面54mmIT13 50mm 045.0030+φ孔mm 045.0030+IT8 1.6 ◎ φ0.01 Amm 5.10φ孔 mm 5.10IT12 12.5 开口槽4mmIT13501.1.3后钢板弹簧吊耳的工艺分析由后钢板弹簧吊耳零件图知可将其分为两组加工表面。
它们相互间有一定的位置要求。
现分析如下:(1)以60mm φ两外圆端面为主要加工表面的加工面。
这一组加工表面包括:。
60mm φ两外圆端面的铣削,加工mm 05.0037φ的孔,其中60mm φ两外圆端面表面粗糙度要求为 6.3Ra m μ,mm 05.0037φ的孔表面粗糙度要求为 1.6Ra m μ(2)以mm 045.0030φ孔为主要加工表面的加工面。
CA10B解放牌汽车后钢板弹簧吊耳修正版JXB102工艺过程卡

CA10B解放牌汽车后钢板弹簧吊耳修正版JXB102工艺过程卡工艺名称:CA10B解放牌汽车后钢板弹簧吊耳修正版工艺编号:JXB102工艺说明:工艺设备:1.板材切割机:用于将原材料切割成所需尺寸;2.汽车后钢板冲床:用于冲压吊耳的形状;3.弯曲机:用于将冲床冲压出的吊耳进行弯曲;4.焊接设备:用于将吊耳与弹簧连接。
工艺步骤:1.材料准备:选择材质为CA10B解放牌汽车后钢板,并根据设计要求切割成所需尺寸。
2.吊耳冲压:将切割好的钢板放入汽车后钢板冲床中,根据设计图纸,将吊耳形状冲出。
3.吊耳弯曲:将冲压出的吊耳放入弯曲机中,按照设计要求进行弯曲,使其适应弹簧的连接需求。
4.焊接:将弯曲好的吊耳与弹簧进行焊接,确保吊耳与弹簧之间的连接牢固可靠。
5.检查和修正:检查焊接质量和连接牢固度,如有问题,进行修正。
6.除锈和防腐处理:对焊接部位进行除锈和防腐处理,确保吊耳的耐久性和使用寿命。
7.表面处理:对吊耳进行表面处理,如喷点。
8.检验和包装:对已加工完成的吊耳进行检验,符合标准要求后进行包装。
工艺注意事项:1.在冲床冲压吊耳时,要根据设计图纸和要求,确保吊耳的形状和尺寸准确无误。
2.在吊耳弯曲时,要根据设计要求和弹簧的连接需求,确保弯曲角度和弯曲位置正确。
3.在焊接过程中,要注意焊接质量和焊接位置,确保吊耳与弹簧的连接牢固可靠。
4.在除锈和防腐处理时,要选择合适的材料和处理方法,确保吊耳的耐久性和使用寿命。
5.在检验和包装时,要严格按照标准要求进行检验和包装,确保产品质量。
工艺流程示意图:```材料准备-->吊耳冲压-->吊耳弯曲-->焊接-->检查和修正-->除锈和防腐处理-->表面处理-->检验和包装```总结:通过以上工艺步骤和注意事项,可以实现CA10B解放牌汽车后钢板弹簧吊耳修正版的加工和安装。
该工艺能够确保吊耳牢固可靠,并满足汽车弹簧的使用要求,提高产品质量和性能。
汽车后钢板弹簧吊耳的加工工艺流程

汽车后钢板弹簧吊耳的加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, suchas educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!汽车后钢板弹簧吊耳的加工工艺流程汽车后钢板弹簧吊耳的加工工艺流程是汽车制造过程中关键的一环。
(整理)解放牌汽车CA10B工艺卡片后钢板弹簧吊耳零件

专用夹具
立式钻床
Z525
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
钻 孔
麻花钻
195
15.3
0.25
20
1.64
2
扩 孔
扩孔钻
68
7.9
0.57
15
0.72
3
扩孔
扩孔钻
68
8.26
0.72
1.7
0.57
4
精镗孔
镗刀
860
100
0.1
0.2
0.33
5
细镗孔至
镗刀
860
100
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
XA5032
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
以 孔左端面为基准,粗铣右端面
硬质合金端铣刀
3பைடு நூலகம்5
117.75
0.9
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
终检
2
3
指导老师
第9页
共10页
机械加工工序卡片
工序名称
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
545
16.2
0.36
0.85
1
0.52
2
扩
扩孔钻
960
26
0.28
1.0
1
0.4
3
(以 孔内侧面定位)
指导老师
第 页
共 10 页
机械加工工序卡片
工序名称
粗铣 开口槽
工序号
70
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
钻 孔
麻花钻
210
18.5
0.32
2
0.67
2
扩 孔
扩孔钻
725
67.8
0.6
1.8
0.07
3
粗铰 孔
铰刀
725
68.3
1.2
0.2
0.05
4
精铰 孔
铰刀
725
68.3
1.2
0.2
0.05
5
倒角
锪钻
(以 孔和其两外圆端面定位)
指导老师
第 页
共 10 页
机械加工工序卡片
工序名称
钻-扩 孔
工序号
60
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
钻床
Z525
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
钻 孔
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
2
3
指导老师
第 页
共 10 页
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
钻 孔
麻花钻
233
25.6
0.4
1.25
0.94
2
扩 孔
扩孔钻
490
56.6
0.8
1.75
0.21
3
粗铰 孔
铰刀
590
68.5
1.5
0.15
0.11
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步工步内容工Fra bibliotek装备主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
去毛刺
2
3
指导老师
第 页
共 10 页
机械加工工序卡片
工序名称
终检
工序号
90
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
40
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
粗铣 孔左外侧面
端铣刀
380
59.7
0.48
2
1
0.51
2
粗铣 孔右外侧面
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
终检
2
3
指导老师
第 页
共 10 页
机械加工工序卡片
工序名称
工序号
100
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
端铣刀
380
59.7
0.48
2
1
0.51
3
(以 孔内侧面定位)
指导老师
第 页
共 10 页
机械加工工序卡片
工序名称
钻-扩-铰 孔
工序号
50
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
后钢板弹簧吊耳工序卡片
机械加工工序卡片
工序名称
粗铣 孔外圆端面
工序号
10
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
4
精铰 孔
铰刀
590
68.5
1.5
0.15
0.11
5
倒角
锪钻
(以 孔两外圆端面定位)
指导老师
第 页
共 10 页
机械加工工序卡片
工序名称
粗铣 孔内侧面
工序号
30
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
35钢
149~187HBS
模锻造
4kg
设备
夹具
辅助工具
名称
1
以 孔左端面为基准,粗铣右端面
端铣刀
210
41.5
0.48
2
1
0.92
2
以 孔右端面为基准,粗铣左端面
端铣刀
210
41.5
0.48
2
1
0.92
指导老师
第 页
共 10 页
机械加工工序卡片
工序名称
钻-扩-铰 孔
工序号
20
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
1
材料
毛坯
牌号
硬度
型式
重量
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
粗铣宽度为 的考口槽
槽铣刀
725
182.1
1.6
22
0.05
2
3
指导老师
第 页
共 10 页
机械加工工序卡片
工序名称
去毛刺
工序号
80
零件名称
后钢板弹簧吊耳
零件号
零件重量
2.6kg
同时加工件数
型号
专用夹具
立式铣床
X51
工步
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
基本工时
1
粗铣 孔左内侧面
端铣刀
380
59.7
0.48
2
1
0.51
2
粗铣 孔右内侧面
端铣刀
380
59.7
0.48
2
1
0.51
(以 孔两外圆端面定位)