电圆锯锯片知识
圆锯片基础知识
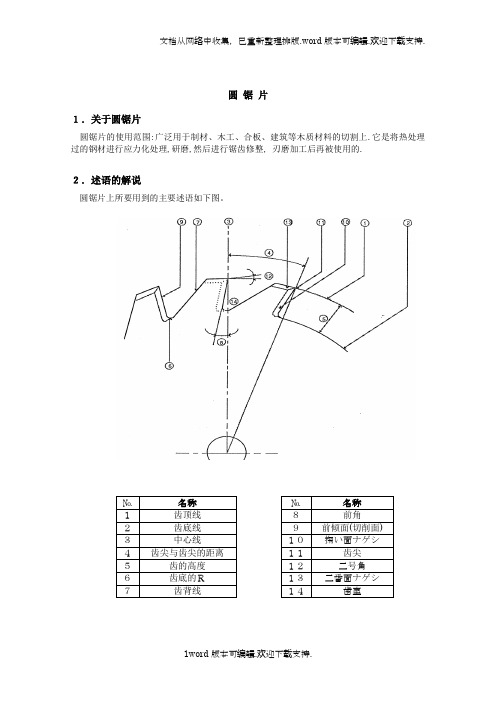
圆锯片1.关于圆锯片圆锯片的使用范围:广泛用于制材、木工、合板、建筑等木质材料的切割上.它是将热处理过的钢材进行应力化处理,研磨,然后进行锯齿修整, 刃磨加工后再被使用的.2.述语的解说圆锯片上所要用到的主要述语如下图。
3.齿形的种类,特征与用途选择锯片时,如果锯片的齿形,角度不适合切削条件的话,切割感会很差,得不到很好的效果.标准的齿形如下:3-1竖切齿竖切齿形的前角通常为15°~30°,它容易切削材料的竖向纤维.但是切较硬的材料的话前角角度要小一点。
3-2兼用齿兼用齿是横切木材纤维的最合适的齿型.关系到齿头的阻力较大,前倾面要进行加工.这样可减少切削阻力,容易切割,而且切割面也漂亮。
3-3横切齿横切齿形是种专用于横切材料的齿形,其特征是为了防止咬入过多,形状是山形.至于回转方法左右随便哪一方都能使用.因此在使用途中可以反过来再使用,但因齿尖的切削阻力等问题除特殊场合外效果不怎么明显。
3-4复合齿形主要用于材料的竖切及横切的粗切上,在欧美使用最多。
3-5斜切齿因斜切齿通常不进行锯齿修整所以能提高硬度. 为了将侧面阻力变小点,面向刃头对锯体的万十部的两面进行适当的均衡的斜度磨削.切断面非常漂亮,作为精密切削广泛用于各种木材,轻金属化学产品等各种产业领域。
3-1 竖切齿3-2 兼用齿3-3 横切齿3-4 复合齿形3-5 斜切齿4.决定圆锯片性能的主要因素4-1材料及硬度因圆锯片是用热处理过的钢材的本身来做成刃头的,所以材料使用JIS G4401上规定的SK-5或在使用上具有同等性能的材料.因不得不拥有材料特性好,切割感好,要有韧性,寿命,所以在JIS 規格(JISB4802)中,其硬度规定在HRC43°~54°的范围内。
电动工具上用的圆锯片的硬度大都在HRC48°~52°范围内。
※SK-5在JIS 铁工记号中,炭素工具钢被称为SK(S :steel K :工具)可分7种,SK-5主要用于带锯,圆锯,冲压模具等.基本素材含有Fe(鉄)、C(炭素)、Si(硅)、Mn(锰)、P(磷)、S(硫)等.其成分构成如下表。
电圆锯设计学习资料

电圆锯设计学习资料电圆锯是一种常见的木工电动工具,主要用于切割木材及其它材料。
在设计电圆锯时需要考虑安全性、性能、操作便利性、工作效率等因素。
本文将介绍电圆锯设计的相关知识和学习资料。
首先,设计电圆锯需要了解其结构和工作原理。
一般来说,电圆锯由电动机、锯片、安全护罩、固定底座、开关等部件组成。
电动机通过传动装置带动锯片旋转,从而实现切割材料的功能。
设计者需要深入了解电圆锯的结构和工作原理,以便能够更好地进行设计和改进。
在设计电圆锯时,安全性是首要考虑的因素。
电圆锯是一种高速旋转的锯片,如果使用不当或设计不合理,存在严重的安全隐患。
因此,设计师需要确保电圆锯具备足够的安全措施,例如安全护罩、安全开关等,以保护用户的安全。
电圆锯的性能也是需要重视的因素。
性能好的电圆锯能够提高工作效率,减少劳动力的消耗。
因此,设计者需要关注电圆锯的切割能力、转速、切割深度、切割精度等性能指标,以确保电圆锯具备良好的工作性能。
设计电圆锯还需要考虑其工作效率。
高效的电圆锯可以提高生产效率,减少资源和时间的浪费。
电圆锯的工作效率受到多个因素的影响,例如电机转速、锯片质量、切割材料等。
设计师需要找到合适的平衡点,以提高电圆锯的工作效率。
学习资料方面,可以从以下几个方面进行学习:1.了解电圆锯的结构和工作原理。
可以阅读相关的书籍、论文或网络资料,深入了解电圆锯的工作原理和结构设计。
2.学习安全性设计。
可以学习相关的安全标准和规范,了解电圆锯安全设计的要求和方法。
此外,还可以研究现有电圆锯的安全设计方案,以进行参考和借鉴。
3.学习电圆锯的性能优化。
可以学习相关的机械设计原理和方法,了解如何优化电圆锯的性能。
同时,还可以研究现有电圆锯的设计参数和工作性能,分析其优点和不足,并进行改进。
4.学习操作便利性设计。
可以学习人体工程学和设计原则,了解如何设计方便用户操作的电圆锯。
此外,还可以通过参观现有电圆锯的使用场景和用户反馈,寻找改进的空间和方向。
电锯油锯知识点总结

电锯油锯知识点总结电锯的种类:1. 油锯油锯是一种常见的电锯,通常用于林业和木材加工。
它使用内燃机作为动力源,通过链条和锯片完成木材的切割工作。
油锯有多种不同的设计和规格,包括手提式,便携式和大型专业用途的。
2. 链锯链锯也是一种常见的电锯,它的工作原理和油锯类似,但使用的是电动驱动而不是内燃机。
链锯通常用于家庭和轻型商业用途,可以根据不同的需求选择不同功率和规格的机型。
3. 圆锯圆锯是一种以圆盘式锯片为主的电锯,通常用于木工和建筑领域。
它的切割能力和精度比较高,适用于对材料进行精细和高效的切割工作。
电锯的组成部分:1. 机身电锯的机身通常由外壳,动力源和控制装置组成。
外壳用于保护内部的机械和电气部件,同时也起到了减震和隔音的作用。
动力源可以是内燃机、电动机或者液压系统,根据不同的用途选择不同的动力源。
控制装置用于控制电锯的启停和速度调节等功能。
2. 锯链/锯片锯链或者锯片是电锯的切割部件,负责完成对材料的切割工作。
锯链是油锯和链锯的主要切割部件,由多个链环组成,通过高速旋转完成木材的切割。
锯片是圆锯的主要切割部件,通常由合金钢制成,具有较强的耐磨能力和切割精度。
3. 传动装置传动装置是电锯的重要组成部分,用于将动力源的旋转转换为锯链或者锯片的旋转。
传动装置包括齿轮、链条、皮带等传动部件,需要定期检查和保养以确保正常工作。
电锯的使用和维护:1. 安全操作使用电锯时,需要严格遵守安全操作规程,包括佩戴防护眼镜、耳塞和手套,保持机身稳定,远离旋转部件等。
在切割过程中,要特别注意周围环境和材料的状态,以避免意外伤害。
2. 维护保养定期的维护保养对于延长电锯的使用寿命和保持良好的工作状态非常重要。
包括清洁机身和传动装置,更换磨损部件,检查电气和机械部件的工作状态等。
3. 切割技巧正确的切割技巧可以提高工作效率和安全性。
包括选择适当的切割速度和刀具,根据材料的种类和尺寸进行切割,确保切割部位的稳固和安全。
电圆锯使用介绍
发布:2008-10-22
作者:扬子
来源:原创
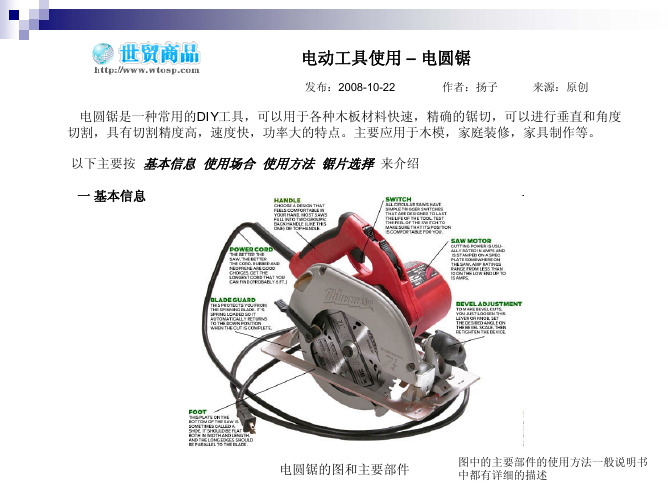
电圆锯是一种常用的DIY工具,可以用于各种木板材料快速,精确的锯切,可以进行垂直和角度 切割,具有切割精度高,速度快,功率大的特点。主要应用于使用方法 锯片选择 来介绍
一 基本信息
来源:原创
-- 竖切 竖切可以利用导尺来万成切割,按要求的切割尺寸安装好导尺 拧紧螺钉,即可切出很好的边缘
-- 切入式切割 当需要在木板中间开大的孔的时候需要用到这种方法,先将底板 前端靠在木板上,用锯片对准标记线,开动开关,进行切割
电动工具使用 – 电圆锯
发布: 2008-10-22
作者:扬子
四 锯片选择及轴锁
1。TCT锯片 最好的切割片是40齿的硬质合金锯片,寿命长,切割效果好 它的特点是刀头是硬质合金的
来源:原创
2。 砂磨锯片 可以用于切石材,使用比较少
3。HSS锯片 整体高速钢的锯片,是最普通的锯片。刀头容易磨损
有些电圆锯带了轴锁功能,见最后一张照片,方便用户更换锯片
电圆锯的图和主要部件
图中的主要部件的使用方法一般说明书 中都有详细的描述
电动工具使用 – 电圆锯
二 使用场合
发布: 2008-10-22
作者:扬子
来源:原创
电圆锯使用简单,没有很多的附件。主要就是锯片和导尺。7英寸的电圆锯可以切割4-5cm厚的硬 木, 而且可以进行90度和45度的切割
电圆锯的功率从1200W-1800W之间,功率越大,切割能力越好。它的缺点是操作时噪音很大,木 屑很多,而且比较危险。其本身结构比较紧凑,重量相对不是很重,而且一般情况下护罩防护得都 比较好,所以操作者容易出现疏忽。所以在使用前,一定要仔细学习并遵守安全要求和操作说明
无刷锂电电圆锯原理
无刷锂电电圆锯原理无刷锂电电圆锯是一种采用无刷电机驱动的电动工具,它具有高效、低噪音和低维护成本等优点,被广泛应用于木工加工和建筑施工等领域。
本文将从无刷锂电电圆锯的工作原理、结构特点以及应用领域等方面进行介绍。
无刷锂电电圆锯的工作原理是基于电磁感应和电子控制技术。
它采用无刷电机作为动力源,无刷电机是一种通过电子控制来实现转子磁场与定子磁场同步的电机。
与传统的有刷电机相比,无刷电机具有更高的效率和更长的使用寿命。
在无刷锂电电圆锯中,电机控制器起着关键的作用。
电机控制器通过检测电机转子的位置和速度,并根据设定的参数进行电流和电压的控制,从而实现电机的高效运行。
无刷电机的转子上安装有永磁体,通过电流的反向变化来实现转子磁场的同步转动,从而驱动锯片进行切割工作。
无刷锂电电圆锯的结构特点主要体现在两个方面。
首先,它采用了锂电池作为电源,锂电池具有能量密度高、自放电率低和使用寿命长等优点,能够提供稳定可靠的电力供应。
其次,无刷锂电电圆锯的主要部件包括电机、传动装置和切割装置等,这些部件紧密配合,使得锯床具有高效、安全、可靠的工作性能。
无刷锂电电圆锯具有广泛的应用领域。
首先,在木工加工领域,无刷锂电电圆锯可以用于切割木材、刨平木板等工作,具有高效、精确和安全的特点。
其次,在建筑施工领域,无刷锂电电圆锯可以用于切割砖块、瓷砖、金属材料等工作,具有快速、精准和便携的特点。
此外,无刷锂电电圆锯还可以应用于家庭装修、汽车维修和木工DIY等领域。
总结起来,无刷锂电电圆锯是一种高效、低噪音和低维护成本的电动工具。
它通过无刷电机的驱动和电子控制器的控制,实现锯片的高速运转和精确切割。
无刷锂电电圆锯具有结构紧凑、使用方便和安全可靠等特点,广泛应用于木工加工和建筑施工等领域。
未来,随着科技的不断进步和应用领域的不断拓展,无刷锂电电圆锯将会得到更广泛的应用和推广。
圆锯片基础知识

圆锯片1.关于圆锯片圆锯片的使用范围:广泛用于制材、木工、合板、建筑等木质材料的切割上.它是将热处理过的钢材进行应力化处理,研磨,然后进行锯齿修整, 刃磨加工后再被使用的.2.述语的解说圆锯片上所要用到的主要述语如下图。
3.齿形的种类,特征与用途选择锯片时,如果锯片的齿形,角度不适合切削条件的话,切割感会很差,得不到很好的效果.标准的齿形如下:3-1竖切齿竖切齿形的前角通常为15°~30°,它容易切削材料的竖向纤维.但是切较硬的材料的话前角角度要小一点。
3-2兼用齿兼用齿是横切木材纤维的最合适的齿型.关系到齿头的阻力较大,前倾面要进行加工.这样可减少切削阻力,容易切割,而且切割面也漂亮。
3-3横切齿横切齿形是种专用于横切材料的齿形,其特征是为了防止咬入过多,形状是山形.至于回转方法左右随便哪一方都能使用.因此在使用途中可以反过来再使用,但因齿尖的切削阻力等问题除特殊场合外效果不怎么明显。
3-4复合齿形主要用于材料的竖切及横切的粗切上,在欧美使用最多。
3-5斜切齿因斜切齿通常不进行锯齿修整所以能提高硬度. 为了将侧面阻力变小点,面向刃头对锯体的万十部的两面进行适当的均衡的斜度磨削.切断面非常漂亮,作为精密切削广泛用于各种木材,轻金属化学产品等各种产业领域。
3-1 竖切齿3-2 兼用齿3-3 横切齿3-4 复合齿形3-5 斜切齿4.决定圆锯片性能的主要因素4-1材料及硬度因圆锯片是用热处理过的钢材的本身来做成刃头的,所以材料使用JIS G4401上规定的SK-5或在使用上具有同等性能的材料.因不得不拥有材料特性好,切割感好,要有韧性,寿命,所以在JIS 規格(JISB4802)中,其硬度规定在HRC43°~54°的范围内。
电动工具上用的圆锯片的硬度大都在HRC48°~52°范围内。
※SK-5在JIS 铁工记号中,炭素工具钢被称为SK(S :steel K :工具)可分7种,SK-5主要用于带锯,圆锯,冲压模具等.基本素材含有Fe(鉄)、C(炭素)、Si(硅)、Mn(锰)、P(磷)、S(硫)等.其成分构成如下表。
圆锯机锯切参数范文

圆锯机锯切参数范文圆锯机是一种常用的木材切割工具,广泛应用于建筑、家具制造、木工加工等行业。
圆锯机的锯切参数对于锯切效果和切割精度有着重要的影响,下面将详细介绍几个常见的圆锯机锯切参数。
1.锯片直径:锯片直径是圆锯机的一个重要参数,一般为250mm至500mm不等。
锯片直径的选择应根据锯切材料的厚度和硬度来决定。
锯片直径越大,锯片表面的线速度越大,相对来说切割效率越高。
但是锯片直径越大,圆锯机的功率需求和成本也越高。
2.锯片适用材质:不同类型的锯片适用于不同的材质。
常见的锯片材质有钢质、硬质合金和钻石等。
钢质锯片适用于切割软木、复合板等非金属材料,硬质合金锯片适用于切割木材、板材、人造板等,钻石锯片适用于切割大理石、花岗岩等石材。
3.锯片转速:锯片转速是指锯片每分钟旋转的圈数,一般以rpm (revolutions per minute)为单位。
锯片转速的选择应根据锯片直径和硬度来确定。
一般来说,锯片直径越大,转速应适当降低,以保持合理的线速度。
过高或过低的转速都会影响切割效果和锯片的使用寿命。
4.送料速度:送料速度是指锯片在工作过程中前进的速度。
正确的送料速度可以保证锯切的平稳和切割质量。
过快的送料速度容易导致切割面粗糙和锯片磨损加剧,过慢的送料速度则会降低生产效率。
5.锯片倾斜角度:锯片倾斜角度是指锯片与工作台面垂直线的夹角,一般为0°至45°之间。
锯片倾斜角度的选择主要根据切割材料的要求来确定。
一般情况下,锯片倾斜角度为0°,即垂直于工作台面,适合进行正常的切割操作。
而当需要进行斜切或倾斜切割时,可以调整锯片倾斜角度。
6.锯片间隙:锯片间隙是指锯片齿尖与工作台面之间的垂直距离。
合适的间隙可以保证切割过程中的散热和排屑,减少锯片的磨损。
一般情况下,锯片间隙应根据材料的硬度和厚度进行调整。
对于硬度较高的材料,锯片间隙可以适当增大,以减少摩擦和热量积累。
以上是一些常见的圆锯机锯切参数,通过合理选择和调整这些参数,可以提高锯切效率,保证切割质量,延长锯片使用寿命,并确保操作的安全性。
电圆锯知识培训(安纳达版)20191224
230
50
1400W
710±10% 4800±10% 内置激光器
6 A71858B 65/44 185mm/Φ20
230
60
1200W
620±10% 4800±10% 内置激光器
锁圆锯片螺栓的旋向
ห้องสมุดไป่ตู้
当电圆锯包装,不装锯片时,锁锯片的螺栓,锁到位即可,不可锁紧,方
便客户在使用锯片时,方便安装,轻松可以拆卸,旋螺栓方向如下图。
是否通过非正常空载过压测试
测试要求:在1.3倍额定电压频率下空载运行1min,要求无着火,无安全性损 坏,空载转数不超过额定转数的120%。(例如:A71858B实际测得如下图)
220×1.3=286V
不能大于6000r/min
5802r/min
锯片跳动
测试要求:锯片的轴向跳动,半径R70mm,不超过0.3-0.5mm
大齿轮:40T/左旋
24(+0.05mm)
上下压板外径要求
压板外径至少为0.15倍的锯片直径。185×0.15=27.75mm 其中一个要固定在输出轴上,2个压板的重叠部分不小于1.5mm
下压板:¢35×¢20×¢16×6h
上压板:¢35×¢16×14×5.7h
电缆护套长度要求
电缆护套的长度至少为电源线直径5倍 外皮直径¢6.3
电圆锯转子轴齿是左旋
左旋的话的确是会造成转子往前跑,风叶端轴承容易漏油,博世用其齿形。
电圆锯转子轴齿是右旋
电圆锯转子轴齿,使用右旋的话,会造成转子后退的问题,对于轴承来说影响其实并 不大,影响较大就是会导致碳刷与换向器的相对位置产生变化,碳刷很有可能会磨到换向器 的根部(挂钩),时间长了以后会容易烧机,轴承套容易磨掉。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电圆锯锯片知识
一.锯片材料及热处理硬度
●一般基体材料用65Mn钢,热处理硬度为38-42HRC,国内由于刀头质量,焊接质量及
热处理质量影响,一般控制在35-40HRC。
●刀头一般用YG8,国外锯片一般用YG8A和YG8X,YG8A为优质硬质合金,性能优
于YG8,YG8X相对于YG8组织上晶粒较细,红热韧性好,耐用,使用寿命长,在切削过程中磨擦发热影响较小,但缺点成本较高,平均每个刀齿贵一倍左右。
刀头硬度要求大于HRA90。
二.刀头磨齿角度
主要有四个角度较为重要:
●前角:定义同《刀具切削原理》,根据国外锯片和样本,锯木材的锯片前角一般控制在
15-20°。
原则上前角越大越锋利,但刀具使用寿命越短,易崩刃;因切削材料的不同,前角也较大差异,切削材料越硬,相对切削阻力越大,应采用小前角,甚至出现负前角。
也有锯片前角到25°的锯片,得伟直流锯片就采用前角22°,分析原因主要是因为直流电机功率小,输出扭矩小,所以采用较大前角,使刀具锋利,减小切削阻力。
●后角:定义同《刀具切削原理》,根据国外锯片和样本,锯木材的锯片角度一般控制在
12-15°,后角过小,刀头同木材磨擦力增加,影响锯片使用;后角也不宜过大,过大刀具强度减小,使用寿命降低。
●刃倾角:主要影响切屑流出方向,增加锋利性,但刃倾角过大会降低刀尖强度,因此根
据国外锯片和样本,锯片刃倾角选择范围为8-10°。
●主偏角(分齿角):增大主偏角有利于切屑排出,减小磨擦,但过大则会降低刀具强度,
导致寿命降低。
此角度一般取10-12°。
●另两个副偏角,主要有利于排屑,减小磨擦。
此角度一般取2-3°。
三.加工工艺:
原工艺:落料成形----基体淬火-----取应力回火(整形)------铰内孔-----磨平面-----焊齿-----磨齿-----喷砂-----印字。
现工艺:落料成形----基体淬火-----取应力回火(整形)------铰内孔-----磨平面-----焊齿-----磨齿-----喷砂------精磨-----印字。
原工艺磨齿后喷砂,将刃口及刃尖锐边钝化,影响了锯片的锋利程度,增加了喷砂后精磨的工艺后,使锯片继续保持锋利,延长了使用寿命。
四.其它
●基体厚度同刀齿厚度应保持一定的关系,一般刀齿厚度应比基体厚度大0.8-1mm左右.
保证锯片使用时不擦基体。
●基体本身存在后角,一般比刀头后角大2°左右,主要为了保证锯片在使用时保持一定
的进给量,不会因人为因素,导致进给量过大,而引起崩刃或工具堵转烧机。
得伟直流锯片采用的形装,如下图,主要作用是为了保证一定进给量,同时起排屑作用。
●
0.1mm。
●锯片静平衡也必须控制,静平衡量过大,会导锯片在高速切削过程中产生振动,此项指
标根据锯片规格略有变化。
五.弹性模量
对于同种材料,在不同的硬度情况下,弹性模量有所变化,一般情况下弹性模量随硬度增加而增加,变形量随弹性模量增加而减小。
当基体硬度提高时,变形量也变小。
锯片在切削过程中应保持一定变形量,变形量过大,锯缝会变大,导致无用功增加,变形过小,会导致多个锯齿同时磨擦木材,磨擦力增加。
这里有个平衡关系,
工具输出作功=锯木头作功+磨擦作的无用功;我们希望磨擦作的无用功越小越好。
因此变形量必须保证在适合的范围内,既保证锯缝宽度,又减小磨擦。
也就是说基体应保证一定的硬度,目前采用基体硬度为HRC35-40,主要是为了保证此弹性模量,确保变形量。
由于主偏角的存在,使切削力产生垂直锯片的分力,使正在工作刀头产生变形,其它没有工作的刀头就不会擦工件(木材),见下图。
以上仅作参考!。