海德汉数控系统组成
海德汉iTNC 530-适用于铣、钻、膛和加工中心的多功能轮廓加工数控系统

– 用KinematicsOpt校准旋转轴
电子手轮定位
– 准确移动机床轴
... 如果发生故障?
– 海德汉数控系统的诊断
一览表
– 用户功能,附件,选装项,技术参数,数控系统比较
4 6 8 10
16
24 26 28 30
34
39 42
48 49 50 51 52 53 3
应用广泛 – 最佳的多功能数控系统
iTNC 530是多功能数控系统。它能最佳地 满足您的要求,无论是生产单件零件还是 批量生产,是简单零件还是复杂零件,也 无论是“定制”生产还是集中化生产,无 一例外。
iTNC 530非常灵活。您喜欢在机床上还是 在编程工作站上编程?用iTNC 530都同样 简单,它提供便捷的车间编程能力,就像 使用外部编程系统一样: 在机床上,您能用数控系统的对话式编程 功能编写传统铣、钻和镗加工程序。iTNC 530的smarT.NC或Klartext海德汉对话式编 程语言为您提供最佳的支持-还包括大量
几何特性 •• 倾斜加工面 •• 圆柱面加工 •• 刀具中心点管理(TCPM) •• 3-D刀具补偿 •• 快速的程序段处理速度使轮廓加工
海德汉系统详解
海德汉系统详解
海德汉系统是一种高精度的数控系统,广泛应用于机床、机器人、航空航天、汽车制造等领域。
以下是一些关于海德汉系统的详解:
1.系统组成:海德汉系统由控制器、伺服驱动器、编码器、输入/输出模块等组成。
控制器负责处理指令、控制伺服驱动器,伺服驱动器则负责控制电机的运动。
编码器用于检测电机的位置和速度,输入/输出模块则用于与外部设备进行通讯。
2.编程方式:海德汉系统采用CNC编程方式,通过编写G代码和M代码来控制机床的运动。
G代码用于控制机床的加工过程,包括切削速度、进给速度、刀具半径等参数。
M代码用于控制机床的辅助功能,如换刀、换料、换工件等。
3.控制方式:海德汉系统采用闭环控制方式,通过编码器检测电机的位置和速度,控制器根据反馈信号进行调整,从而实现高精度的运动控制。
同时,海德汉系统还支持位置控制、速度控制、加速度控制等多种控制方式。
4.安全保护:海德汉系统具备多种安全保护措施,包括急停开关、过载保护、过压保护、过热保护等。
这些措施可以有效保障机床和操作人员的安全。
5.应用领域:海德汉系统广泛应用于机床、机器人、航空航天、汽车制造等领域,可以实现高精度、高效率的加工过程。
在机床领域,海德汉系统被广泛应用于数控车床、数控铣床、加工中心等机床上。
以上是一些关于海德汉系统的基本介绍,希望能对您有所帮助。
海德汉数控系统组成
软件介绍 TNCopt
12
软件介绍 PLCdesignNT
13
380V ~
系统集成
UV1xx UM 1xxD
CC4xx MC422B
TNC软件
14
10 1
1
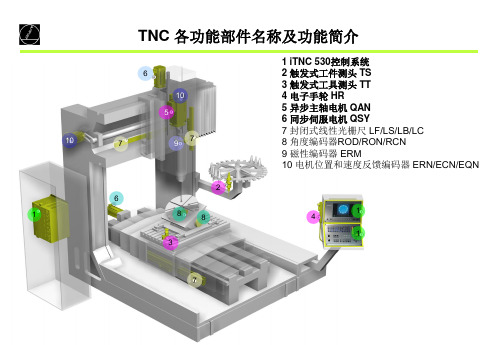
TNC 各功能部件名称及功能简介
6 10
5
7
7
9
1 iTNC 530控制系统 2 触发式工件测头 TS 3 触发式工具测头 TT 4 电子手轮 HR 5 异步主轴电机 QAN 6 同步伺服电机 QSY 7 封闭式线性光栅尺 LF/LS/LB/LC 8 角度编码器ROD/RON/RCN 9 磁性编码器 ERM 10 电机位置和速度反馈编码器 ERN/ECN/EQN
2 6
8
8
3
1 4
1
7
TNC 各功能部件名称及功能简介
主计算机 MC 、控制计算机 CC、硬盘HDR 、系统软件识别卡 SIK 显示器 BF、键盘 TE、操作面板 MB 电源模块 UV、功率模块UM 进给轴电机 QSY、主轴电机QAN 手轮 HR, 工件测头TS,刀具测头TT PLC基板 PL、 PLC I/O扩展模块 PLD 电抗器 KDR、线路滤波器EPCOS、制动电阻UP 110 软件: TNCopt, TNCdiag, TNCscopeNT, PLCdesignNT, TNCremoNT, TeleService, LSV2 tool…
2
主计算机MC, 控制计算机CC, 硬盘HDR, SIK
CC 424 MC 422B
3
抽屉式硬盘
显示器BF, 键盘TE, 机床操作面板MB
BF 150
TE 420
4
MB 420
电源模块UV, 功率模块UM
海德汉TNC 620 HSCI Gen 3驱动器紧凑型数控系统说明书

TNC 620 HSCIGen 3驱动器镗铣类机床的紧凑型数控系统面向机床制造商07/2021TNC数控系统带驱动系统一般信息TNC 620•铣、钻和镗机床的紧凑型数控系统•轴数:8个控制环,其中2个可配置为主轴•用海德汉变频器系统并优选使用海德汉电机•全数字化HSCI接口和EnDat接口•尺寸紧凑•CF闪存卡•海德汉Klartext对话式和G代码(ISO)编程•标准铣、钻和镗加工循环•测头探测循环•程序段处理速度快(1.5 ms)19英寸显示屏(纵向)版•一体化的显示屏、键盘和主机(MC8410)•显示器下端为键盘•多点触摸式操作15英寸显示屏(横向)版•一体化的显示屏和主机(MC8420)•独立的键盘单元•多点触控操作系统测试海德汉数控系统、功率模块、电机和编码器通常是完整系统的组成部件。
因此,需要综合测试整个系统,而不能仅仅测试各单独设备的技术性能。
损耗件海德汉数控系统中含易损件,例如、后备电池和风扇。
标准本产品遵循的标准(ISO,EN等),请见样本中的标注。
注意Intel、Intel Xeon、Core和Celeron是Intel Corporation的注册商标。
有效性本文所述功能和技术参数适用于以下数控系统和NC数控软件版本:TNC 620,NC数控软件版本817600-08(需出口许可证)817601-08(无需出口许可证)本样本是以前样本的替代版,所有以前版本均不再有效。
如有变更,恕不另行通知。
要求有些技术参数对机床的配置有特别要求。
请注意,有些功能还需机床制造商开发专用PLC程序。
功能安全特性(FS)如果未明确区分标准部件与FS部件(FS = 功能安全特性),所介绍的信息适用于这两类部件(例如, TE 735,TE 735 FS)。
对于带功能安全特性的部件,在其产品标识的最后带标识符“(FS)”,例如,UEC 3xx (FS)2目录TNC数控系统带驱动系统2一览表4HSCI控制部件16附件23电缆概要37技术说明44数据传输和通信73安装信息77主要尺寸79一般信息101其它海德汉数控系统103主题索引104请注意技术参数表内的页码。
海德汉公司 TNC640数控系统+新一代驱动

/ 现代金属加工2光学高速扫描系统海德汉公司TNC640数控系统+新一代驱动倍的时间。
据介绍,对线内或线边的零件自动化测量,CORE 是最其强化结构能保证设备在生产环境中的使用;集成的光学测头能够快速测量零件的复杂几何结构;当光学测头遇到测量瓶颈时,可配合接触式测头进行测量;使用复合式测头时可在光学与接触式测头间自动切换。
通常可以应用于各种行业,例如工具和模具制造、样品试制、汽车行业、逆向工程,以及医疗技术和航空领域。
也可用于测量透平叶片、关节、假体和汽车零部件。
该系列产品是高端铣削和铣车复合加工数控系统的标杆,适用于动加工应用,包括全自动加工中心的应用;拥有高表面质量、高精度和极短的加工时间,以及面向车间的操作和编程能力;配置“智联智造”,“动态高效”和“动态高精”解决方案包。
TNC 的新组件监视功能通过密切监视主轴轴承负载来保护机床,而进给轴的定期监视则可以防止因过载和磨损而引起的故障。
系统操作和编程简单方便,面向车间应用的对话格式编程语言、实用的对话和信FOX 龙门系列是西班牙尼古拉斯克雷亚模块化设计生产度最高的一款机型,它融合了公司先进的机床设计理念,包括恒温控制系统以及自动换刀系统。
此台参展的FOX-40机床配备了一个C5E 机械式5轴联动铣头,它适合用于加工曲面及结构面比较复杂的4轴和5轴超精密的工件。
此外,FOX-40卸下了它光鲜亮丽的全防护钣金,将以一身清新素雅的半防护新形象粉墨登场,让我们拭目以待。
FOX 龙门系列广泛用于航空航天领域,加工飞机核心零部件,如起落架及发动机叶片。
其次,用于能源领域,如风电、核电及汽轮机的加工。
除此以外,还进行铁路行业的转向架、汽车的冲压模具及其他通用机械行业的加工。
展位号: E4-B001。
海德汉系统介绍 (1)

Zhou Xiuling
CC 424/10 CC
MC 422B
MC
PL
HSCI ETHERNET
MC
TNC 620 with UEC 11x
Zhou Xiuling
UEC11x
新一代海德汉数控系统 - TNC 620
Zhou Xiuling
UEC 11x Compact controller unit with integrated inverter and PLC:
Acceleration Processes with a Jerk
Z Geometric path
Zhou Xiuling
Deviations (enlarged) Direction of motion 0.01 mm
X Speed [m/min]
Time [s]
Acceleration Processes with Jerk Control
Correct contour Correct feed rate at the tool tip
五轴联动功能/TCPM 功能的应用可能
Zhou Xiuling
速度控制选项
角度值控制选项
路径控制选项
Compensational movement
For 45° tilting axis, the angles must be defined with spatial angles.
“ Face Milling” –Tool Center Point Management “ OFF”
NC program: FUNCTION RESET TCPM L X100 B30 R0 F1000
Zhou Xiuling
TNC620——海德汉新一代数控系统
形仿 真 。C m a tls存 储 卡 良好 的抗 振性 保 障 数据 o p cFah
安 全 性 ,既 可 用 于 N 程 序 也 可 用 于P C 序 。T C C L程 N 6 0 供快速 以太 网接 口应用 于车问级 的数据 传输 ,支 2提 持U B 存 和外 置硬 盘进 行输 入 输 出 。熟 练使 用 以往 S闪
简 化 编 程 的 丰 富循 环
全新模 块 化硬 件设 计一 H C SI T C 6 0 MC N 2 主机 、C 控制 单元 和其 他控 制部 件 C
通 过 海 德 汉 最 新 纯 数 字 串行 控 制 接 口HS I( 德 汉 C 海 串行 控 制 接 口)连 接 ,光 栅 尺 或 编 码 器 通 过 海 德 汉
数控 与软 件 C C & sf ae N o w r t
T 6 0 海 德 汉 新 一代 数 控 系统 NC 2 一
T C 60 N 2 是海 德汉 最新 开发 的紧凑 型数 字伺 服 驱 动 的数 控 系 统 ,采 用 面 向全 新 的软 件 架 构 ,适 用 于 镗 铣 类 机 床 ,支 持 3 1 控 制 轴 ( 选 加 2 控 制 +个 可 个
T 系统 的编程人员 可以快速熟悉T C 6 0 NC N 2 系统 。口
8 3
由此 可 以轻 松避 免机 床停 机 。此 外 ,T C 6 0 供 的 N 2提
错 误 原 因说 明 和 可 能 的故 障 排 除方 法 大大 缩 短 了故 障解 决时 间 。
W M EM 5期 2 0 0 8年 1 0月
T C 60 N 2 的编程方 式 面 向车 间 ,大量 的对 话 和图
海德汉系统
(4)在保证精度的情况下实现高速加工 高速切削代表着快速和高效地铣轮廓。除了NC程序外, 最终用户也可以通过固定循环指定轮廓加工的精度。 (5) 加加速控制(Jerk) 要机床具备良好的加减速功能,必须要保持合理的加 加速。iTNC 530系统采用限制加加速值并利用过滤器 对加加速度进行了光滑处理来实现上述功能。通过该 功能的使用既可以减少加工中由于加加速突变而产生 的机床振动而实现高表面质量加工,同时又能达到机 床良好的加减速性能。
(2)程序段处理速度快 先进的前馈伺服技术越来越多地将程序段处理放在后 台执行。即使如此。iTNC 530具有理想的程序段处理 速度性能,实现短的程序段处理时间(0.5ms)和短 的各控制回路周期(位置环周期为100 s)以及各类 插补(直线/圆弧/螺旋线/样条)。 (3)轮廓精度高 iTNC 530还具有1024段(可通过机床参数设置)预读 功能。“预读”功能能预测方向的未来变化,来调整 运动速度使之符合编程表面要求。当刀具切入工件时, iTNC 530可以根据需要自动降低进给速率。iTNC 530 可实现各种误差补偿,包括线性和非线性轴误差、反 向间隙、圆周运动的方向尖角、热膨胀及粘滞摩擦。
好的伺服控制和高速控制能力 针对复杂的曲面,如果要实现高速、高精和高表 面质量加工,在具备好的硬件基础上控制系统软 件也必须具有好的伺服性能及高速控制能力。 以下几点为高性能加工机床控制系统所需的一些 特性: (1)全数字驱动技术 在强大硬件的支持下,iTNC 530采用了全数字化 技术。其位置控制器、速度控制器和电流控制器 全部实现数字控制。数字电机控制技术能获得非 常高的进给速率。iTNC 530在同时插补多达5轴时, 还能使转速高达40000 rpm的数控主轴达到要求的 切削速度。
iTNC 530系统的硬件设计 iTNC 530采用全新的微处理器结构。iTNC 530控制系统 具有可控制达12轴,控制器本身包含了主机单元(MC) 和控制单元(CC)两个部分。iTNC530所有的实时任务 均在自己开发的实时操作系统(HEROS)下完成,而且 海德汉也可提供带双处理器的主计算机,它既可以保证 系统的实时计算和稳定性能,同时又能满足用户对 Windows应用程序的需求。同时主机单元中的存储是通 过容量达30G的硬盘实现的,这对复杂模具加工提供了 充足的存储空间。主机单元带有各类数据通讯接口 (Ethernet/RS232/RS422/USB等),所配备的快速以太 网通信接口能以100Mbit/s的速率传输程序数据。
数控系统基本组成PPT课件
3.多微处理机CNC装置的典型结构
(1)ห้องสมุดไป่ตู้享总线结构 (2)共享存储器结构
.
数控软件的特点及关键技术
1.多任务与并行处理技术
(1). 数控装置的多任务性
图4-11 数控装置的任务及分类框图
.
这些任务中有些可以顺序执行,有些必须同时执行,如: (1) 显示和控制任务必须同时执行,以便操作人员及时了解
.
1.多微处理器系统特点
(1)计算处理速度高 (2)可靠性高 (3)有良好的适应性和扩展性 (4)硬件易于组织规模生产
.
2. 多微处理器系统的基本功能模块
(1) CNC管理模块 (2)存储器模块 (3)CNC插补模块 (4)位置控制模块 (5)操作和控制数据输入输出和显示模块 (6) PLC模块
机床运行状态; (2) 在加工过程中,为使加工过程连续,译码、刀补、插补
和位置控制模快也必须同时进行。
.
(2). 多任务并行处理的实现 1) 资源分时共享
初始化
显示
其它
背 景 程 译码 序
I/ O
刀补
位置控制
优
先
级
插补运算
顺
序
背景程序
图4-12 分时共享多任务处理方案
.
2.2 数控系统的分类、性能指标及功能
.
⑸主轴控制接口
主轴S功能可分为无级变速、有级变速和分段 无级变速三大类。当数控机床配有主轴驱动装置 时,可利用系统的主轴控制接口输出模拟量进行 无级变速,否则需用MST接口实现有级变速。为 提高低速输出转矩,现代数控机床多采用分段无 级变速。主轴的位置反馈主要用于螺纹切削功能、 主轴准停功能以及主轴转速监控等。
.
海德汉roc413参数手册
海德汉roc413参数手册
摘要:
1.海德汉roc413 概述
2.海德汉roc413 主要参数
3.海德汉roc413 应用领域
4.海德汉roc413 使用注意事项
正文:
一、海德汉roc413 概述
海德汉roc413 是一款高性能的数控系统,具有强大的运算能力和友好的用户界面,适用于各种数控机床和工业自动化设备。
该系统能够实现对设备的精确控制,提高生产效率和加工质量,大大降低了操作复杂度和人力成本。
二、海德汉roc413 主要参数
1.控制轴数:海德汉roc413 支持最多4 轴联动控制,可以满足大部分数控机床的需求。
2.插补方式:采用先进的三次样条插补算法,能够实现高速、高精度的插补运算。
3.位置控制:海德汉roc413 采用闭环控制系统,能够实现对位置的精确控制,定位精度高达0.01mm。
4.速度控制:系统支持最高1000mm/s 的移动速度,能够满足高速加工的需求。
5.存储容量:海德汉roc413 具有大容量的程序存储空间,可以存储大量的加工程序。
三、海德汉roc413 应用领域
海德汉roc413 广泛应用于各种数控机床,如数控车床、数控铣床、加工中心等,同时也可用于工业自动化设备,如机器人、自动化生产线等。
四、海德汉roc413 使用注意事项
1.在使用前,应仔细阅读使用说明书,了解系统的使用方法和注意事项。
2.在使用过程中,应确保系统连接正常,避免因为连接不良导致的设备故障。
3.定期对系统进行维护和保养,以延长其使用寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TS 220 / TS 640 工件对齐和测量
8
TT 130 刀具静止或运动时测量
PLC 模块
PL 510 基本模块
IO Module Analog Module PLD 16-8 PLA 4-4
PL 510 with 4 I/O Modules PLD 16-8
PL 510 partially assembled 64/32 I/O
2
主计算机MC, 控制计算机CC, 硬盘HDR, SIK
CC 424 MC 422B
3
抽屉式硬盘
显示器BF, 键盘TE, 机床操作面板MB
BF 150
TE 420
4
MB 420
电源模块UV, 功率模块UM
5
进给轴电机 QSY,主轴电机 QAN
6
手轮 HR
HR 410
7
HR 420
测头TS, TT
2 6
8
8
3
1 4
1
7
TNC 各功能部件名称及功能简介
主计算机 MC 、控制计算机 CC、硬盘HDR 、系统软件识别卡 SIK 显示器 BF、键盘 TE、操作面板 MB 电源模块 UV、功率模块UM 进给轴电机 QSY、主轴电机QAN 手轮 HR, 工件测头TS,刀具测头TT PLC基板 PL、 PLC I/O扩展模块 PLD 电抗器 KDR、线路滤波器EPCOS、制动电阻UP 110 软件: TNCopt, TNCdiag, TNCscopeNT, PLCdesignNT, TNCremoNT, TeleService, LSV2 tool…
11
软件介绍 TNCopt
12
软件介绍 PLCdesignNT
13
380V ~
系统集成
UV1xx UM 1xxD
CC4xx MC422B
TNC软件
14
9
KDR, EPCOS, UP110
KDR 140 抑制电压波动,提高变 频器性能
10
EPCOS 80A 抑制线路中工具 TNCdiag:维修诊断 TNCscopeNT:示波器 PLCdesignNT:PLC编程 TNCremoNT:数据传输及备份 TeleService:远程诊断 LSV2 tool:软件开发包
10 1
1
TNC 各功能部件名称及功能简介
6 10
5
7
7
9
1 iTNC 530控制系统 2 触发式工件测头 TS 3 触发式工具测头 TT 4 电子手轮 HR 5 异步主轴电机 QAN 6 同步伺服电机 QSY 7 封闭式线性光栅尺 LF/LS/LB/LC 8 角度编码器ROD/RON/RCN 9 磁性编码器 ERM 10 电机位置和速度反馈编码器 ERN/ECN/EQN