经典金相图片精解-渗碳和碳氮共渗金相级别
渗碳淬火组织评级
生产过程中酸洗法进行磨削烧伤的控制,当出现争议时可再用金相组织 法进行最终的判断
30g/L的硝酸水溶液
酸洗法介绍
溶液配比: 配好三种溶液 1、30g/L 的硝酸水溶液 2、50g/L 的盐酸酒精溶液 3、 50g/L 的氢氧化钠水溶液
酸洗法介绍
• 在酸洗前一定要用酒精或洗洁精去处零件表面的 油污和脏物,并用清水冲洗,确保零件表面非常
干净,这个清洗步骤非常重要,零件表面清洗不 干净会引起误判。
• 根据清水冲洗
水溶液
干净
50g/L 的盐酸 25秒 清水冲洗
酒精溶液
干净
吹干
清水冲洗 30秒 50g/L 的氢氧
况确定;常啮合齿轮1-5级,换档齿轮1-4级。
碳化物评级图
钢件渗碳金相检验
抛光态下的内氧化
腐蚀态下的内氧化
钢件渗碳金相检验
• 非马氏体组织:渗碳淬火件表面层中经常出现连续或不连续的 网状或块状黑色组织,主要由于内氧化而贫合金化元素导致形 成屈氏体类组织,一般规定不超过0.02mm.
• 减少非马氏体组织的措施: • 1)尽可能用低碳烃和高纯度气体做制备渗碳气体的原料气; • 2)尽可能选用含Cr、Ti、V、B元素的钢; • 3)从工艺和设备上采取措施,保证炉气不受空气污染; • 4)尽可能采用快速的淬火冷却介质和冷却方式。
钢件渗碳金相检验
钢件渗碳金相检验
钢件渗碳金相检验
• 适用于渗碳淬硬层有效深度大于0.3mm的汽车齿轮。 • 放大倍数:400X • 检验部位: 同芯部硬度 • 铁素体:1-3级
实验十三 渗层的组织观察与检验
实验十三渗层的组织观察与检验(验证性)一、实验目的及要求1.掌握渗碳层、碳氮共渗层、氮化层、渗硼层组织的检验和评级方法。
2.正确使用金相标准进行评级。
二、实验原理为了提高某些机械零件表面的耐磨性、抗蚀性以及抗疲劳性能,而心部仍具有良好的强度和韧性,工业上一般采用化学热处理来实现。
将零件与化学物质接触,在高温下使有关元素进入零件表面的过程称为化学热处理。
包括渗碳、渗氮、碳氮共渗、渗硼、渗金属等。
因为这些工艺都是使零件的表面一定深度内的组织与结构有所改变。
金相检验就是对改变了的表层组织进行检查,以便按照相关的技术条件进行评定,以保证表面处理后的零件质量。
(一)钢的渗碳层的组织检验1、渗碳后缓冷状态的组织低碳钢渗碳后表层含碳量一般在0.8-1.0%相当于过共析钢。
所以渗碳缓冷的组织由三部分组成。
第一层:过共析层,组织为片状珠光体及网状渗碳体。
第二层:共析层,组织为片状珠光体。
第三层:亚共析层,组织为片状珠光体及铁素体,铁素体数量愈来愈多至心部。
缓冷条件下,最外层出现网状渗碳体属正常现象,但淬火后应被消除掉,若存在将使零件表面增加脆性,对应用不利,淬火后不希望存在。
2、渗碳层深度的测定方法有:剥层化学分析法、断口法、金相法、显微硬度法。
任讲其中两种方法:(1)金相法:试样在缓冷状态下进行。
①从试样表面测到过渡层之后为渗层深度,即过共析层+共析层+过渡层。
标准规定过共析层+共析层之和不得小于总渗碳层深度的40-70%,保证过渡不能太陡,有一定的坡度。
②过共析层+共析层+½过渡层之和为渗层深度。
优点和断口法有效硬化层相近。
③等温淬火法,如18Cr2Ni4W属马氏体钢,850℃加热后在280℃等温,数分钟后水冷,含碳量>0.3%的区域形成M,而近于0.3%的区域MS点高形成回火马氏体,试样浸蚀形成白色区域和黑区的界线。
(2)显微硬度法(淬火、回火件):显微硬度法,用9.8N负荷,以试样边缘起测量显微硬度值的分布梯度。
经典金相图片精解-渗碳和碳氮共渗金相级别

名称:渗碳齿轮铁素体级别 级别:2级 金相组织:微量铁素体
腐蚀剂:2~5%硝酸酒精溶液
放大倍数:400X
名称:渗碳齿轮铁素体级别 级别:3级 金相组织:少量细条状或小块
铁素体
腐蚀剂:2~5%硝酸酒精溶液 放大倍数:400X
名称:渗碳齿轮铁素体级别 级别:4级 金相组织:少量条状及小块状
铁素体
腐蚀剂:2~5%硝酸酒精溶液 放大倍数:400X
放大倍数:400X
名称:齿轮渗碳层碳化物 级别:6级 金相组织:碳化物呈大块状、 有断续网状 腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:齿轮渗碳层碳化物 级别:7级 金相组织:碳化物呈连续
网状
腐蚀剂:4%硝酸酒精溶液 放大倍数:400X
名称:齿轮渗碳层碳化物 级别:8级 金相组织:碳化物呈粗大
网状
腐蚀剂:4%硝酸酒精溶液 放大倍数:400X
名称:齿轮渗碳层马氏体 及残余奥氏体级别 级别:1级
腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:齿轮渗碳层马氏体 及残余奥氏体级别 级别:2级
腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:齿轮渗碳层马氏体 及残余奥氏体级别 级别:3级
腐蚀剂:4%硝酸酒精溶液
酒精溶液
放大倍数:100X
名称:齿轮渗碳层测量标准
处理过程:渗碳后退火
测量方法:由表层测到心部 腐蚀剂:4%硝酸+4%苦味酸酒精溶液 放大倍数:100X
名称:齿轮渗碳层碳化物 级别:1级 金相组织:碳化物少、 呈细小粒状分布 腐蚀剂:4%硝酸酒精溶液 放大倍数:400X
名称:齿轮渗碳层碳化物 级别:2级 金相组织:碳化物呈细小 粒状分布 腐蚀剂:4%硝酸酒精溶液 放大倍数:400X
渗碳渗氮、碳氮共渗和氮碳共渗,傻傻分不清楚?来看看他们的区别

渗碳渗氮、碳氮共渗和氮碳共渗,傻傻分不清楚?来看看他们的区别渗碳、渗氮、碳氮共渗和氮碳共渗,都是⾦属材料的表⾯处理⼯艺。
为了实现不同零件的⼯作条件和功能要求,需要对其表⾯进⾏不同的处理。
1. 渗碳渗碳是指使碳原⼦渗⼊到钢表⾯层的过程。
是使低碳钢的⼯件具有⾼碳钢的表⾯层,再经过淬⽕和低温回⽕,使⼯件的表⾯层具有⾼硬度和耐磨性,⽽⼯件的中⼼部分仍然保持着低碳钢的韧性和塑性。
具体⽅法是将⼯件置⼊具有活性渗碳介质中,加热到900--950摄⽒度的单相奥⽒体区,保温⾜够时间后,使渗碳介质中分解出的活性碳原⼦渗⼊钢件表层,从⽽获得表层⾼碳、⼼部仍保持原有成分。
它可以使渗过碳的⼯件表⾯获得很⾼的硬度,提⾼其耐磨程度。
典型渗碳⼯艺流程 渗碳⼯件的材料⼀般为低碳钢或低碳合⾦钢(含碳量⼩于0.25%)。
渗碳后﹐钢件表⾯的化学成分可接近⾼碳钢。
⼯件渗碳后还要经过淬⽕,以得到⾼的表⾯硬度、⾼的耐磨性和疲劳强度,并保持⼼部有低碳钢淬⽕后的强韧性,使⼯件能承受冲击载荷。
渗碳⼯艺⼴泛⽤于飞机﹑汽车和拖拉机等的机械零件﹐如齿轮﹑轴﹑凸轮轴等。
⼯件渗碳淬⽕后的表层显微组织主要为⾼硬度的马⽒体加上残余奥⽒体和少量碳化物,⼼部组织为韧性好的低碳马⽒体或含有⾮马⽒体的组织,但应避免出现铁素体。
齿轮渗碳表⾯组织(马⽒体+碳化物)渗碳后⼼部组织低碳马⽒体⼀般渗碳层深度范围为0.8~1.2毫⽶,深度渗碳时可达2毫⽶或更深。
表⾯硬度可达HRC58~63,⼼部硬度为HRC30~42。
渗碳淬⽕后﹐⼯件表⾯产⽣压缩内应⼒﹐对提⾼⼯件的疲劳强度有利。
齿轮渗碳层深度按含碳介质的不同,渗碳可分为固体渗碳、液体渗碳、⽓体渗碳和碳氮共渗等。
2. 渗氮是在⼀定温度下⼀定介质中使氮原⼦渗⼊⼯件表层的化学热处理⼯艺。
常见有液体渗氮、⽓体渗氮、离⼦渗氮。
渗⼊钢中的氮⼀⽅⾯由表及⾥与铁形成不同含氮量的氮化铁,⼀⽅⾯与钢中的合⾦元素结合形成各种合⾦氮化物,特别是氮化铝、氮化铬。
很全面,渗碳+渗氮+碳氮共渗表面处理工艺
很全面,渗碳+渗氮+碳氮共渗表面处理工艺渗碳与渗氮一般是指钢的表面化学热处理渗碳必须用低碳钢或低碳合金钢。
可分为固体、液体、气体渗碳三种。
应用较广泛的气体渗碳,加热温度900-950摄氏度。
渗碳深度主要取决于保温时间,一般按每小时0.2-0.25毫米估算。
表面含碳量可达0.85%-1.05%。
渗碳后必须热处理,常用淬火后低温回火。
得到表面高硬度心部高韧性的耐磨抗冲击零件。
渗氮应用最广泛的气体渗氮,加热温度500-600摄氏度。
氮原子与钢的表面中的铝、铬、钼形成氮化物,一般深度为0.1-0.6毫米,氮化层不用淬火即可得到很高的硬度,这种性能可维持到600-650摄氏度。
工件变形小,可防止水、蒸气、碱性溶液的腐蚀。
但生产周期长,成本高,氮化层薄而脆,不宜承受集中的重载荷。
主要用来处理重要和复杂的精密零件。
涂层、镀膜、是物理的方法。
“渗”是化学变化,本质不同。
钢的渗碳——就是将低碳钢在富碳的介质中加热到高温(一般为900-950C),使活性碳原子渗入钢的表面,以获得高碳的渗层组织。
随后经淬火和低温回火,使表面具有高的硬度、耐磨性及疲劳抗力,而心部仍保持足够的强度和韧性。
渗碳钢的化学成分特点(1)渗碳钢的含碳量一般都在0.15%-0.25%范围内,对于重载的渗碳体,可以提高到0.25%-0.30%,以使心部在淬火及低温回火后仍具有足够的塑性和韧性。
但含碳量不能太低,,否则就不能保证一定的强度。
(2)合金元素在渗碳钢中的作用是提高淬透性,细化晶粒,强化固溶体,影响渗层中的含碳量、渗层厚度及组织。
在渗碳钢中通常加入的合金元素有锰、铬、镍、钼、钨、钒、硼等。
常用渗碳钢可以分碳素渗碳钢和合金渗碳钢两大类(1)碳素渗碳钢中,用得最多的是15和20钢,它们经渗碳和热处理后表面硬度可达56-62HRC。
但由于淬透性较低,只适用于心部强度要求不高、受力小、承受磨损的小型零件,如轴套、链条等。
(2)低合金渗碳钢如20Cr、20Cr2MnVB、20Mn2TiB等,其渗透性和心部强度均较碳素渗碳钢高,可用于制造一般机械中的较为重要的渗碳件,如汽车、拖拉机中的齿轮、活塞销等。
钢铁金相图谱

钢铁金相图谱第一章钢铁典型金相组织材料:纯铁工艺情况:退火状态浸蚀方法:苦味酸酒精溶液浸蚀————————————————————1材料:10钢工艺情况:退火状态浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————2材料:16Mn工艺情况:热轧状态浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————3材料:1Cr18Ni9Ti工艺情况:固溶处理浸蚀方法:盐酸、硝酸、甘油混合溶液浸蚀———————————————4材料:T8工艺情况:退火浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————5材料:50钢工艺情况:正火处理浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————6材料:GCr15工艺情况:球化退火浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————7材料:T10工艺情况:加热至860℃保温后炉冷浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————8材料:20CrMnMo工艺情况:1000℃过热渗碳后空冷浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————9工艺情况:铸态浸蚀方法:三氯化铁盐酸水溶液浸蚀——————————————————10材料:T10工艺情况:高温淬火后浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————11材料:W18Cr4V工艺情况:1270℃淬火,560℃三次回火浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————12材料:GCr15工艺情况:850℃淬火后回火处理浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————13材料:40Cr工艺情况:淬火,回火浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————14材料:15MnB工艺情况:920℃渗碳淬火浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————15材料:20Cr工艺情况:渗碳后淬火和回火处理浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————16材料:20CrMnMo工艺情况:1000℃渗碳后空冷浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————17材料:70Si3MnA(弹簧钢)工艺情况:加热保温,在400℃盐浴中等温冷却后空冷浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————18材料:70Si3Mn工艺情况:加热至1200℃保温,在400℃盐浴中等温3min后空冷浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————19材料:35钢工艺情况:加热至870℃,保温30min,淬火浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————20工艺情况:加热至860℃后油冷淬火,480℃回火处理浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————21材料:35钢工艺情况:加热至870℃,保温30min,淬火浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————22材料:2Cr13工艺情况:调质处理浸蚀方法:经氯化高铁、盐酸水溶液浸蚀————————————————23材料:40Cr工艺情况:淬火、回火浸蚀方法:苦味酸饱和水溶液加入几滴环氧乙烷(洗涕剂)的混合溶液浸蚀—24材料:40Cr工艺情况:加热至850℃油冷却后600℃回火处理浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————25材料:W18Cr4V工艺情况:锻后退火、淬火及回火处理浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————26材料:38CrMoAl工艺情况:调质后气体渗氮浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————27材料:20CrMnTi工艺情况:在860℃碳氮共渗后,830℃淬火,180℃回火浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————28材料:20钢工艺情况:在960℃渗碳保温后,降温到860℃淬火浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————29材料:45钢工艺情况:粉末渗硼浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————30材料:HT200工艺情况:铸态浸蚀方法:20%盐酸酒精溶液浸蚀深腐蚀————————————————31材料:灰口铸铁工艺情况:铸造状态浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————32材料:QT500-7工艺情况:铸态浸蚀方法:20%盐酸酒精溶液浸蚀深腐蚀————————————————33材料:高铬铸铁(C:2.65%; Cr:15.4%; Mo:2.5%)工艺情况:920℃正火,240℃回火浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————34材料:高铬铸铁(C:2.8%~3.0%;Cr:24%~26%)工艺情况:铸态浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————35材料:高铬铸铁工艺情况:铸造状态浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————36材料:高铬铸铁工艺情况:铸态浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————37材料:白口铸铁工艺情况:表面激冷处理浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————38。
渗碳 渗氮、氮碳共渗标准
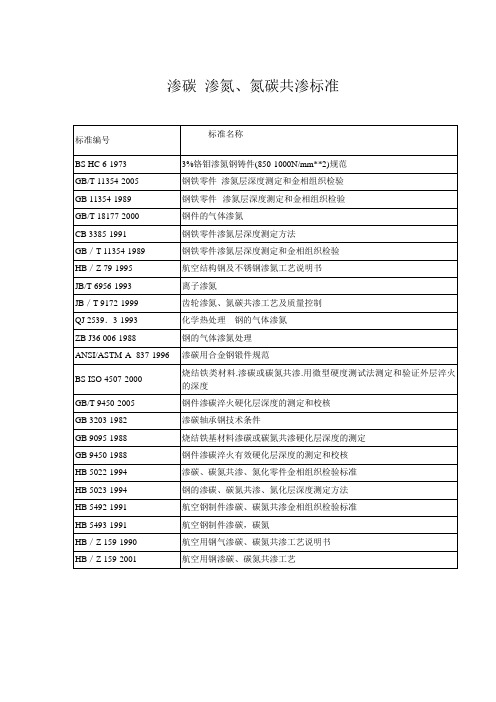
渗碳渗氮、氮碳共渗标准通俗地说,不锈钢就是不容易生锈的钢,实际上一部分不锈钢,既有不锈性,又有耐酸性(耐蚀性)。
不锈钢的不锈性和耐蚀性是由于其表面上富铬氧化膜(钝化膜)的形成。
这种不锈性和耐蚀性是相对的。
试验表明,钢在大气、水等弱介质中和硝酸等氧化性介质中,其耐蚀性随钢中铬含水量的增加而提高,当铬含量达到一定的百分比时,钢的耐蚀性发生突变,即从易生锈到不易生锈,从不耐蚀到耐腐蚀。
不锈钢的分类方法很多。
按室温下的组织结构分类,有马氏体型、奥氏体型、铁素体和双相不锈钢;按主要化学成分分类,基本上可分为铬不锈钢和铬镍不锈钢两大系统;按用途分则有耐硝酸不锈钢、耐硫酸不锈钢、耐海水不锈钢等等,按耐蚀类型分可分为耐点蚀不锈钢、耐应力腐蚀不锈钢、耐晶间腐蚀不锈钢等;按功能特点分类又可分为无磁不锈钢、易切削不锈钢、低温不锈钢、高强度不锈钢等等。
由于不锈钢材具有优异的耐蚀性、成型性、相容性以及在很宽温度范围内的强韧性等系列特点,所以在重工业、轻工业、生活用品行业以及建筑装饰等行业中获取得广泛的应用。
奥氏体不锈钢在常温下具有奥氏体组织的不锈钢。
钢中含Cr约18%、Ni 8%~10%、C约0.1%时,具有稳定的奥氏体组织。
奥氏体铬镍不锈钢包括著名的18Cr-8Ni钢和在此基础上增加Cr、Ni含量并加入Mo、Cu、Si、Nb、Ti等元素发展起来的高Cr-Ni 系列钢。
奥氏体不锈钢无磁性而且具有高韧性和塑性,但强度较低,不可能通过相变使之强化,仅能通过冷加工进行强化。
如加入S,Ca,Se,Te等元素,则具有良好的易切削性。
此类钢除耐氧化性酸介质腐蚀外,如果含有Mo、Cu等元素还能耐硫酸、磷酸以及甲酸、醋酸、尿素等的腐蚀。
此类钢中的含碳量若低于0.03%或含Ti、Ni,就可显著提高其耐晶间腐蚀性能。
高硅的奥氏体不锈钢浓硝酸肯有良好的耐蚀性。
由于奥氏体不锈钢具有全面的和良好的综合性能,在各行各业中获得了广泛的应用。
铁素体不锈钢在使用状态下以铁素体组织为主的不锈钢。
很全面,渗碳+渗氮+碳氮共渗表面处理工艺
很全面,渗碳+渗氮+碳氮共渗表面处理工艺渗碳与渗氮一般是指钢的表面化学热处理渗碳必须用低碳钢或低碳合金钢。
可分为固体、液体、气体渗碳三种。
应用较广泛的气体渗碳,加热温度900-950摄氏度。
渗碳深度主要取决于保温时间,一般按每小时0.2-0.25毫米估算。
表面含碳量可达0.85%-1.05%。
渗碳后必须热处理,常用淬火后低温回火。
得到表面高硬度心部高韧性的耐磨抗冲击零件。
渗氮应用最广泛的气体渗氮,加热温度500-600摄氏度。
氮原子与钢的表面中的铝、铬、钼形成氮化物,一般深度为0.1-0.6毫米,氮化层不用淬火即可得到很高的硬度,这种性能可维持到600-650摄氏度。
工件变形小,可防止水、蒸气、碱性溶液的腐蚀。
但生产周期长,成本高,氮化层薄而脆,不宜承受集中的重载荷。
主要用来处理重要和复杂的精密零件。
涂层、镀膜、是物理的方法。
“渗”是化学变化,本质不同。
钢的渗碳——就是将低碳钢在富碳的介质中加热到高温(一般为900-950C),使活性碳原子渗入钢的表面,以获得高碳的渗层组织。
随后经淬火和低温回火,使表面具有高的硬度、耐磨性及疲劳抗力,而心部仍保持足够的强度和韧性。
渗碳钢的化学成分特点(1)渗碳钢的含碳量一般都在0.15%-0.25%范围内,对于重载的渗碳体,可以提高到0.25%-0.30%,以使心部在淬火及低温回火后仍具有足够的塑性和韧性。
但含碳量不能太低,,否则就不能保证一定的强度。
(2)合金元素在渗碳钢中的作用是提高淬透性,细化晶粒,强化固溶体,影响渗层中的含碳量、渗层厚度及组织。
在渗碳钢中通常加入的合金元素有锰、铬、镍、钼、钨、钒、硼等。
常用渗碳钢可以分碳素渗碳钢和合金渗碳钢两大类(1)碳素渗碳钢中,用得最多的是15和20钢,它们经渗碳和热处理后表面硬度可达56-62HRC。
但由于淬透性较低,只适用于心部强度要求不高、受力小、承受磨损的小型零件,如轴套、链条等。
(2)低合金渗碳钢如20Cr、20Cr2MnVB、20Mn2TiB等,其渗透性和心部强度均较碳素渗碳钢高,可用于制造一般机械中的较为重要的渗碳件,如汽车、拖拉机中的齿轮、活塞销等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
酒精溶液
放大倍数:100X
材料:30、35、40# 名称:氰化层测量标准 处理过程:中温液体氰化 测量方法:由表层测到心部 腐蚀剂:4%硝酸+4%苦味酸
酒精溶液
放大倍数:100X
材料:40Cr等低合金钢 名称:氰化层测量标准 处理过程:中温液体氰化 测量方法:由表层测到心部 腐蚀剂:4%硝酸+4%苦味酸
材料:18CrMnTi 名称:碳氮共渗组织 处理过程:共渗后空冷
金相组织:
腐蚀剂:4%硝酸+4%苦味酸 酒精溶液 放大倍数:100X
材料:18Cr2Ni4WA 名称:碳氮共渗组织 处理过程:共渗后等温淬火
金相组织:
腐蚀剂:4%硝酸+4%苦味酸 酒精溶液 放大倍数:100X
材料:08、10、20、A12、 15Cr、20Cr 名称:氰化层测量标准 测量方法:由表层测到心部 腐蚀剂:4%硝酸+4%苦味酸
酒精溶液
放大倍数:100X
名称:齿轮渗碳层测量标准
处理过程:渗碳后退火
测量方法:由表层测到心部 腐蚀剂:4%硝酸+4%苦味酸酒精溶液 放大倍数:100X
名称:齿轮渗碳层碳化物 级别:1级 金相组织:碳化物少、 呈细小粒状分布 腐蚀剂:4%硝酸酒精溶液 放大倍数:400X
名称:齿轮渗碳层碳化物 级别:2级 金相组织:碳化物呈细小 粒状分布 腐蚀剂:4%硝酸酒精溶液 放大倍数:400X
腐蚀剂:2~5%硝酸酒精溶液
放大倍数:400X
名称:渗碳齿轮铁素体级别 级别:8级 金相组织:大量的块状铁素体
腐蚀剂:2~5%硝酸酒精溶液
放大倍数:400X
放大倍数:400X
名称:齿轮渗碳层碳化物 级别:6级 金相组织:碳化物呈大块状、 有断续网状 腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:齿轮渗碳层碳化物 级别:7级 金相组织:碳化物呈连续
网状
腐蚀剂:4%硝酸酒精溶液 放大倍数:400X
名称:齿轮渗碳层碳化物 级别:8级 金相组织:碳化物呈粗大
名称:齿轮渗碳层马氏体 及残余奥氏体级别 级别:7级
腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:齿轮渗碳层马氏体 及残余奥氏体级别 级别:8级
腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:渗碳齿轮铁素体级别 级别:1级 金相组织:无明显铁素体
腐蚀剂:2~5%硝酸酒精溶液
放大倍数:400X
名称:渗碳齿轮铁素体级别 级别:2级 金相组织:微量铁素体
腐蚀剂:2~5%硝酸酒精溶液
放大倍数:400X
名称:渗碳齿轮铁素体级别 级别:3级 金相组织:少量细条状或小块
铁素体
腐蚀剂:2~5%硝酸酒精溶液 放大倍数:400X
名称:渗碳齿轮铁素体级别 级别:4级 金相组织:少量条状及小块状
铁素体
腐蚀剂:2~5%硝酸酒精溶液 放大倍数:400X
网状
腐蚀剂:4%硝酸酒精溶液 放大倍数:400X
名称:齿轮渗碳层马氏体 及残余奥氏体级别 级别:1级
腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:齿轮渗碳层马氏体 及残余奥氏体级别 级别:2级
腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:齿轮渗碳层马氏体 及残余奥氏体级别 级别:3级
腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:齿轮渗碳层马氏体 及残余奥氏体级别 级别:4级
腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:齿轮渗碳层马氏体 及残余奥氏体级别 级别:5级
腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:齿轮渗碳层马氏体 及残余奥氏体级别 级别:6级
腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:渗碳齿轮铁素体级别 级别:5级 金相组织:条状或块状铁素体
腐体级别 级别:6级 金相组织:较多数量的条状
或块状铁素体
腐蚀剂:2~5%硝酸酒精溶液 放大倍数:400X
名称:渗碳齿轮铁素体级别 级别:7级 金相组织:多量的块状铁素体
名称:齿轮渗碳层碳化物 级别:3级 金相组织:碳化物呈细小 块状均匀分布 腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:齿轮渗碳层碳化物 级别:4级 金相组织:碳化物呈中等 块状密集分布 腐蚀剂:4%硝酸酒精溶液
放大倍数:400X
名称:齿轮渗碳层碳化物 级别:5级 金相组织:碳化物呈较大块 状、有断续网状 腐蚀剂:4%硝酸酒精溶液