夯实智能936焊台
936焊台控温原理

936焊台控温原理936焊台是一种常用的焊接设备,它具有控温功能,可以根据焊接需求精确调节温度。
那么,936焊台的控温原理是什么呢?我们需要了解936焊台的基本结构。
936焊台由焊咀、加热元件、温度传感器、控制电路等部分组成。
焊咀是焊接时焊丝通电的地方,加热元件是通过通电产生热量的部分,温度传感器用于感知焊接区域的温度变化,控制电路则是用来控制加热元件的工作状态。
控温原理主要是通过温度传感器感知焊接区域的温度变化,并将这些信息传递给控制电路。
控制电路根据温度传感器的反馈信号,实时调节加热元件的工作状态,以达到控制温度的目的。
具体来说,当我们设置936焊台的焊接温度时,控制电路会将目标温度转化为相应的电信号。
这个电信号经过控制电路的处理后,会控制加热元件的通电时间和通电功率。
通电时间越长,通电功率越大,加热元件产生的热量就越多,温度就会升高。
反之,通电时间越短,通电功率越小,加热元件产生的热量就越少,温度就会降低。
温度传感器会不断感知焊接区域的温度变化,并将这些温度数据传递给控制电路。
控制电路会根据实际温度与目标温度之间的差异,动态调整加热元件的通电时间和通电功率,使温度保持在设定的目标温度范围内。
通过这种方式,936焊台可以实现精确的温度控制。
无论是焊接电子元器件还是金属零部件,都可以根据具体要求调节焊接温度,确保焊接过程的稳定性和质量。
总结一下,936焊台的控温原理是通过温度传感器感知焊接区域的温度变化,并将这些信息传递给控制电路。
控制电路根据温度传感器的反馈信号,实时调节加热元件的工作状态,以达到控制温度的目的。
这种控温原理使得936焊台能够实现精确的温度控制,提高焊接质量和稳定性。
936焊台

936焊台936焊台是一种常见的焊接设备,广泛应用于工业制造和维修领域。
它是指焊接工作台台面的尺寸为936毫米×936毫米,因而得名。
本文将介绍936焊台的基本结构、工作原理、主要特点以及应用领域。
936焊台的基本结构包括焊接工作台、焊接工具、焊接控制系统等组成部分。
焊接工作台由工作台面板和支撑底座组成,工作台面板采用耐高温、耐磨损的材料制成,以保证在焊接过程中不容易受到损坏。
支撑底座可以用于调整工作台的高度和倾斜角度,以适应不同的焊接需求。
焊接工具主要包括焊枪、焊条、焊丝等,通过焊枪将焊条或焊丝加热熔化,并通过电弧将焊接材料连接在一起。
焊接控制系统主要包括电源、温控装置等,用于控制焊接工作的电流、温度等参数,以保证焊接质量和安全性。
936焊台的工作原理是利用电阻加热原理实现焊接工作。
当焊枪接通电源后,电流通过焊条或焊丝产生高温,并将焊接材料熔化,形成熔池。
焊工通过移动焊枪和调节焊接工作台的角度,控制焊接材料的流动和形状,从而实现焊接任务。
936焊台具有一些主要特点。
首先,它具有稳定的电源和精确的温控装置,可以提供稳定的焊接电流和温度,保证焊接质量和安全性。
其次,它具有较大的焊接工作台面积,适用于大尺寸焊接任务。
此外,它还具有调节工作台高度和倾斜角度的功能,以适应不同焊接需求。
最后,它还具有简单易用的操作界面和安全防护装置,方便操作人员使用,并确保其安全。
936焊台广泛应用于工业制造和维修领域。
在工业制造领域,它可以用于焊接金属制品、电子元器件等,广泛应用于汽车制造、机械制造、航空航天等行业。
在维修领域,它可以用于焊接和修复各种金属结构和设备,如管道、容器、焊接材料等。
综上所述,936焊台是一种重要的焊接设备,具有稳定的电源和精确的温控装置,可适应各种焊接需求。
它在工业制造和维修领域有广泛的应用,是现代制造业和维修业不可或缺的工具之一。
TPK 936 溫控焊台 说明书
TPK®TPK 936 溫控焊台使用說明書感謝您購買我們的無鉛電焊台,本産品是專爲無鉛焊接而設計的,使用前請仔細閱讀本說明書,閱讀後請妥爲保管,以便日後查閱。
注意事項△!警告本使用說明書之“警告"和“注意"的定義如下:△!警告:濫用可能導致使用者死亡或重傷△!注意:濫用可能導致使用者受傷或對涉及物體造成實質破壞。
△!注意當電源接通時,烙鐵頭溫度高於攝氏200至480度(華氏400到899度)。
鑒於濫用可能導致灼傷或火患,請嚴格遵守以下事項:● 切勿觸及烙鐵頭附近的金屬部份。
● 切勿在易燃物體附近使用焊鐵頭。
● 通知工埸其他人士,焊鐵頭極易灼傷,可能引起危險事故。
休息時或完工後應關掉電源。
● 更換部件或裝置焊鐵頭時,應關掉電源,並待焊鐵頭冷卻至室溫。
爲免損壞電焊台,及保持作業環境之安全,應遵守下列事項:● 切勿使用焊鐵頭進行焊接以外的工作。
● 切勿將焊鐵敲擊工作臺以清除焊劑殘餘,此舉可能嚴重震損焊鐵。
● 切勿擅自改動電焊台。
● 更換部件時,應採用原廠原件。
● 切勿弄濕電焊台,或手濕時也不能使用電焊台。
● 焊接時會冒煙,工埸應有良好的通風設施。
● 使用電焊台時,不可作任何可能傷害身體或損壞物體的妄動。
部件名稱裝置和使用電焊台A. 焊鐵架△!注意:海綿是可擠壓物體,水濕則漲大。
使用海綿時,先濕水再擠幹。
否則會損壞焊鐵頭。
1.小塊清潔海綿將小塊清潔海綿先濕水再擠幹,置入焊鐵架底座凹槽之中。
2.添水至焊鐵架內。
不能超過中間凸出部分。
小塊海綿吸水份後,可使置於其上的大塊海綿一直保持潮濕狀態。
*也可以單用大塊海綿,(省去小塊海綿和添水)3.然後沾濕大塊清潔海綿,置於焊鐵架底座。
B.連接△!注意:進行連接或拆開焊台時,切記要關掉電源,以免損壞電焊台。
1.將組裝電線連接焊台插座2.將焊鐵置放於焊鐵架3.將插頭插入電源插座。
切記要接地。
C.設定溫度1.將控溫旋鈕設定在所需溫度點。
2.鎖定控溫旋鈕。
電焊台配有溫度調節鈕鎖。
936焊台控温原理

936焊台控温原理摘要:1.恒温电焊台936 的原理2.936 焊台的特点3.936 焊台的使用技巧4.936 焊台与850 风枪的实际操作温度及技巧正文:一、恒温电焊台936 的原理恒温电焊台936 是一款以低电压工作的手工焊接工具,具有可调温、恒温及防静电的功能。
其内部主要由温度调控电路和温度数显电路组成。
通过调节电路中的电阻,实现对焊接温度的精确控制。
烙铁精致、小巧,头部尖细,特别适合手工焊接微小型电子元器件。
此外,特备固定温度螺丝,防止工作人员滥调温度,确保焊接质量。
二、936 焊台的特点1.精度高:936 焊台具有精确的温度调控功能,可以实现对焊接温度的精确控制,确保焊接质量。
2.安全性高:采用低电压工作,降低了触电风险。
3.适用范围广:特别适合手工焊接微小型电子元器件。
4.操作简便:温度调控电路和温度数显电路使得操作更加直观便捷。
三、936 焊台的使用技巧1.焊接前需检查烙铁头是否清洁,焊接过程中要避免烙铁头与焊接物短路。
2.根据焊接物的材质和要求,选择合适的焊接温度。
一般来说,有铅焊接时,温度控制在300 度左右;无铅焊接时,温度控制在380-400 度。
3.焊接过程中要注意控制烙铁头的移动速度,确保焊接物各部位均匀受热。
四、936 焊台与850 风枪的实际操作温度及技巧1.在拆卸时,需掌握好温度,避免对焊接物造成损害。
可以通过观察风枪吹出的气的温度来判断,一般约为2500c 左右。
2.在吹焊IC 时,最好使用风枪的大头,这样可以使IC 各部位均匀受热。
3.可以用一张纸测试风枪头部距离纸面的距离,以确保吹出的气流温度适中。
白光936焊台修正的电路原理图
白光936焊台修正的电路原理图和分析
白光936焊台修正的电路原理图和分析
原创:wxleasyland
日期:2009.8.8
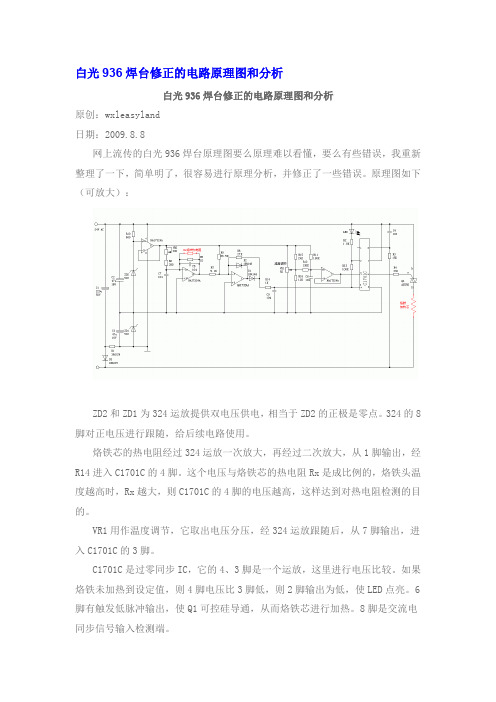
网上流传的白光936焊台原理图要么原理难以看懂,要么有些错误,我重新整理了一下,简单明了,很容易进行原理分析,并修正了一些错误。
原理图如下(可放大):
ZD2和ZD1为324运放提供双电压供电,相当于ZD2的正极是零点。
324的8脚对正电压进行跟随,给后续电路使用。
烙铁芯的热电阻经过324运放一次放大,再经过二次放大,从1脚输出,经R14进入C1701C的4脚。
这个电压与烙铁芯的热电阻Rx是成比例的,烙铁头温度越高时,Rx越大,则C1701C的4脚的电压越高,这样达到对热电阻检测的目的。
VR1用作温度调节,它取出电压分压,经324运放跟随后,从7脚输出,进入C1701C的3脚。
C1701C是过零同步IC,它的4、3脚是一个运放,这里进行电压比较。
如果烙铁未加热到设定值,则4脚电压比3脚低,则2脚输出为低,使LED点亮。
6脚有触发低脉冲输出,使Q1可控硅导通,从而烙铁芯进行加热。
8脚是交流电同步信号输入检测端。
以上原理图和分析仅供参考。
夯实智能936焊台
夯实HS936烙铁焊台说明书用户朋友您好!感谢您使用本产品:本产品由从事电子行业30多年的资深工程师,本着使用方便、性能优良为导向研制开发。
本产品使用了,当今比较先进的高频高效PWM开关电源,结合微电脑数码程序控制技术,使传统936焊台在功能和性能上有了质的飞跃。
一、产品参数:输入电压:AC110~240V 宽电压全球适用输出电压:DC10~26V输出额定功率:50W (配套50W 1321发热芯烙铁手柄)电源储备功率:>90W (短时功率)温度调节范围:200-450度,二、功能特征1、采用高效高频开关电源技术,功率大、效率高,体积小、重量轻,移动、携带方便。
2、采用数码温度显示,直观、准确。
3、采用触摸按键,可靠、方便,不磨损。
4、采用微电脑程序测温、控温技术,大大提高恒温性能。
5、大功率储备,使升温、回温更快、更强。
夏天风扇吹风下也可以同样使用。
6、新功能:一键升高温,方便实际使用开发的新功能,详见使用方法8。
7、故障检测:方便维修。
详见使用方法9。
8、智能探测,无操作20-30分钟休眠关机;连续工作2小时强制关机。
安全、省电;详见使用方法7。
9、.三、使用方法1、确定烙铁手柄已与焊台电源可靠连接;检查手柄烙铁头安装可靠,无松动。
然后,将电源插头可靠插入市电插座。
注意:开机前请务必确认烙铁手柄已置于不会烫到物品的地方,如烙铁架上。
要防静电焊接,请务必确认市电插座,须接有与大地相连接的地线。
2、通电后,电源处于待机状态,显示屏闪烁显示“———”,触按ON/OFF键,开机。
3、开机后,闪烁显示几下设定的温度值。
然后,显示烙铁的实际温度。
显示屏右边显示的是烙铁工作加热状态:红-快速加热,绿(蓝)-恒温控制加热。
4、温度调整:直接触摸升▲键,或降▼键,待屏幕显示所需温度后放开触摸键即可。
所设定的温度值,机子有断电记忆功能。
5、温度显示校准:长时间使用或更换手柄(发热芯)后,均有可能显示值跟实际温度有所差异。
欧泰克 936 无铅焊台 说明书

使用说明书实际目 录一、包装清单 (1)二、注意事项 (1)三、部件名称 (2)四、焊台的装置和使用 (2)五、烙铁头的维护和使用 (4)六、保养 (5)七、校准烙铁的温度 (5)八、烙铁头 (5)九、排除故障指南 (6)十、如何检查发热元件和组装电线破损 (7)十一、电路图 (9)十二、规格 (9)十三、部件清单……………………………………………………………10一、包装清单请检查包装,以证实所列清单项目正确无误焊台主机 (1)焊台手柄 (1)烙铁架(包括湿海绵) (1)六角头扳手(1.5mm) (1)使用说明书 (1)二、注意事项▲ 警告本使用说明书之“警告”和“注意”的定义如下:● 警告:滥用可能导致使用者死亡或重伤。
● 注意:滥用可能导致使用者受伤或对涉及物体造成实质性破坏。
为您本人安全着想,请严格遵守“注意事项”。
▲ 注意当电源接通时,烙铁头温度高于摄氏200至480度(华氏392至896度)。
鉴于滥用可能导致灼伤或火患,请严格遵守以下事项:● 切勿触及烙铁头附近的金属部分。
● 切勿在易燃物体附近使用烙铁头。
● 通知工厂其它他人士,烙铁头极为灼热,可能引发危险事故。
● 休息时或完工后应关掉电源。
● 更换部件或装置烙铁头时,应关掉电源,并待烙铁头冷却至室温。
B. 添水至下图所示水平面。
小块海绵吸收水分后,可使置于其上的大块海绵一直 保持潮湿状态。
※ 也可以单用大块海绵(省去小块海绵和添水)。
C. 然后沾湿大块清洁海绵,置于烙铁架底座。
2. 连接▲注意:进行连接和解开烙铁时,切记要关掉电源,以免损坏印刷电路板。
A. 将电线装置连接烙铁插座。
B. 将烙铁置放于烙铁座。
C. 将插头插入电源插座。
※ 切记要接地。
3. 设定温度A. 将控温旋钮设定在所需温度点。
B. 锁定控温旋钮。
C. 此焊台配有温度调节钮锁。
按顺时针方向拧紧对准定位然后插入为免损坏焊台,及保持作业环境之安全,应遵守下列事项:● 切勿使用烙铁头进行焊接以外的工作。
936恒温焊台原理
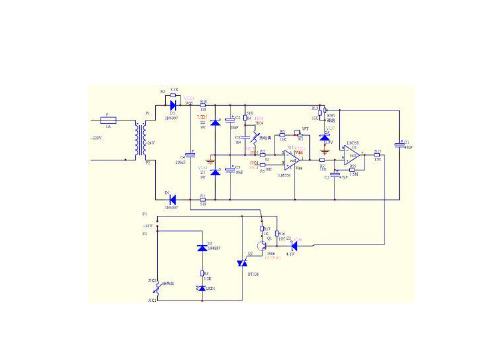
二、TOP-936焊台原理图及分析:TOP-936A型焊台系以低电压工作的手工焊接工具。
它具有可调温、恒温及防静电的功能。
烙铁精致、小巧,头部尖细,特别适合手工焊接微小型电子元器件。
因此在手机等数码产品维修业中有着广泛的应用。
社会保有量大。
借维修之际。
本人剖析了该焊台的电路如附图所示。
一、电路工作原理经变压器T变压后的AC24V电压经D3、D1半波整流、C4滤波后;在C4两端形成18V左右的直流工作电压。
该电压正端加在运放U1 LM358N的⑧脚;负端经R1限流后加在U1的④脚,供运放U1作电源工作电压。
该18V电压经R10、R1限流,Z2、Z1稳压;并在Z2、Z1的中点向U1的反相输入端②脚及烙铁电源输出插接件JIK5P的⑤脚提供一个“基准”工作电压。
又通过R10、R4在JIK5P的④、⑤两脚间向烙铁内的热电偶提供一个工作电流回路。
当烙铁温度变化时烙铁内的热电偶电动势发生变化,经R5在U1A的②、③间形成一个随温度变化而变化的电压差。
在R10、R13//RW1、Z4、Z1、R1回路中,稳压二极管Z2与Z4形成的压差加在R13//RW1两端,通过调节RW1改变U1B反相输入端⑥脚的电压值。
也即调节了烙铁的设定温度,实测RW1上端的电压为15.3V;下端的电压是10.8V(以U1的④脚为参考零电位。
下同)。
R6和微调可变电阻WT构成负反馈回路,用以调节运放U1A的放大增益,从而调节烙铁的温度跟踪性能。
CZ /JIK5P中的④、⑤连接端子接TOP-936A电烙铁内的热电偶。
从图中给定的元件参数可以算出,流过CZ④⑤两端的电流约为0.17mA,在其两端形成的电压差为9.35mV~27.3mV(视烙铁温度不同而异,温度低,电压差小;反之,压差大),经U1A线性、比例放大后从U1A的①脚输出,经R7加至U1B的同相输入端⑤脚,经与U1B的反相输入端⑥脚的电压比较后输出相应的“高、低”控制电压,去控制Q1的截止、导通;从而控制双向可控硅Q2的开或关,也即控制了烙铁的加热与否。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
夯实HS936烙铁焊台说明书
用户朋友您好!感谢您使用本产品:
本产品由从事电子行业30多年的资深工程师,本着使用方便、性能优良为导向研制开发。
本产品使用了,当今比较先进的高频高效PWM开关电源,结合微电脑数码程序控制技术,使传统936焊台在功能和性能上有了质的飞跃。
一、产品参数:
输入电压:AC110~240V 宽电压全球适用
输出电压:DC10~26V
输出额定功率:50W (配套50W 1321发热芯烙铁手柄)
电源储备功率:>90W (短时功率)
温度调节范围:200-450度,
二、功能特征
1、采用高效高频开关电源技术,功率大、效率高,体积小、重量轻,移动、携带方便。
2、采用数码温度显示,直观、准确。
3、采用触摸按键,可靠、方便,不磨损。
4、采用微电脑程序测温、控温技术,大大提高恒温性能。
5、大功率储备,使升温、回温更快、更强。
夏天风扇吹风下也可以同样使用。
6、新功能:一键升高温,方便实际使用开发的新功能,详见使用方法8。
7、故障检测:方便维修。
详见使用方法9。
8、智能探测,无操作20-30分钟休眠关机;连续工作2小时强制关机。
安全、省电;
详见使用方法7。
9、.
三、使用方法
1、确定烙铁手柄已与焊台电源可靠连接;检查手柄烙铁头安装可靠,无松动。
然后,将电
源插头可靠插入市电插座。
注意:开机前请务必确认烙铁手柄已置于不会烫到物品的地方,如烙铁架上。
要防静电焊接,请务必确认市电插座,须接有与大地相连接的地线。
2、通电后,电源处于待机状态,显示屏闪烁显示“———”,触按ON/OFF键,开机。
3、开机后,闪烁显示几下设定的温度值。
然后,显示烙铁的实际温度。
显示屏右边显示的
是烙铁工作加热状态:红-快速加热,绿(蓝)-恒温控制加热。
4、温度调整:直接触摸升▲键,或降▼键,待屏幕显示所需温度后放开触摸键即可。
所
设定的温度值,机子有断电记忆功能。
5、温度显示校准:长时间使用或更换手柄(发热芯)后,均有可能显示值跟实际温度有所
差异。
校准方法:烙铁加温达恒温一定时间后,用烙铁测温仪检测烙铁头焊接部位的温度,对比焊台所显示的温度值,如有误差,同时长按焊台升▲和降▼二键,待显示F 1字样时放开,表示已进入校准模式,再按升▲键或降▼键,调至跟实际温度值一致,再按多功能SET键直至退出或无操作10秒后即退回实际温度显示界面。
6、关机(待机):长按多功能ON/OFF/SET键1秒以上,显示屏显示“———”即已关机(待
机),或直接拔掉插头。
注意:长时间不用请务必拔掉电源插头,待机时还有微少的电能损耗,雷雨季节以防雷击!
7、定时休眠关机:智能检测无操作约20-30分钟后休眠关机;特殊使用烙铁如不作焊锡用,
或烙铁头接地不良等原因会造成无感应信号,工作约20-30分钟就会关机。
若需关闭此功能,同时长按焊台升▲与降▼二键,待显示F 1字样后放开,按SET键一次,显示F2后,按升▲键显示OFF即关闭,或按降▼键显示ON即打开。
继续按SET键或等待10
秒后退出。
为了进一步提高安全措施,设定有:连续工作2小时强制关机。
8、一键升高温操作:焊电路板时,一般以小焊盘为主,烙铁温度选中偏低温区,如300-350度,然而其中偶尔会有几个大焊盘如变压器、功率管、散热器的脚,需要高温,此时即可快按SET键一下,烙铁温度会立刻升至500℃高温1分钟,这样大焊盘很容易焊接,保证质量,避免虚焊、假焊;1分钟后,烙铁温度又会自动回温至原先设定值,很方便。
而无此功能时,需升▲和降▼来回的调整(麻烦),或是一直开着高温焊接,直接影响焊接质量和烙铁使用寿命。
9、本产品有故障检测功能,A如果一开机即显示Err,是测温回路有故障,可能是:1、没
装烙铁手柄或烙铁手柄不配套,发热芯是1322或1323型的;2、烙铁手柄测温回路的两条导线开路或短路;3、烙铁芯坏了。
B如果是开机几秒后显示Err,则是加热回路故障,1、是加热回路的两条线不通,开路;2、烙铁芯坏了。
C如果是一开机就关机,拔掉手柄插头又可以开机,那是主输出手柄加热回路短路了,机子处于短路保护中。
10、经验之谈,焊接质量与焊接温度是息息相关,也就是与一个好焊台分不开的。
升温、回
温快也就是恒温效果好,是好焊台的一个重要指标。
操作时焊接温度一般选低点好,这样焊锡丝内的助焊剂挥发慢,焊接点圆润光亮,不会烫伤器件和线路板,烙铁头也不会氧化发黑,一般选320度左右。
但对于大焊盘特别是散热器的固定脚,要高温快速焊接,焊点的温升要大大大于焊点的散热降温,才能可靠焊接;这就与焊台的储备功率分不开了。
焊料的选择,现在电子行业焊接用的,均是中空加松香助焊的焊锡丝,一般是锡铅合金料,所说的度数是指含锡量的百分比多少,最好的是63度的,熔点低约180度,焊接点光亮,温度280就可以焊接了;含锡度数越低熔点越高,焊点越发白,45度以上焊接效果还是可以的,温度可选300-350度;焊丝度数再低的话,焊点发白带灰色,表面粗糙带龟裂纹,焊接温度要选380度以上,这样助焊松香立即挥发,发挥不了助焊的作用,烙铁头也将严重氧化,焊接速度和质量大打折扣。
环保焊丝即无铅焊丝,是锡和小比例的铜或银的合金,熔点相对高些,焊接温度要350度以上点。
总之,选择焊接温度,要综合焊料、焊点大小,生产式连续焊接还是修理式的断续焊接等因素,在不影响速度和质量的前提下,能低则低。
烙铁头的选择,一般936焊台烙铁手柄原装头多为尖头,适应面广,成本又低些。
但尖烙铁头本身质量轻,导热慢、储热少,只能焊接小焊点,如小线头,贴片件等。
还不能调高温,一旦高于350度就很容易氧化发黑。
氧化发黑了,焊接时与焊点间就像是隔了一层保温层,焊锡难于熔化,往往还以为是烙铁温度不够呢,再调高温度,烙铁头氧化更严重,更难焊接。
初学者往往会进入到这个怪圈里,总是觉得烙铁温度低。
这就是选择焊接温度很重要,选择烙铁头同样很重要。
烙铁头一般分为尖头、斜口马蹄C形、刀头K形和扁铲T形等几个系列。
烙铁头根据焊接点和器件的大小和个人爱好选择。
一般情况下是:焊接细小物件如贴片件则选尖头或斜口小C形,焊接温度要低;焊大线头或生产电路板时的补焊、加焊则选大C头或刀头,温度可调高些;这些头上锡焊接面大很容易多脚连焊和拉、甩开多余焊锡,提高焊接效率。
一旦烙铁头上锡面氧化发黑,焊接就很难操作了。
要去除氧化层切记长寿命烙铁头是不能用锉刀锉的,办法是:将烙铁温度调低至250度左右,这点很重要;将烙铁头上锡面在锡块上擦拭多下后,马上用焊锡丝给烙铁头上锡,如果可以上锡了就可以了;如果还不能完全上锡,重新擦拭、上锡,直到完全上锡为止。
四、注意事项
1、初次使用,请务必详细阅读说明书。
禁止用于易燃、易爆物品的加温或焊接操作!禁止
靠近易燃、易爆物品使用!
2、开机前确认烙铁手柄已置于不会烫到物品的位置,如烙铁架上。
3、本产品电源部分有一定的发热量,使用时请置于阴凉、通风处。
4、要求防静电焊接的,输入市电插座务必接有可靠连接大地的地线。
5、本产品配套的手柄发热芯为A1321陶瓷加热芯,升温快,寿命长;不能与装A1322或A1323
加热芯的手柄通用,误装不能工作,显示“Err”。
注:采用A1321芯的非原装手柄只要插头、接线相同均可使用,只是显示的温度值或有误差。
6、本产品只供锡焊接用,请勿它用。
如用于加热或烫、烙物品用,可能会因长时间超功率
使用损坏焊台电源或产品因感应不到操作使用信号而定时自动关机。
五、售后服务
本产品的电源部分属于质量问题的免费保修一年。
烙铁手柄部分属易损件,根据具体情况提供有偿维修服务。
恒实电子厂。