2014年特殊过程、关键工序识别及控制措施一缆表
关键工序、特殊工序界定
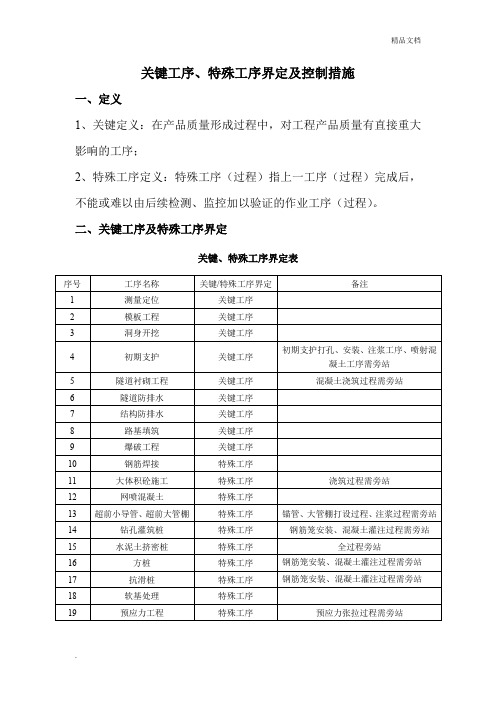
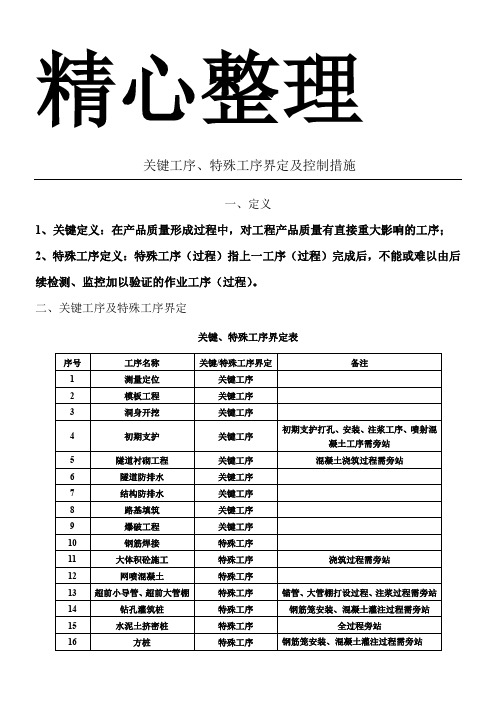
关键工序、特殊工序界定及控制措施一、定义1、关键定义:在产品质量形成过程中,对工程产品质量有直接重大影响的工序;2、特殊工序定义:特殊工序(过程)指上一工序(过程)完成后,不能或难以由后续检测、监控加以验证的作业工序(过程)。
二、关键工序及特殊工序界定关键、特殊工序界定表三、对关键工序的监控1、各架子队队技术主管在技术交底时以清楚实用的方式,提供操作规程、方法、操作要求,或编制技术操作规程,必要时进行有针对性的培训,使上岗操作人员在明白工艺、质量、操作要求后进行操作。
工程部进行检查,必要时由工程部进行技术交底或技术培训。
2、在施工过程中,工程技术人员、质量工程师对过程参数和过程产品进行监控,并做好检查记录。
3、经检查验收,当发现不合格情况时,必须立刻向经理部进行报告,并制定整改措施,由安质部验收整改情况,直至工程质量合格。
四、对特殊工序的监控1、安质部对从事特殊工序的操作人员及质量管理、验证人员必须进行资格认证,必要时对相关人员进行培训,保证参加特殊工序施工的所有相关人员持证上岗。
2、特殊工序施工时,工程部编制改特殊工序的《作业指导书》、下发至架子队,架子队可根据实际情况进行补充。
《作业指导书》对施工方法、质量要求、验证方式、验证人员等作出明确规定,工程部对操作人员进行详细技术交底。
《作业指导书》经技术负责人批准后方可实施。
3、对特殊工序配备的施工机械设备,施工前由物机部人员进行验证,确认其是否符合《作业指导书》要求的施工能力。
4、配备与规定质量要求相符的检验、测量、试验设备,由工区试验室、安质部人员进行验证。
5、施工过程中,技术负责人组织工程部、安质部的人员,对其进行专项检查和监控。
6、保存对特殊工序作业人员和机械设备、检验、测量、试验设备的验证记录及过程参数的监控记录。
关键工序、特殊工序识别
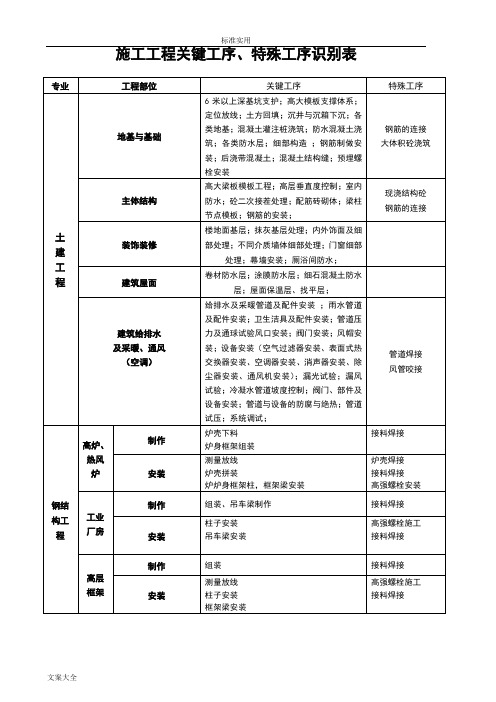
(注):特殊工序:是指对形成产品是否合格不易或不能经济地进行验证的过程(工序),主要包括:
a)工程(产品)质量不能通过后续的检验,测量或监控加以验证的工序;
b)工程(产品)质量需进行破坏性试验或只有通过复杂、成本很高的方法才能检验、试验,或只能通过间接监控的工序;
c)仅在工程(产品)使用或交付之后,不合格的质量特性才能暴露出来的工序;
关键工序:是指对工程质量具有重要影响的过程。
主要包括:
a)对工程(产品)质量、性能、功能、寿命、可靠性及成本等有直接影响的工序。
b)工艺复杂,质量容易波动,对操作者的技艺要求高或问题发生较多的工序。
特殊工序关键工序质量控制措施
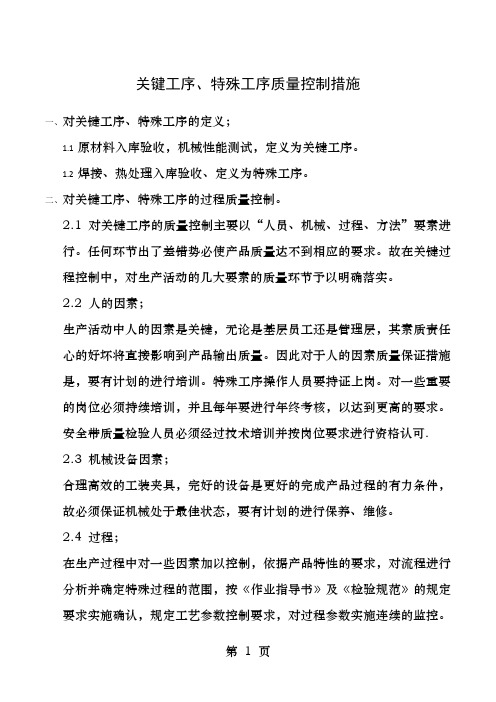
关键工序、特殊工序质量控制措施一、对关键工序、特殊工序的定义;1.1原材料入库验收,机械性能测试,定义为关键工序。
1.2焊接、热处理入库验收、定义为特殊工序。
二、对关键工序、特殊工序的过程质量控制。
2.1 对关键工序的质量控制主要以“人员、机械、过程、方法”要素进行。
任何环节出了差错势必使产品质量达不到相应的要求。
故在关键过程控制中,对生产活动的几大要素的质量环节予以明确落实。
2.2 人的因素;生产活动中人的因素是关键,无论是基层员工还是管理层,其素质责任心的好坏将直接影响到产品输出质量。
因此对于人的因素质量保证措施是,要有计划的进行培训。
特殊工序操作人员要持证上岗。
对一些重要的岗位必须持续培训,并且每年要进行年终考核,以达到更高的要求。
安全带质量检验人员必须经过技术培训并按岗位要求进行资格认可.2.3 机械设备因素;合理高效的工装夹具,完好的设备是更好的完成产品过程的有力条件,故必须保证机械处于最佳状态,要有计划的进行保养、维修。
2.4 过程;在生产过程中对一些因素加以控制,依据产品特性的要求,对流程进行分析并确定特殊过程的范围,按《作业指导书》及《检验规范》的规定要求实施确认,规定工艺参数控制要求,对过程参数实施连续的监控。
当材料、过程参数改变、设备更新等情况下,应对过程再次确认。
2.5 方法在特殊工序过程中,必须制定合理的工艺流程,先进高效的加工方法,才能更好更快的完成生产任务。
只有建立良好的实施与监管体系,才能按设计要求完成产品的加工过程。
三、原材料入库验收3.1 原材料是产品的基本单位,故材料的优劣将直接影响到产品的质量。
所以材料入库前必须进行如下项目的检验。
3.2 金属材料表面不允许有裂纹、气泡、结疤、折叠与夹杂。
钢板不得有分层。
如还需要后期处理,加工后的表面不应有上述缺陷。
并应保证尺寸在公差范围内。
且平滑过渡无棱角。
3.3 织带类材料外观不允许有破边,带子无破边、断线、织疵、混纱、散丝、面料歪斜等有害缺陷。
关键工序及质量控制点一览表

扭力扳手:检查5%,且不小于2个
±10%
控制高强螺栓质量、现场安装工程等
7
钢箱梁制作和安装
梁高
钢尺:测两端腹板处
±4
控制下料尺寸、拼装尺寸等
腹板中心距
钢尺:测两端两腹板中心处
±3
控制下料尺寸、拼装尺寸等
焊缝探伤
超声波:检查全部
射线法:按设计要求
满足规范要求
控制下料尺寸、拼装尺寸、焊接工艺、材料等
关键工序及质量控制点一览表
序号
关键工序
关键质量控制点
检验方法及频率
质量标准
质量控制措施
一
路基工程
1
土方路基填筑
压实度
密度法:每200m每压实层测2点(1000平测2点,取多值)
0-0.8m≥96%;
0.8-1.5m≥94%
>1.5m≥93%
控制填料质量、填料含水量、松浦厚度、压实遍数等
2
弯沉值
弯沉值采用贝克曼梁测量:每一双车道(不超过1Km)检查点不低于80点
满足设计要求
控制填料质量、填料含水量、压实遍数、养护等
3
沥青路面
压实度
密度法:每层1次/200m
≥试验室标准的98%
≥最大理论密度的94%
≥试验段密度的99%
控制填料质量、加热温度、摊铺和碾压温度等
厚度
挖验或钻取芯样测量:每200m测1点
代表值
总厚度-5%H
控制填料质量、松浦厚度、压实遍数等
上面层:-10%h
合格值
总厚度-10%H
上面层:-20%h
矿粉级配
T0725:每台班1次
满足生产配合比要求
控制矿粉质量
关键工序、特殊工序界定
关键工序、特殊工序界定及控制措施
1
2
2、特殊工序施工时,工程部编制改特殊工序的《作业指导书》、下发至架子队,架子队可根据实际情况进行补充。
《作业指导书》对施工方法、质量要求、验证方式、验证人员等作出明确规定,工程部对操作人员进行详细技术交底。
《作业指导书》经技术负责人批准后方可实施。
3、对特殊工序配备的施工机械设备,施工前由物机部人员进行验证,确认其是否符合《作业指导书》要求的施工能力。
4、配备与规定质量要求相符的检验、测量、试验设备,由工区试验室、安质部人员进行验证。
5
6。
特殊过程重难点工序及关键工序质量控制点辩识表主体工程

特殊过程重难点工序及关键工序质量控制点辩识表主体工程正文:特殊过程是指在生产、制造过程中,由于材料、工艺、环境等因素的影响,对某些工序的性质、精度、稳定性等方面提出了更高的要求。
特殊过程重难点工序及关键工序质量控制点辩识表是保证特殊过程顺利进行的重要环节。
一、特殊过程重难点工序及关键工序质量控制点辩识表主体工程1.特殊过程重难点工序:(1)材料准备:材料准备是生产前的一项重要准备工作。
其质量控制点主要包括材料质量检查、材料检验、材料收发存管理等。
(2)工艺设计:工艺设计是特殊过程生产的重要环节。
其质量控制点主要包括工艺参数确定、工艺流程设计、设备选型、工具准备等。
(3)制造过程:制造过程是特殊过程生产的关键步骤。
其质量控制点主要包括生产操作控制、生产流程监控、质量检查等。
(4)质量控制:质量控制是保证特殊过程质量的根本措施。
其质量控制点主要包括质量检验、质量检查、质量监控等。
2.关键工序:(1)设计阶段:设计阶段是特殊过程生产的重要环节。
其质量控制点主要包括设计参数确定、设计方案审核、设计图纸管理等。
(2)工艺准备阶段:工艺准备阶段是特殊过程生产前的一项重要准备工作。
其质量控制点主要包括工艺参数确定、工艺流程设计、设备选型、工具准备等。
(3)制造过程:制造过程是特殊过程生产的关键步骤。
其质量控制点主要包括生产操作控制、生产流程监控、质量检查等。
(4)质量控制:质量控制是保证特殊过程质量的根本措施。
其质量控制点主要包括质量检验、质量检查、质量监控等。
二、质量控制的方法与措施1.质量控制的方法:(1)建立质量管理制度:制定相应的质量管理制度,明确各部门的质量控制职责,并严格执行。
(2)实施质量监控:建立质量监控体系,对生产过程中的质量控制情况进行记录、分析、调整,并保证质量目标的实现。
(3)实施质量检查:对特殊过程的关键工序进行质量检查,及时发现并解决问题,保证特殊过程的质量。
(4)实施质量检验:对产品进行随机抽样检验,及时发现并解决问题,保证产品的质量。
关键工序和特殊工序施工技术措施

关键工序和特殊工序施工技术措施1、池体防水砼施工1)施工程序a、氧化沟、二沉池、回流污泥泵池及沉渣井等构筑物均采用防水砼,拟定掺HEA高效抗裂防水剂,掺用量由试验室试配,施工前送样到试验室。
b、模板应平整且拼缝严密不漏浆,并有足够的刚度强度。
模板支撑构造应牢固稳定,可承受砼拌合物的侧压力和施工荷载。
钢筋砼池壁采用对拉螺栓固定模板,应在对拉螺栓上焊止水环。
2)做好施工缝、预埋套管的防水工作,施工缝断面可做成凸缝或企口缝,上设BW96-II型止水条。
预埋套管应加焊止水环,施工缝应接缝严密。
3)砼的配制计量必须准确,确保搅拌时间。
4)泵送砼要及时,并保持连续性。
5)砼在浇筑前应视各构筑物具体情况制定浇筑方案,制定浇筑顺序。
6)砼浇筑时应保证足够的振动时间,使砼中多余的气体和水份排出。
每一振点的振捣时间长短,应使砼表面呈现浮浆不再下沉为止。
此外,还必须保证振动棒移动间距和插入深度符合施工规范要求,振捣要均匀、密实、不漏浆、不漏振、不久振。
7)池壁应在内壁模板上适当位置设置浇筑带(或采用串筒下料),以防止砼落距过大,分层离析造成断层、孔洞、蜂窝麻面等施工缺陷,影响防水效果。
8)加强砼早期养护,砼进入终凝后应立即覆盖,浇水湿润养护不少于28天。
应派专人负责,昼夜轮班浇水湿润养护。
砼表面温度与环境差不得超过20℃,以防砼表面产生裂缝。
9)不得过早拆模,必须等防水砼强度达到设计强度等级的80%方可拆模。
拆摸时不得损伤防水砼结构。
10)施工缝处理措施a、底板或壁板砼浇灌至接近施工缝位置时,将施工缝凸槽木模固定,随砼底板或壁板一浇灌成型。
b、砼强度达到设计要求,对施工缝清理冲洗后,可进行上部钢筋、模板施工,施工中应避免损坏施工缝凸出部份的砼。
c、模板安装时,每隔一段距离留置一施工缝清扫孔,钢筋模板施工完毕后,再次派员进入模板内将施工缝清扫冲洗干净。
d、采用BW96-II型止水条作为施工缝止水材料,砼浇灌前粘贴于凸槽上口,如图示。
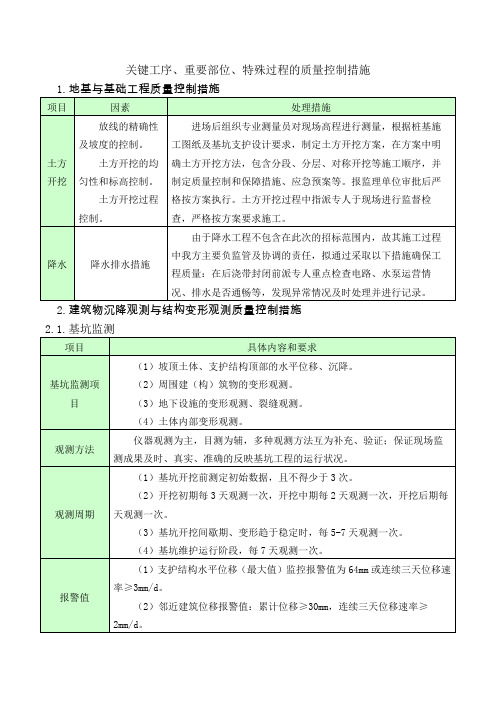
关键工序、重要部位、特殊过程的质量控制措施
关键工序、重要部位、特殊过程的质量控制措施
2.建筑物沉降观测与结构变形观测质量控制措施
3.大体积混凝土工程质量控制措施
本工程各分区地下结构均有承台,单体尺寸较大;最小尺寸2200mm×3960mm,最大尺寸6800mm×7640mm,承台高度最高达3370mm,且B1区5段、B2区4段、B3区4段有一层地下
室。
大体积混凝土施工一次性浇筑量大,施工组织难度大,必须合理组织安排,保证混凝土连续浇筑,以避免产生冷缝,确保施工质量。
4.大面积混凝土楼地面结构质量控制措施
本工程机场大厅有大面积的混凝土地面,如何确保大面积混凝土地面施工质量是本工程控制的重点。
本工程拟采用激光整平机对整个施工过程质量进行控制。
5.钢管混凝土柱质量控制初步方案
本工程B区共设置钢管混凝土柱76个,柱体外径1600mm,根据钢管柱的标高不同,管壁厚度也随之变化,对施工造成一定的困难,同时也增加了对钢管柱施工质量的要求。
6.金属屋面质量控制措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对安装过程进行全程控制
验收记录
9
2#机定组装
作业指导书、工艺卡
审批记录表
技术交底
交底记录表
严格执行工艺卡
执行记录(工艺卡上记录)
对组装过程进行程控制
验收记录
严格执行工艺卡
执行记录(工艺卡上记录)
对组装环境进行控制
环境控制记录
对工作区域进行封闭
进出人员记录
完工后进行联合检查
下线前联合检查记录
10
交底记录表
试验前联合检查(下线验收、试验准备等)
联合检查记录表
试验中详细记录
试验记录表
试验后总结
试验报告
4
1#机定子吊装
吊装方案(包括组织机构)
方案审批表
技术交底
交底记录表
吊装前联合检查(定子组装验收、定子、吊装设备、人员、设备、资料环境等)
联合检查记录表
吊装时旁站控制
旁站记录表或影像记录
吊装调整后验收
2014年特殊过程、关键工序识别及控制措施一缆表
序号
特殊过程、关键工序
控制措施
需形成的记录
1
下库闸门下闸蓄水
下闸蓄水方案
方案审批表
技术交底
交底记录表
下闸前联合检查确认(人员、设备、资料环境等)
联合检查记录表
下闸时旁站
旁站记录表或影像记录
下闸后透光检查
检查记录表
2
1#机定子下线
作业指导书、工艺卡
审批记录表
对转动部件连接螺栓进行逐件控制
紧固件安装记录
对转动部件焊接加固件进行逐件控制
PT报告
对工作区域进行封闭
进出人员记录
对安装过程进行全程控制
验收记录
16
2#机发电机总装
作业指导书、工艺卡
审批记录表
技术交底
交底记录表
严格执行工艺卡
执行记录(工艺卡上记录)
对转动部件连接螺栓进行逐件控制
紧固件安装记录
对转动部件焊接加固件进行逐件控制
执行记录(工艺卡上记录)
对组装过程进行程控制
验收记录
严格执行工艺卡
执行记录(工艺卡上记录)
对组装环境进行控制
环境控制记录
对工作区域进行封闭
进出人员记录
完工后进行联合检查
下线前联合检查记录
21
3#机进水阀延伸管焊接
作业指导书、工艺卡
审批记录表
技术交底
交底记录表
严格执行工艺卡
执行记录(工艺卡上记录)
对焊条使用进行控制
PT报告
对工作区域进行封闭
进出人员记录
对定中心、盘车、轴承调整进行全程控制旁站
验收记录
对安装过程进行全程控制
验收记录
17
3#机定组装
作业指导书、工艺卡
审批记录表
技术交底
交底记录表
严格执行工艺卡
执行记录(工艺卡上记录)
对组装过程进行程控制
验收记录
严格执行工艺卡
执行记录(工艺卡上记录)
对组装环境进行控制
2#机定子下线
作业指导书、工艺卡
审批记表
技术交底
交底记录表
下线前检查确认(定子验收、下线准备等)
联合检查记录表
对线棒进行试验
试验记录
对下线过程进行程控制
验收记录
严格执行工艺卡
执行记录(工艺卡上记录)
对下线环境进行控制
环境控制记录
对工作区域进行封闭
进出人员记录
完工后进行联合检查
喷漆前联合检查记录
11
PT报告
对工作区域进行封闭
进出人员记录
对安装过程进行全程控制
验收记录
8
1#机发电机总装
作业指导书、工艺卡
审批记录表
技术交底
交底记录表
严格执行工艺卡
执行记录(工艺卡上记录)
对转动部件连接螺栓进行逐件控制
紧固件安装记录
对转动部件焊接加固件进行逐件控制
PT报告
对工作区域进行封闭
进出人员记录
对定中心、盘车、轴承调整进行全程控制旁站
14
2#机转子吊装
吊装方案(包括组织机构)
方案审批表
技术交底
交底记录表
吊装前联合检查(转子组装验收、转子、吊装设备、人员、设备、资料环境等)
联合检查记录表
吊装时旁站控制
旁站记录表或影像记录
吊装后验收
验收记录
15
2#机水机总装
作业指导书、工艺卡
审批记录表
技术交底
交底记录表
严格执行工艺卡
执行记录(工艺卡上记录)
2#机定子磁化试验
试验方案
方案审批表
技术交底
交底记录表
试验前联合检查(下线验收、试验准备等)
联合检查记录表
试验中详细记录
试验记录表
试验后总结
试验报告
12
2#机定子吊装
吊装方案(包括组织机构)
方案审批表
技术交底
交底记录表
吊装前联合检查(定子组装验收、定子、吊装设备、人员、设备、资料环境等)
联合检查记录表
吊装时旁站控制
旁站记录表或影像记录
吊装调整后验收
验收记录表
13
2#机转子组装
作业指导书、工艺卡
审批记录表
技术交底
交底记录表
严格执行工艺卡
执行记录(工艺卡上记录)
对紧固件(螺栓)进行逐件控制
紧固件安装记录
对焊接加固件进行逐件控制
PT报告
对组装过程进行全程控制
验收记录
完工后进行联合检查
喷漆前联合检查记录
环境控制记录
对工作区域进行封闭
进出人员记录
完工后进行联合检查
喷漆前联合检查记录
19
3#机定子磁化试验
试验方案
方案审批表
技术交底
交底记录表
试验前联合检查(下线验收、试验准备等)
联合检查记录表
试验中详细记录
试验记录表
试验后总结
试验报告
20
4#机定组装
作业指导书、工艺卡
审批记录表
技术交底
交底记录表
严格执行工艺卡
焊条使用、烘烤录表
对焊接温度进行控制
焊接温度记录表
对延伸管变形进行监控
测量记录表
焊后进行无损检测
无损检测报告
焊后进行进水阀验收
验收记录表
22
4#机进水阀延伸管焊接
作业指导书、工艺卡
审批记录表
技术交底
交底记录表
严格执行工艺卡
执行记录(工艺卡上记录)
对焊条使用进行控制
焊条使用、烘烤录表
对焊接温度进行控制
技术交底
交底记录表
吊装前联合检查(转子组装验收、转子、吊装设备、人员、设备、资料环境等)
联合检查记录表
吊装时旁站控制
旁站记录表或影像记录
吊装后验收
验收记录
7
1#机水机总装
作业指导书、工艺卡
审批记录表
技术交底
交底记录表
严格执行工艺卡
执行记录(工艺卡上记录)
对转动部件连接螺栓进行足件控制
紧固件安装记录
对转动部件焊接加固件进行足件控制
验收记录表
5
1#机转子组装
作业指导书、工艺卡
审批记录表
技术交底
交底记录表
严格执行工艺卡
执行记录(工艺卡上记录)
对紧固件(螺栓)进行逐件控制
紧固件安装记录
对焊接加固件进行逐件控制
PT报告
对组装过程进行全程控制
验收记录
完工后进行联合检查
喷漆前联合检查记录
6
1#机转子吊装
吊装方案(包括组织机构)、
方案审批表
技术交底
交底记录表
下线前检查确认(定子验收、下线准备等)
联合检查记录表
对线棒进行试验
试验记录
对下线过程进行程控制
验收记录
严格执行工艺卡
执行记录(工艺卡上记录)
对下线环境进行控制
环境控制记录
对工作区域进行封闭
进出人员记录
完工后进行联合检查
喷漆前联合检查记录
3
1#机定子磁化试验
试验方案
方案审批表
技术交底
焊接温度记录表
对延伸管变形进行监控
测量记录表
焊后进行无损检测
无损检测报告
焊后进行进水阀验收
验收记录表
23
上游水道冲水
冲水方案(包括组织机构)
审批记录表
技术交底
交底记录表
冲水前联合检查(条件、相关设备状态、人员、环境等)
联合检查记录表
冲水进行值班管理
值班记录表
冲水后检查
联合检查记录表
24
下游水道冲水
冲水方案(包括组织机构)
环境控制记录
对工作区域进行封闭
进出人员记录
完工后进行联合检查
下线前联合检查记录
18
3#机定子下线
作业指导书、工艺卡
审批记录表
技术交底
交底记录表
下线前检查确认(定子验收、下线准备等)
联合检查记录表
对线棒进行试验
试验记录
对下线过程进行程控制
验收记录
严格执行工艺卡
执行记录(工艺卡上记录)
对下线环境进行控制
审批记录表
技术交底
交底记录表
冲水前联合检查(条件、相关设备状态、人员、环境等)
联合检查记录表
冲水进行值班管理
值班记录表
冲水后检查
联合检查记录表
备注:各部门根据《特殊过程、关键工序识别及控制措施》进行控制、做好相关控制记录并收集相关记录。