浅析分切机张力控制系统
张力控制系统
张力控制系统MAGPOWR(美塞斯MC01/400/830/1898)往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金,造纸,薄膜,染整,织布,塑胶,线材等设备上,是一种实现恒张力或者锥度张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。
工作原理这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。
即使在紧急停车情况下,也应有能力保证被分切物不破损。
张力控制的稳定与否直接关系到分切产品的质量。
若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。
一套典型的张力控制系统主要由张力控制器,张力读出器,张力检测器,制动器和离合器构成。
根据环路可分为开环,闭环或自由环张力控制系统;根据对不同卷材的监测方式又可分为超声波式,浮辊式,跟踪臂式等,下图为一个典型的闭环张力控制系统。
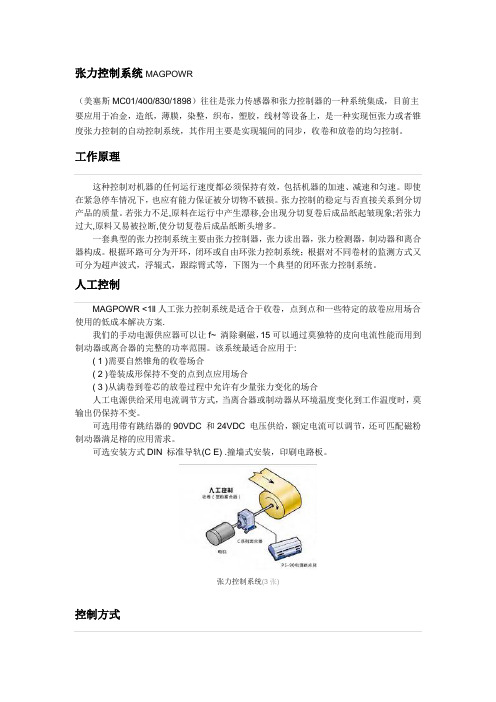
人工控制MAGPOWR <1ll人工张力控制系统是适合于收卷,点到点和一些特定的放卷应用场合使用的低成本解决方案.我们的手动电源供应器可以让f~ 淌除剩磁,15可以通过莫独特的皮向电流性能而用到制动器或离合器的完整的功率范围。
该系统最适合应用于:( 1 )需要自然锥角的收卷场合( 2 )卷装成形保持不变的点到点应用场合( 3 )从满卷到卷芯的放卷过程中允许有少量张力变化的场合人工电源供给采用电流调节方式,当离合器或制动器从环境温度变化到工作温度时,莫输出仍保持不变。
可选用带有跳结器的90VDC 和24VDC 电压供给,额定电流可以调节,还可匹配磁粉制动器满足榕的应用需求。
可选安装方式DIN 标准导轨(C E) .撞墙式安装,印刷电路板。
张力控制系统(3张)控制方式1、手动控制,在收料、放料或过程中不断调整离合器或制动器的扭矩,从而获得所需的张力,这就要求用户必须随时检查被控材料的张力,随时调节输出力矩,若用气动制动器或离合器时,手动控制器可直接选用精密调压阀,可使用户节约一定的设备成本,但仅适用于一些低速的复合机、挤出机、纺织机械等张力控制要求不高的场合。
张力调节机构在分切机中的作用

张力调节机构在分切机中的作用
《张力调节机构在分切机中的作用》
分切机是一种用于将连续材料切割成所需尺寸的机械设备,常见于纸张、塑料薄膜等行业中。
在分切机的操作过程中,材料的张力是一个非常重要的因素,而张力调节机构在其中起着至关重要的作用。
张力调节机构可以帮助控制材料在分切机中的张力,从而确保在切割过程中材料不会出现松弛或过紧的情况。
这对于保证切割的准确性和材料的质量都非常重要。
通过调节张力,可以避免在切割过程中材料因为张力不均衡而出现扭曲或形变的情况,同时还可以减轻刀具磨损,提高切割效率。
另外,张力调节机构还可以根据不同材料的特性和要求进行调整,以满足不同的生产需求。
一些材料可能需要更大的张力才能确保切割的准确性,而另一些材料可能需要更小的张力以避免因过紧的张力而导致断裂。
总而言之,张力调节机构在分切机中的作用至关重要,它不仅可以帮助控制材料的张力,确保切割过程的准确性和质量,还可以根据不同材料的需求进行调整,满足不同的生产需求。
因此,在选择分切机时,应该重视张力调节机构的性能和稳定性。
张力控制系统及常见故障排除
5 2 2014/05 印刷技术·包装装潢
敬请关注本刊官网 www.ke yinprintech. cn
50-55经验交流.indd 52
2014-4-30 14:56:11
放卷
张力 传感 器
磁粉 制动 器
张力 控制 器
图1 放卷张力控制系统示意图
牵引 辊
转轴
低摩 擦气 缸
电位 器
摆辊 图2 牵引张力控制系统示意图
故障一:印刷套印不准 故障现象:在印刷设备正常运行 过程中,摆辊发生不规则摆动,且摆 动幅度较大,进而造成套印不准。 故障排除:张力控制系统的结构 较为复杂,因此该故障产生的原因较 多,对此,笔者进行了归纳总结,主 要有以下几个方面。 (1) 摆辊 气 缸 的气 控 回路 元 器 件容 易发生损坏,从而导致活塞漏气,摆 辊气缸加载气压不稳定。对此,可考
这种控制方式是目前的主流方式。 间接张力控制又称补偿控制,其
可以对影响张力稳定的参数进行调节 补偿,以避免将要出现的张力变化, 间接地保持张力稳定。相比直接张力 控制,间接张力控制的随机性较差, 且控制精度较低。
构成与工作原理
安 装于 凹 印机 、 涂布 机 、 复合 机、分切机等设备上的张力控制系统 主要由放卷张力控制系统、牵引张力 控制系统和收卷张力控制系统三部分 组 成, 通过 张 力传 感器 、张 力 控制 器、变频控制器、磁粉制动器等元器 件实现卷筒材料的恒张力控制。
故障二:张力不稳定 故障现象:在收卷过程中,当卷 径较大时,收卷张力显示值往往会随 卷径的增大而不断减小,此时驱动器 的输出电流会不断增加,当输出电流 超过电机的额定电流后,便会引起驱 动器过流保护,发出故障报警。 故 障排 除 :笔 者 首先 检 查 驱动 器的负载和电机测速编码器,二者均 正常。通过对收卷张力控制器进行校 准,发现其中一个张力传感器发生了 故障,从而使得检测到的收卷张力信 号值是实际收卷张力值的一半,随着
分切机的控制系统及原理
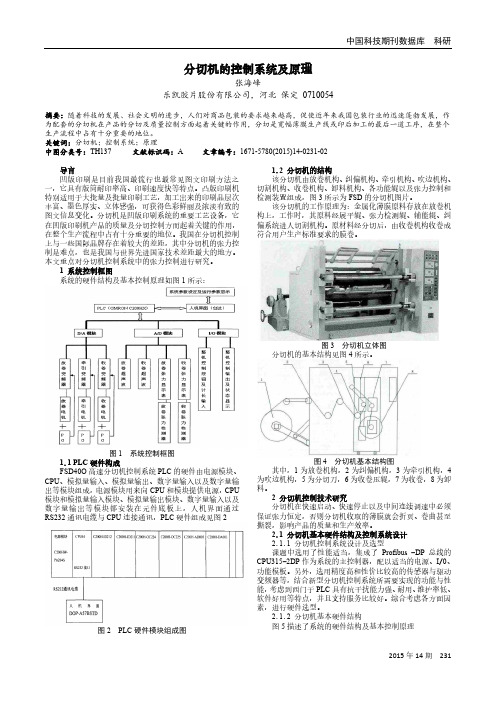
中国科技期刊数据库 科研2015年14期 231分切机的控制系统及原理张海峰乐凯胶片股份有限公司,河北 保定 0710054摘要:随着科技的发展、社会文明的进步,人们对商品包装的要求越来越高,促使近年来我国包装行业的迅速蓬勃发展,作为配套的分切机在产品的分切及质量控制方面起着关键的作用,分切是宽幅薄膜生产线或印后加工的最后一道工序,在整个生产流程中占有十分重要的地位。
关键词:分切机;控制系统;原理 中图分类号:TH137 文献标识码:A 文章编号:1671-5780(2015)14-0231-02导言凹版印刷是目前我国最流行也最常见图文印刷方法之一,它具有版筒耐印率高、印刷速度快等特点。
凸版印刷机特别适用于大批量及批量印刷工艺,加工出来的印刷品层次丰富、墨色厚实、立体感强,可获得色彩鲜丽及浓淡有致的图文信息变化。
分切机是凹版印刷系统的重要工艺设备,它在凹版印刷机产品的质量及分切控制方而起着关键的作用,在整个生产流程中占有十分重要的地位。
我国在分切机控制上与一些国际品牌存在着较大的差距,其中分切机的张力控制是难点,也是我国与世界先进国家技术差距最大的地方。
本文重点对分切机控制系统中的张力控制进行研究。
1 系统控制框图系统的硬件结构及基本控制原理如图1所示:图1 系统控制框图1.1 PLC 硬件构成FSD40O 高速分切机控制系统PLC 的硬件由电源模块、CPU 、模拟量输入、模拟量输出、数字量输入以及数字量输出等模块组成,电源模块用来向CPU 和模块提供电源,CPU 模块和模拟量输入模块、模拟量输出模块、数字量输入以及数字量输出等模块都安装在元件底板上,人机界面通过RS232通讯电缆与CPU 连接通讯,PLC 硬件组成见图2图2 PLC 硬件模块组成图1.2 分切机的结构该分切机由放卷机构、纠偏机构、牵引机构、吹边机构、切割机构、收卷机构、卸料机构、各功能辊以及张力控制和检测装置组成,图3所示为FSD 的分切机图片。
高速分切机张力控制系统研究

高速分切机张力控制系统研究作者:潘颂哲潘玉军吴江寿张明亮来源:《机电信息》2020年第23期摘要:针对分切机张力控制系统设计不合理、张力控制精度低等问题,提出了3种基于PLC的高速分切机张力控制系统,即磁粉控制系统、气动控制系统及伺服控制系统,并通过分析各类控制系统的优缺点,实现张力控制系统的优化设计。
关键词:分切机;磁粉控制系统;气动控制系统;伺服控制系统0 引言随着我国经济快速发展,包装行业迅速兴起,并展现出了巨大的市场潜力。
对于软包装行业来说,其原材料离不开纸张、胶带、薄膜等产品[1],而分切机作为这些原材料的重要加工设备,受到了市场的广泛重视。
为了满足市场对不同材料的分切需求,提高产品分切的质量和分切效率,许多分切机生产企业不断改进设备性能,提高设备自动化程度,从而节省劳动力[2]。
但就目前来说,这类设备仍然存在张力控制系统设计不合理、张力控制精度低、产品收卷质量差等问题[3],限制了分切机的整体速度。
选择不合理的张力控制系统方案,也会制约设备的生产效率,影响设备的整体竞争力。
针对上述问题,笔者了提出了3种基于PLC的高速分切机张力控制系统,通过不同的张力控制系统设计,满足不同层次、差异化的设备需求。
1 磁粉控制系统磁粉控制系统主要由磁粉控制器、张力板控制板配合变频系统实现。
磁粉控制器主要包括磁粉制动器和磁粉离合器。
磁粉制动器用于放卷张力控制,磁粉离合器用于收卷张力控制。
磁粉控制器是根据电磁原理并利用磁粉传递转矩的,PLC通过模拟量输出0~10 V信号,控制磁粉的张力输出。
此外,收卷轴的转动是通过变频系统速度控制实现的。
变频系统包括变频器和变频电机,PLC通过模拟量输出0~10 V的速度信号,控制收卷轴的速度。
磁粉控制系统控制原理如图1所示。
磁粉控制系统具有响应速度快、无污染、噪声低、结构简单等优点[4]。
其缺点也比较明显,磁粉输入的激磁电流与输出的转矩正比例线性关系较差,虽能满足大部分中低端材料的分切需求,但是对于高端的开环控制的设备,磁粉控制系统效果一般。
分切机的张力控制

分切机的张力控制铝箔经过印刷涂布后需要在分切机上进行印后分切,将大卷半成品裁切成所要求的规格尺寸,在分切机上运转分切的半成品是一个放卷与收卷的工艺过程,此过程包括机器的运转速度控制与张力控制两个部分。
所谓张力是为了牵引铝箔并将其按标准卷到卷芯上,必须给铝箔施加一定的拉伸并张紧的牵引力,其中张紧铝箔控制力即为张力。
张力控制是指能够持久地控制铝箔在设备上输送时的张力的能力,这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。
即使在紧急停车情况下,它也有能力保证铝箔不产生丝毫破损。
分切机张力控制基本为手动张力控制,自动张力控制。
手动张力控制就是在收卷或放卷过程中,当卷径变化到某一阶段,由操作者调节手动电源装置,从而达到控制张力的目的。
全自动张力控制是由张力传感器直接测定料带的实际张力值,然后把张力数据转换成张力信号反馈回张力控制器,通过此信号与控制器预先设定的张力值对比,计算出控制信号,自动控制执行单元,则使实际张力值与预设张力值相等,以达到稳定张力的目的。
设备收卷与放卷张力设置的大小直接影响产品的成品率,张力过大,收卷过紧,铝箔易产生皱纹I张力不足,铝箔容易在卷上产生轴上滑移严重错位,以至造成无法卸卷,并造成分切时放卷轴产生大幅度摆动,影响分切质量,所以分切机必须具有良好的张力检测系统。
1.分切机放卷张力检测系统:(1)张力传感器检测它是对张力直接检测,与机械紧密结合在一起,设有移动部件的检测方式。
通常两个传感器配对使用,将它们装在检测导辊两侧的端轴上。
料带通过检测导辊两侧的施加负载,使张力传感器敏感元件产生位移或变形,从而检测出实际张力值,并将此张力数据转换成张力信号反馈给张力控制器,(2)浮动辊间接张力检测系统:在铝箔跟踪辊前装一套浮动辊,浮动辊的位置用一个电位器进行检测,张力控制的方式是靠维持浮动辊的位置不变来保持张力恒定;(3)用磁粉离合器控制输入收卷辊的转动力矩来达到张力控制:磁粉离合器由主动部分和从动部分组成,通过万向联轴器等传动机构与收卷辊相连,中间填入微细铁磁粉作为力矩传递媒介。
分切机放卷张力控制分析

SD 4 S 5 5直 流 调 速 器 及 放 卷 直 流 马 达 和 测 速 发
电机 负 责 。 们 自己 构 成 一 个 速 度 闭 环 对 放 卷 它 速 度 进 行 控 制 , 达 到 按 给 定 信 号 要 求 的 放 卷 以
速 度 。 SD 4 S 5 5直 流 调 速 器 主 要 进 行 把 三 相 3 0 交 流 电 源 整 流 成 直 流 电 ,并 根 据 速 度 给 8V
维普资讯
20 0 2年
第 1 2卷
第 3 期
塑 料 包 装
41
分 切 机 放 卷 张 力 控 制 分 析
李 文 裕
( 头海 洋 第一 聚酯 薄膜 有 限公 司 ) 汕 摘 要 :本 文 主 要 对 分 切 机 如 何 进 行 放 卷 张 力 自动 控 制 进 行 分 析 。 关 键 词 :放 卷 张 力 控 制 分 析
分 切 机 的 放 卷 张 力 控 制 系 统 的 组 成 部 分
有 稳 压 信 号 电 源 、精 密 气 缸 式 滑 动 电 位 器 、比
例 、 分 、 积 分 调 节 器 ( .. 及 S D 4 积 微 P ID) S 5 5直
流 调 速 系 统 等 组 成 。 方 框 图 如 图 2所 示 。
5 V,从 S D5 5直 接 调 速 器 来 的 电 流 反 馈 信 S 4
号 为 0 由 P. . , I D输 出 的 至 5 5的 可 控 硅 触 发 4
信 号 为 0 放 卷 马 达 没 有 电 流 , 也 无 力 矩 输 。 出 。 分 切 的 收 卷 马 达 及 牵 引 马 达 接 到 启 动 信 但 号 后 开 始 运 行 ,速 度 由 0开 始 加 速 , 薄 膜 牵 把
浅谈卷取设备中张力控制系统发展现状

浅谈卷取设备中张力控制系统发展现状摘要:张力控制是纺织,造纸等行业应用最为广泛的一项技术,它实现的好坏直接关系到产品的生产效率的高低和质量的优劣。
本文对张力控制领域的间接法、直接法张力控制原理进行介绍,并梳理恒张力控制系统的国内外发展现状,为进一步研究提供了相关参考资料。
关键词:卷曲设备;张力控制;专利分析;技术发展一、引言张力控制,比较通俗的讲,就是要控制卷取物体时保持物体相互拉长或者绷紧的力。
早期的工业应用中,张力控制并未引起人们足够的重视。
直到人们对卷取材料的质量和表面质量提出越来越严格要求的时候,张力控制技术才逐渐被各国电气工程师重视起来,特别是张力应用最广泛的纤维、造纸、塑料薄膜、电线、印刷品、磁带等轻工业中,带材或线材的收放卷张力对产品的质量起着至关重要的作用。
二、张力控制系统的概念以及基本原理在纺织、造纸等轻工业行业中,在加工过程中或者是加工完成之后,最后的一道工序一般就是将加工物卷绕成筒状。
在这一过程中,卷绕的好坏将是决定产品质量的关键,卷的太紧,容易使织物变形,拉断,卷的太松又容易使卷取不紧凑,不利于搬运和运输,因而为了达到使卷绕紧凑,保证产品的质量,都要求在卷绕过程中,在织物上建立一定的张力,并保持张力为一恒定值,能够实现这一功能的系统,就叫做张力控制系统。
目前应用的张力控制系统,根据其测量控制的原理结构,主要有以下三种:1.间接法张力控制系统2.直接法张力控制系统3.兼有间接法和直接法的复合张力控制系统2.1间接法张力控制原理间接法张力控制,也就是通过调节驱动力的及时大小来实现张紧力的调节。
比较通俗的讲,是一个开环扰动的控制系统,即按照现场张力与实际设定值之间的偏差来进行调节,通过间接地改变张力执行部件的激励电流、磁场等电气参数来动态补偿现场的干扰量。
电动机通过减速机构输出控制收卷轴的卷取速度:卷取速度快,相应地张力就大,卷取速度慢,张力显示就小。
因而只要借助于一定的检测设备,检测出现场的扭转角速度或者是卷径,在保证电机激励磁通不变的情况下,动态修正激励电流即可以实现在卷径和速度变化情况下现场张力的恒定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅析分切机张力控制系
An Analysis on Tension Control System of Cutter
Zhang Y uncai ,Qi xingguang,Zhanghaili
摘要: 分切机的张力控制是分切机控制的核心。
本文介绍了分切机张力的形成、影响张力稳定的主
要因素、张力控制的实现形式以及张力控制系统应用性能分析。
关键词: 分切机 张力 张力控制 1.引言
分切机主要是用来完成中低定量纸张(如卷烟纸、铝箔纸、玻璃纸、电容器纸等)和薄膜(如BOPP 、PVC 等)及类似薄型材料的纵向分切和复卷。
一般情况下,车速比较快,控制精度要求比较高,其中张力控制是其控制的核心。
张力控制是指能够持久地控制原料在设备上输送时的张力的能力。
这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。
即使在紧急停车情况下,也应有能力保证被分切物不破损。
张力控制的稳定与否直接关系到分切产品的质量。
若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多[1]。
2.张力的形成
张力的形成有多种实现形式,但其基本原理都是一致的。
如简图1所示,
设张力为 F ,收料卷运行线速度为V 1 , 放料卷运行线速度为V 2 ,根据胡克定律可得张力F:
dt
V V L
F t o
⎰-=)(21εσ, 式中:ε为原料的弹性模量;σ为原来的横截面积;L 为原料牵引长度;t 为原料
传送时间,t=L/ V 1 。
由此可见,张力的形成是一个积分环节。
在启动过程中,V 1>V 2,以使收卷辊内产生一定的张力,当收卷达到我们所要求的合适张力后,及时调节动力机构使V 1、V 2稳定,这样,原料就在此张力
下稳定运行。
张力控制系统就是要满足整机的张力稳定[2]。
2. 影响张力稳定的因素
张力产生波动和变化的因素往往比较复杂,其主要影响因素大致有以下几个方面:
(1) 机器的升降速变化必然会引起整机张力的变化。
(2) 分切机在收、放卷过程中,收卷和放卷直径是不断变化的,直径的变化必然会引起原料张力的变化。
放卷在制动力矩不变的情况下,直径减少,张力将随之增大。
而收卷则相反,如果收卷力矩不变时,随着收卷直径增大,张力将减少。
这是在运行中引起原料张力变化的主要因素。
(3) 原材料卷的松紧度变化同时会引起整机张力的变化。
(4) 分切原材料材质的不均匀性。
如材料弹性的波动,材料厚度沿宽度、长度方向变化等,料卷的质量偏心,以及生产环境温度、湿度变化,也会对整机的张力波动带来影响。
(5) 分切机的各传动机构(如导向辊、浮动辊、展平辊等)存在不平衡以及气压不稳等因素。
3.4.张力控制的实现形式
4.1 张力信息的检测方式
(1) 张力传感器检测方式:它是对张力直接进行检测,与机械紧密地结合在一起,没有移动部件的检测方式。
通常两个传感器配对使用,将它们装在检测导向辊两侧的端轴上。
原料通过检测导向辊施加负载,使张力传感器敏感元件产生位移或变形,从而检测出实际张力值。
(2) 卷径计算式检测方式:它是用安装在卷轴处的接近开关,检测出卷轴的转速,因为卷轴每转一圈,卷径会发生2倍于原料厚度的变化。
通过所设定的卷轴直径初始值和材料厚度,累积计算求得卷筒当前的直径,相应卷径的变化反映实际张力值的变化。
(3) 浮动辊位置检测方式:它是用安装在分切机上的气缸连接浮动辊带动角位移传感器来检测张力变化的。
当张力稳定时,原料上的张力与气缸作用力保持平衡,使浮动辊处于中央位置。
当张力发生变化时,张力与气缸作用力的平衡被破坏,浮动辊位置会上升或下降,此时摆杆将绕一点转动并带动浮动辊角位移传感器一起转动。
这样,浮动辊角位移传感器准确地检测出浮动辊位置的变化,也就相应反映实际张力值的变化。
(4) 浮动辊位置+张力传感器复合式张力检测方式:它可同时检测由浮动辊角位移传感器输出的浮动辊位置信号和张力传感器输出的张力信号,从而可向系统提供更高精度的张力控制[3]。
4.2 张力控制的主要方式
张力控制方式一般分为开环控制方式和闭环控制方式两种。
开环控制是直接用具有类似卷绕特性n=kD(n 为转速,k为常数,D为卷辊直径)的电动机来传动卷绕机构,以获得近似的恒张力运行。
开环控制随机性差,控制精度低。
而闭环张力控制又有直接张力控制和间接张力控制两种。
在实际生产过程中,将被调量即张力进行反馈,与给定张力相比较,然后利用差值作用在调节器上,对被控对象进行调节,使输出张力满足实际需求,这种控制方式称为直接张力闭环控制,这种方法不必考虑各种补偿,可以消除稳态误差;而间接张力控制是利用电机转速-力矩特征曲线,通过控制速度来控制力矩,进而达到控制张力的目的,但这种方法需要进行动态和静态补偿。
有时为了得到更精确的控制性能则采用复合张力控制方式,即先根据间接控制算法确定所需的控制量,同时考虑各种补偿使间接控制尽可能准确,然后利用直接张力控制进行微调。
4.5.张力控制系统应用性能分析
张力控制系统通常包括张力检测机构、张力控制器、张力调节机构等。
根据张力检测方式和应用场合的不同,张力控制系统可有多种具体应用方案,对其应用性能分析如下:采用张力传感器直接检测方式时,张力传感器直接测定原料的实际张力值,然后把张力值转换成张力信号反馈回张力控制器,通过此信号与控制器预先设定的张力值对比,计算出控制信号,自动控制执行单元调节实际张力值与预设张力值相等,以达到张力稳定目的,它是目前较为先进的张力控制方法。
采用卷径计算式检测方式时,通过累积计算求得收卷或放卷筒当前的直径,相应卷径的变化输出控制信号,以控制收卷转矩或放卷制动转矩,从而调整整车张力。
此种张力控制不易受外界的影响,能实行相对稳定的张力控制。
但是,由于受传动装置的转矩变化、线性变化和机械损耗等因素影响,这种张力控制的绝对精度较差。
采用浮动辊式张力检测方式时,浮动辊电位器准确地检测出浮动辊位置的变化信号后反馈给张力控制器,张力控制器经过计算并输出控制信号,控制伺服驱动系统进行调整,然后浮动辊恢复到原来的平衡位置。
由于浮动辊式张力检测装置本身是一种储能结构,利用其自身的沉余作用,对大范围的张力跳变有良好的吸收缓冲作用,同时也能减弱原料的偏心以及速度变化对张力的影响。
此系统要求气缸磨擦系数小,响应速度快,气源稳定,浮动辊和摆杆的重量要轻,转动要灵活。
目前,最为先进的、性能最优越的是根据浮动辊位置+张力传感器复合式张力检测方式设计的张力控制系统。
5.6.结束语
本文介绍了分切机的张力形成及张力控制的有关问题,对实际工程的应用具有一定的参考价值.。