钢筋焊接工艺试验报告 (1)
钢筋焊接工艺试验报告
项目钢筋焊接工艺性能试验报告施工单位:监理单位:杭州信达投资咨询估价监理有限公司项目监理部年月日目录第1章工程概况及专业工程特点 (1)1.1 工程概况 (1)1.2 编制依据 (1)1.3本工程钢筋焊接情况特点 (2)第2章钢筋电弧焊工艺性能试验要求 (4)2.1 试验目的 (4)2.2 施工准备 (4)2.3 操作工艺: (5)2.4 电弧焊焊接工艺性试验结论 (8)第3章钢筋电渣压力焊工艺性能试验要求 (9)3.1 试验目的 (9)3.2 施工准备 (9)3.3 操作工艺: (10)3.4 电渣压力焊焊接工艺性试验结论 (12)第4章钢筋闪光对焊(箍筋闪光对焊)工艺性能试验要求 (13)4.1 试验目的 (13)4.2 施工准备 (13)4.3 操作工艺: (14)4.4 电弧焊焊接工艺性试验结论 (17)第1章工程概况及专业工程特点1.1 工程概况工程名称:项目位置:建设单位(代建单位):设计单位:施工单位:勘察单位:监理单位:杭州信达投资咨询估价监理有限公司工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)1.2 编制依据本工程设计图纸本工程合同文件:监理合同、施工合同本工程施工组织设计/施工方案本工程《材料见证取样计划》《钢筋焊接及验收规程》 JGJ18-2012《钢筋混凝土用钢第2部分热轧带肋钢筋》 GB1499.2-2007《钢筋混凝土用钢第1部分热轧光圆钢筋》 GB1499.1-2008《钢筋焊接接头试验方法标准》 JGJ/T 27-2014《混凝土结构工程施工质量验收规范》 GB50204-2015《混凝土结构工程施工规范》 GB50666-2011《钢结构工程施工规范》 GB50755-2012《钢结构焊接规范》 GB50661-20111.3本工程钢筋焊接情况特点1.3.1 本工程设计采用的钢筋牌号与规格序号钢筋牌号钢筋直径(mm)使用部位/用途1 □ HPB3002 □ HRB335 □ HRB335E3 □ HRB400 □ HRB400E4 □ HRB500 □ HRB500E1.3.2 本工程计划采用的钢筋焊接方式序号焊接方法接头形式规范允许的适用范围钢筋牌号钢筋直径(mm)1 闪光对焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E8-228-408-408-402 箍筋闪光对焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E6-186-186-186-183电弧搭接焊(双面焊、单面焊)HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E10-2210-4010-4010-324 电渣压力焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E12-2212-3212-3212-32备注:1.电弧焊含焊条电弧焊和二氧化碳砌体保护电弧焊。
钢筋焊接工艺试验方案

XXXX高速公路建设项目钢筋焊接工艺审批表施工单位:xxxxxxxxxxxxxxxxxxx集团有限公司XXXX高速公路建设项目钢筋焊接工艺试验报告承包单位:监理单位:2017年X月目录1.工程概况...................................... 错误!未定义书签。
2.试验目的、适用范围............................ 错误!未定义书签。
3.试验依据...................................... 错误!未定义书签。
4.钢筋焊接工艺指导.............................. 错误!未定义书签。
本次试验需要焊接的类别....................... 错误!未定义书签。
试验准备和作业条件........................... 错误!未定义书签。
试验操作工艺................................. 错误!未定义书签。
操作要点: ................................... 错误!未定义书签。
质量检验与验收............................... 错误!未定义书签。
焊接安全..................................... 错误!未定义书签。
5.试验结果...................................... 错误!未定义书签。
6.确定施工工艺与参数............................ 错误!未定义书签。
附件............................................ 错误!未定义书签。
钢筋焊接(电弧焊)工艺试验1.工程概况2.试验目的、适用范围根据JGJ18-2012强制性条文要求,在工程开工或者每批钢筋正式焊接之前,无论采用何种焊接工艺方法,均须采用与生产相同条件进行焊接工艺试验,以便了解钢筋焊接性能,选择最佳焊接参数,以及掌握担负生产的焊工的技术水平。
钢筋焊接工艺试验方案(成稿)
关于发放《钢筋焊接(闪光对焊、电弧焊、电渣压力焊)工艺试验》的通知集团公司各分(子)公司:根据《钢筋焊接及验收规程》(JGJ18-2012)中“4.1.3条”强制性条文要求,钢筋正式焊接前必须进行现场条件下的焊接工艺试验。
集团公司技术部根据规范要求,特编制《钢筋焊接(闪光对焊、电弧焊、电渣压力焊)工艺试验》通用文本,现下发给大家,请结合项目实际情况进行编制。
苏州第一建筑集团有限公司技术部2015年3月9日钢筋焊接(闪光对焊、电弧焊、电渣压力焊)工艺试验1.工程概况2.试验目的、适用范围根据JGJ18-2012强制性条文要求,在工程开工或者每批钢筋正式焊接之前,无论采用何种焊接工艺方法,均须采用与生产相同条件进行焊接工艺试验,以便了解钢筋焊接性能,选择最佳焊接参数,以及掌握担负生产的焊工的技术水平。
通过本次钢筋焊接工艺性试验,确定钢筋闪光对焊、电弧焊、电渣压力焊的各项参数,接头试件力学性能试验(拉伸、弯曲等)结果应符合质量检验与验收时的要求。
本次试验确定的连接施工工艺及参数适用于本工程内所有混凝土的钢筋焊接连接制作安装施工。
每种牌号、每种规格钢筋至少做1组试件。
若第1次未通过,应改进工艺,调整参数,直至合格为止。
采用的焊接工艺参数应做好记录,以备查考。
在焊接过程中,如果钢筋牌号、直径发生变更,应同样进行焊接工艺试验。
3.试验依据(1)《钢筋焊接及验收规程》(JGJ18-2012)(2)《钢筋混凝土用钢第1部分:热轧光圆钢筋》(GB1499.1-2008)(3)《钢筋混凝土用钢第2部分:热轧带肋钢筋》(GB1499.2-2007)(4)《非合金钢及细晶粒钢焊条》(GB/T5117-2012)(5)《热强钢焊条》(GB/T5118-2012)(6)《混凝土结构工程施工质量验收规范》(GB50204-2002(2011版))4.钢筋焊接试验作业指导书4.1本次试验需要焊接的类别4.2试验准备和作业条件4.2.1 材料准备(1)钢筋要求钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。
钢筋焊接复试检测报告

钢筋焊接复试检测报告一、检测目的本次钢筋焊接复试检测的目的在于评估钢筋焊接工艺和焊缝质量是否符合要求,确保焊接接头的强度、密封性和耐久性,并提供相应的检测报告作为参考。
二、检测方法和标准1.检测方法:本次钢筋焊接复试采用目视检查、超声波检测和金相显微镜检测等方法。
三、检测内容1.对焊接接头的外观进行目视检查,包括检查焊缝的形状、尺寸和表面平整度。
焊缝的高度不应超过母材表面,并应符合规定的焊缝形状。
2.进行超声波检测,检查焊缝中的缺陷,如气孔、夹渣、裂纹等。
超声波检测仪应用于焊缝表面,通过电磁超声波检测技术来检测焊缝的质量。
3.对焊接接头的金相组织进行显微镜检测。
金相显微镜检测主要用于分析焊缝中的晶粒结构和金属组织,以评估焊接接头的强度和韧性。
四、检测结果1.目视检查结果:焊接接头的外观形状规整,焊缝的尺寸和表面平整度符合要求。
2.超声波检测结果:焊缝中未检测到明显的缺陷,焊缝质量良好。
3.金相显微镜检测结果:焊缝中的晶粒结构均匀致密,金属组织均匀分布,无明显的缺陷。
五、结论和建议根据对焊接接头的各项检测结果进行综合分析,钢筋焊接工艺和焊缝质量符合相关标准要求,并且焊接接头的强度和韧性良好。
在焊接过程中,焊工严格按照焊接工艺规范进行操作,保证焊接质量。
建议在后续施工中继续加强对焊接工艺和焊缝质量的监督,确保焊接接头的质量稳定。
六、检测人员和日期检测人员:XXX(检验师)检测日期:20XX年XX月XX日备注:本报告仅对当前钢筋焊接复试的检测结果作出评价,若后续情况发生变化,可能会产生不同的检测结论。
钢筋搭接焊工艺试验报告

钢筋搭接焊工艺试验报告1. 背景介绍钢筋搭接是建筑中常见的构造连接方式,其中焊接是一种常见的连接方法。
钢筋搭接焊工艺试验的目的是评估焊接方法的可行性和焊接接头的质量。
本报告将介绍钢筋搭接焊工艺试验的设计方案、实验结果及相关分析,并对焊接接头的质量进行评估和总结。
2. 实验设计方案2.1 材料准备•钢筋:选取直径为10mm的HRB335螺纹钢筋作为试验材料。
•焊接材料:采用焊接电极,直径为3.2mm。
•工具准备:焊接设备、钢筋切割机、钳工工具等。
2.2 实验步骤1.钢筋准备:–使用钢筋切割机将钢筋切割为合适的长度。
–用钳工工具清除钢筋切割处的锈蚀和杂质。
2.焊接准备:–将焊接设备调至适宜的工作电流和电压。
–使用砂轮切割机对钢筋的两端进行V形坡口处理。
–使用无氧醋酸清洁钢筋坡口的表面,以确保焊接质量。
–定位和固定两根待焊接的钢筋。
3.焊接过程:–将焊接电极对准钢筋坡口,开始焊接。
–保持焊接速度和焊接电流的稳定,尽量保持焊缝形态的一致性。
–控制焊接时间和焊接电流,以确保焊接质量。
4.焊接后处理:–对焊接接头进行清理,去除焊渣和焊接时产生的氧化物。
–对焊接接头进行目测检查,评估焊接质量。
3. 实验结果及分析经过以上步骤完成钢筋搭接焊工艺试验后,我们对焊接接头进行了评估和分析。
以下是试验结果的总结:•焊接接头质量良好,无焊裂、气孔等焊接缺陷。
•焊接接头的表面光洁、无明显瑕疵。
•焊缝的形态均匀一致,与母材无明显界限。
通过对试验结果的分析,我们可以得出以下结论:1.采用焊接方法对钢筋搭接进行焊接是可行的,焊接接头的质量良好。
2.焊接过程中控制焊接速度和电流的稳定性对焊接质量有重要影响。
3.进行钢筋表面的清洁和预处理可以提高焊接接头的质量。
4. 焊接接头质量评估根据以上实验结果和分析,我们对焊接接头的质量进行评估,并给出评价如下:1.整体质量评估:焊接接头质量良好,满足设计要求。
2.外观评估:焊接接头表面光洁,无明显瑕疵。
钢筋焊接工艺试验报告示例
钢筋焊接工艺试验报告
一、试验目的
本试验旨在评估钢筋焊接工艺的适用性和可靠性,为实际工程中的钢筋焊接提供技术依据和指导。
二、试验材料
1.钢筋:采用HRB400E16、18、20、22、25钢筋,力学性能及直径均达到规范
要求,有出场合格证及质量证明书,钢筋无老锈和油污。
2.焊接材料:采用E4303焊条,焊条直径根据钢筋直径选择,符合国家相关标准
要求。
三、试验方法
1.钢筋焊接前,应对钢筋进行清洁处理,去除钢筋表面的油污和锈蚀。
2.根据钢筋直径和焊接方法选择合适的焊条直径,按照焊条说明书进行操作。
3.钢筋焊接时,采用双面焊接方法,保证焊接质量和焊接效率。
4.每个焊接试件在焊接过程中应保持稳定,避免出现偏移或变形。
5.在每个焊接试件完成后,进行外观检查和无损检测,评估焊接质量。
四、试验结果与分析
1.外观检查:经过外观检查,所有焊接试件外观光滑、平整,焊缝与母材平滑过
渡,无明显缺陷。
2.无损检测:经过无损检测,所有焊接试件均未发现焊缝裂纹、气孔等缺陷。
3.力学性能测试:对焊接完成的钢筋试件进行拉伸和弯曲试验,测试结果符合相
关规范要求。
五、结论
通过本次钢筋焊接工艺试验,证明了所选用的钢筋焊接工艺是可靠、有效的。
在工程实际应用中,可以根据需要选择合适的钢筋直径和焊接方法,按照本报告所述的焊接工艺进行操作,以保证钢筋焊接的质量和效率。
钢筋焊接工艺评定报告
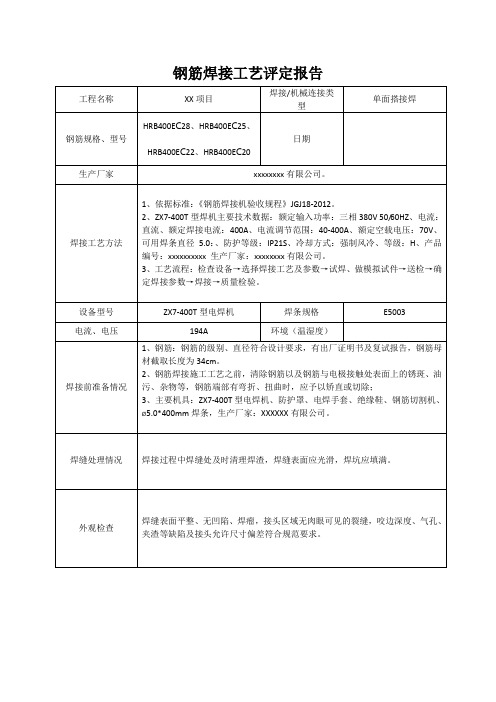
钢筋焊接工艺评定报告
XX 项目
焊接/机械连接类 型
钢筋规格、型号
HRB400EC28、HRB400EC25、 HRB400EC22、HRB400EC20
日期
生产厂家
xxxxxxxx 有限公司。
单面搭接焊
焊接工艺方法
1、依据标准:《钢筋焊接机验收规程》JGJ18-2012。 2、ZX7-400T 型焊机主要技术数据:额定输入功率:三相 380V 50/60HZ、电流: 直流、额定焊接电流:400A、电流调节范围:40-400A、额定空载电压:70V、 可用焊条直径 5.0:、防护等级:IP21S、冷却方式:强制风冷、等级:H、产品 编号:xxxxxxxxxx 生产厂家:xxxxxxxx 有限公司。 3、工艺流程:检查设备→选择焊接工艺及参数→试焊、做模拟试件→送检→确 定焊接参数→焊接→质量检验。
设备型号 电流、电压
焊接前准备情况
ZX7-400T 型电焊机
焊条规格
Байду номын сангаас
E5003
194A
环境(温湿度)
1、钢筋:钢筋的级别、直径符合设计要求,有出厂证明书及复试报告,钢筋母 材截取长度为 34cm。 2、钢筋焊接施工工艺之前,清除钢筋以及钢筋与电极接触处表面上的锈斑、油 污、杂物等,钢筋端部有弯折、扭曲时,应予以矫直或切除; 3、主要机具:ZX7-400T 型电焊机、防护罩、电焊手套、绝缘鞋、钢筋切割机、 Ø5.0*400mm 焊条,生产厂家:XXXXXX 有限公司。
焊缝处理情况 焊接过程中焊缝处及时清理焊渣,焊缝表面应光滑,焊坑应填满。
外观检查
焊缝表面平整、无凹陷、焊瘤,接头区域无肉眼可见的裂缝,咬边深度、气孔、 夹渣等缺陷及接头允许尺寸偏差符合规范要求。
钢筋焊接试件实验报告

钢筋焊接试件实验报告1. 实验目的本实验旨在通过对钢筋焊接试件的制作和焊接实验,掌握钢筋焊接技术,熟悉焊接过程和焊接缺陷的产生原因及防止措施。
2. 实验原理钢筋焊接是利用电焊机产生的电流,通过熔化电极和钢筋表面,再冷却凝固形成焊缝的过程。
焊接过程中,熔融池的形成和凝固过程决定了焊缝的质量,同时也容易产生焊接缺陷。
3. 实验步骤3.1 材料准备- 钢筋:准备直径为10mm的钢筋材料。
- 焊条:选择适合的焊条作为焊接材料。
3.2 制作焊接试件根据要求,将钢筋切割成合适长度,并清洁钢筋表面。
3.3 焊接将焊接试件固定在焊接工作台上,并进行下述焊接操作:1. 调整焊机的电流和电压,使其适应所选用的焊条。
2. 使用焊钳夹住焊条,将焊条靠近焊接试件的一侧。
3. 用电焊机启动电流,将电焊枪靠近焊接试件,在试件上的焊缝线上进行焊接。
3.4 检查与清理焊接完毕后,进行以下步骤:1. 检查焊缝是否均匀而完整。
2. 清理焊接试件,将焊渣和焊剂清除干净。
3. 用酒精和棉签擦拭焊缝,以检查焊缝的质量。
4. 数据和结果经过焊接实验,得到的焊接试件的焊缝均匀且完整,没有明显的焊接缺陷。
5. 分析与讨论钢筋焊接过程中,焊接缺陷的产生主要由以下原因造成:1. 电流不稳定:电流过大或过小都会影响焊接质量。
2. 焊接时间不足:焊接时间过短会使熔融池不充分,导致焊缝质量不理想。
3. 焊接温度不均匀:焊接温度不均匀会使焊缝不均匀,产生焊接缺陷。
为了避免焊接缺陷的产生,应该注意以下事项:1. 控制好焊接电流和电压,使其适应焊条和试件的要求。
2. 确保焊接时间足够,使熔融池完全充满焊缝。
3. 注意焊接温度均匀分布,避免焊接缺陷的产生。
6. 结论经过实验,掌握了钢筋焊接技术,并熟悉了焊接过程和焊接缺陷的产生原因及防止措施。
实验结果表明,钢筋焊接试件焊缝均匀且完整,符合焊接要求。
7. 总结通过本次实验,我深刻认识到钢筋焊接技术的重要性,焊接缺陷可能会对结构的稳定性和安全性产生严重影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目钢筋焊接工艺性能试验报告施工单位:监理单位:杭州信达投资咨询估价监理有限公司项目监理部年月日目录第1章工程概况及专业工程特点工程概况工程名称:项目位置:建设单位(代建单位):设计单位:施工单位:勘察单位:监理单位:杭州信达投资咨询估价监理有限公司工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)编制依据本工程设计图纸本工程合同文件:监理合同、施工合同本工程施工组织设计/施工方案本工程《材料见证取样计划》《钢筋焊接及验收规程》 JGJ18-2012《钢筋混凝土用钢第2部分热轧带肋钢筋》《钢筋混凝土用钢第1部分热轧光圆钢筋》《钢筋焊接接头试验方法标准》 JGJ/T 27-2014《混凝土结构工程施工质量验收规范》 GB50204-2015《混凝土结构工程施工规范》 GB50666-2011《钢结构工程施工规范》 GB50755-2012《钢结构焊接规范》 GB50661-2011本工程钢筋焊接情况特点本工程设计采用的钢筋牌号与规格本工程计划采用的钢筋焊接方式各钢筋牌号,规范允许采用的电弧焊焊条情况第2章钢筋电弧焊工艺性能试验要求钢筋焊条电弧焊是以焊条为一极,钢筋为另一极,利用焊接电流通过产生的电弧热进行焊接的一种熔焊方法。
本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。
试验目的(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量。
(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
施工准备机械设备电弧焊的主要设备是交流电焊机。
其各种参数见下表:人员配置:电弧焊主要人员:焊工名、安全员1名、电工1名、钢筋加工6名。
见证取样人员:监理人员1名。
焊接试验送检测机构检测,由项目监理机构现场见证取样检测材料(1)钢筋:采用公司生产的 mm、牌号为的钢筋,钢筋质保资料抄件、质量证明书、原材料见证取样检测报告齐全。
(2)焊条:牌号符合设计要求,合格证齐全,按说明书要求进行烘焙后使用(焊接前一般在 250~300℃烘箱内烘干)。
操作工艺:工艺流程检查机械设备→选择焊接参数→试焊作模拟试件→送试→确定焊接参数→施焊→质量检验(1)根据钢筋牌号、直径、接头形式和焊接位置,选择焊接材料,确定焊接工艺和工艺参数。
(2)焊接时,引弧应在形成焊缝的部位进行,不得烧伤主筋。
(3)焊接地线与钢筋应接触良好。
(4)焊接过程中应及时清渣,焊缝表面应光滑,焊缝余高应平缓过渡,弧坑应填满。
(5)搭接焊宜优先采用双面焊,当不能进行双面焊时,可采用单面焊。
本工艺性试验采用:(1)焊接形式□双面搭接焊;□单面搭接焊,钢筋牌号、直径为:。
(2)钢筋搭接长度应符合下表:(3)根据《钢筋焊接及验收规程》JGJ18-2012的有关规定,搭接焊制作要点应注意对钢筋搭接部位的预弯和安装,确保两钢筋轴线相重合。
(4)搭接焊接头的焊缝厚度s不应小于主筋直径的倍;焊缝宽度b不应小于主筋直径的倍,见下图:(a)双面焊;(b)单面焊:b一焊缝宽度;s一焊缝厚度;d一钢筋直筋;l一搭接长度作业条件(1)焊工持证上岗。
(2)钢筋施焊前应清除表面上的锈斑、油污、杂物等;端部有弯折、扭曲时,应予以矫直或切除。
(3)电弧焊机等机具完好,焊机按规定操作接通电源,电源符合施焊要求。
(4)作业场地要有安全防护设施、防火措施和必要的通风措施,防止发生烧伤、触电、中毒及火灾等事故。
(5)钢筋接头位置以及钢筋轴线应符合规定。
外观检查(1)钢筋电弧焊接头尺寸偏差及缺陷允许值见下表(2)焊缝表面应平整,不得有凹陷或焊瘤。
(3)焊接接头区域不得有肉眼可见的裂纹。
(4)焊缝余高应为2—4mm。
电弧焊接头拉伸试验下列要求进行评定:(1)符合下列条件之一为合格:① 3个试件均断于母材,呈延性断裂,抗拉强度≥母材抗拉强度标准值。
② 2个试件断于母材,呈延性断裂,抗拉强度≥母材抗拉强度标准值;另一试件断于焊缝,呈脆性断裂,抗拉强度≥母材抗拉强度标准值注:当接头试件断于热影响区,呈延性断裂,应视作与断于母材等同;试件断于热影响区,呈脆性断裂,应视作与断于焊缝等同。
(2)符合下列条件之一,应进行复验:① 2个试件断于母材,呈延性断裂,抗拉强度≥母材抗拉强度标准值;另一试件断于焊缝或热影响区,呈脆性断裂,抗拉强度<母材抗拉强度标准值。
② 1个试件断于母材,呈延性断裂,抗拉强度≥母材抗拉强度标准值;另2个试件断于焊缝或热影响区,呈脆性断裂。
③ 3个试件均断于焊缝,呈脆性断裂,抗拉强度≥母材抗拉强度标准值(4)复验应取6个试件,若有≥4个试件断于母材,呈延性断裂,抗拉强度≥母材抗拉强度标准值,另2个或2个以下断于焊缝,呈脆性断裂,抗拉强度≥母材抗拉强度标准值,可判定合格。
注意事项及交底(1)焊接过程中要及时清渣,焊缝表面光滑平整,加强焊缝平缓过渡,弧坑应填满。
(2)根据钢筋级别、直径、接头形式和焊接位置,选择适宜焊条直径和焊接电流,保证焊缝与钢筋熔合良好。
(3)钢筋焊接部位已清除铁锈、溶渣、油污等,端部扭曲、弯折已矫正或切除,钢筋轴线等应符合有关规定,保证焊缝尺寸符合要求。
(4)焊接地线应与钢筋接触良好,防止因起弧而烧伤钢筋。
(5)钢筋电弧焊时不能忽视因焊接而引起的结构变形,应采取对称施焊、分层轮流施焊、选择合理的焊接顺序等措施。
(6)焊机必须接地良好,皮线绝缘性能良好,焊机与焊钳导线长度应小于30m,不准在露天雨水的环境下工作。
(7)焊接施工场所不能使用易燃材料搭设,现场6m内不得有易爆、易燃物,电焊机放置场所应清洁、干燥、通风;现场高空作业必须带安全带,焊工操作要配戴防护用品。
(8)做好成品保护:焊接后不得往焊完的接头浇水冷却,不得敲钢筋接头,现场的成品半成品废品应按要求分别堆放到指定地点不得随意乱放。
电弧焊焊接工艺性试验结论(1)经检验,该焊接工艺采用上述工艺,试验满足规范要求,可满足本工程需要。
(2)附件:电焊工特种作业岗位证书电弧焊接头试验报告。
第3章钢筋电渣压力焊工艺性能试验要求钢筋电渣压力焊是将两跟钢筋安放成竖向对接形式,通过直接引弧法或间接引弧法,利用焊接电流通过两钢筋端面间隙,在焊剂层下形成电弧过程和电渣过程,产生的电弧热和电阻热,熔化钢筋,加压完成的一种压焊方法。
电渣压力焊应用于柱、墙等构筑物现浇混凝土结构中竖向受力钢筋的连接;不得用于梁、板等构件中的水平钢筋连接。
试验目的(1)通过焊接工艺性试验确定钢筋电渣压力焊的各项焊接参数,确保现场竖向钢筋焊接质量。
(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
施工准备机械设备电渣压力焊的主要设备是电焊机。
其各种参数见下表:人员配置:电渣压力焊人员:焊工名、安全员1名、电工1名、钢筋加工6名。
见证取样人员:监理人员1名。
焊接试验送检测机构检测,由项目监理机构现场见证取样检测材料(1)钢筋:采用公司生产的 mm、牌号为的钢筋,钢筋质保资料抄件、质量证明书、原材料见证取样检测报告齐全。
(2)在电渣压力焊中,可采用熔炼型HJ431焊剂,产品合格证齐全。
操作工艺:(1)带肋钢筋进行电渣压力焊时,应将纵肋对纵肋安放和焊接。
直径小于12mm钢筋,应采用小型焊接夹具,上下两钢筋对正,不偏歪,确保焊接质量。
(2)电渣压力焊焊机容量应根据所焊钢筋选定,接线端应连接紧密,确保良好导电。
(3)焊接夹具上下钳口应夹紧于上下钢筋上,钢筋一经夹紧,不得晃动,且两钢筋应同心。
(4)引燃电弧后,应先进行电弧过程,然后加快上钢筋下送速度,使上钢筋端面插入液态渣池约2mm,转变为电渣过程,最后在断电的同时,迅速下压上钢筋,挤出熔化金属和熔渣。
(5)接头焊毕,应稍作停歇,方可回收焊剂和卸下焊接夹具;敲去渣壳后,四周焊包凸出钢筋表面的高度,当钢筋直径为25mm及以下时不得小于4mm,当钢筋直径为28mm及以上时不得小于6mm。
本工艺性试验采用:(1)焊接形式:电渣压力焊,钢筋牌号、直径为:。
(2)电渣压力焊焊接参数应符合下表:(3)在焊接过程中焊工应进行自检,当发现偏心、弯折、烧伤等焊接缺陷时,应查找原因,采取措施,及时消除。
(1)焊工持证上岗。
(2)钢筋施焊前应清除表面上的锈斑、油污、杂物等;端部有弯折、扭曲时,应予以矫直或切除。
(3)作业场地要有安全防护设施、防火措施和必要的通风措施,防止发生烧伤、触电、中毒及火灾等事故。
(4)钢筋接头位置以及钢筋轴线应符合规定。
外观检查(1)四周焊包凸出钢筋表面的高度,当钢筋直径为25mm及以下时不得小于4mm,当钢筋直径为28mm及以上时不得小于6mm。
(2)钢筋与电极接触处,应无烧伤缺陷。
(3)接头处的弯折角度不得大于2°。
(4)接头处的轴线偏移不得大于1mm。
电渣压力焊焊接头拉伸试验下列要求进行评定:(1)符合下列条件之一为合格:① 3个试件均断于母材,呈延性断裂,抗拉强度≥母材抗拉强度标准值。
② 2个试件断于母材,呈延性断裂,抗拉强度≥母材抗拉强度标准值;另一试件断于焊缝,呈脆性断裂,抗拉强度≥母材抗拉强度标准值注:当接头试件断于热影响区,呈延性断裂,应视作与断于母材等同;试件断于热影响区,呈脆性断裂,应视作与断于焊缝等同。
(2)符合下列条件之一,应进行复验:① 2个试件断于母材,呈延性断裂,抗拉强度≥母材抗拉强度标准值;另一试件断于焊缝或热影响区,呈脆性断裂,抗拉强度<母材抗拉强度标准值。
② 1个试件断于母材,呈延性断裂,抗拉强度≥母材抗拉强度标准值;另2个试件断于焊缝或热影响区,呈脆性断裂。
③ 3个试件均断于焊缝,呈脆性断裂,抗拉强度≥母材抗拉强度标准值(4)复验应取6个试件,若有≥4个试件断于母材,呈延性断裂,抗拉强度≥母材抗拉强度标准值,另2个或2个以下断于焊缝,呈脆性断裂,抗拉强度≥母材抗拉强度标准值,可判定合格。
注意事项及交底(1)根据钢筋级别、直径、接头形式和焊接位置,选择适宜的焊接电流,保证钢筋熔合良好。
(2)钢筋焊接部位已清除铁锈、溶渣、油污等,端部扭曲、弯折已矫正或切除,钢筋轴线等应符合有关规定,保证焊接质量符合要求。
(3)焊机必须接地良好,皮线绝缘性能良好,焊机与焊钳导线长度应小于30m,不准在露天雨水的环境下工作。
(4)焊接施工场所不能使用易燃材料搭设,现场6m内不得有易爆、易燃物,电焊机放置场所应清洁、干燥、通风;现场高空作业必须带安全带,焊工操作要配戴防护用品。
(5)做好成品保护:焊接后不得往焊完的接头浇水冷却。
电渣压力焊焊接工艺性试验结论(1)经检验,该焊接工艺采用上述工艺,试验满足规范要求,可满足本工程需要。
(2)附件:电焊工特种作业岗位证书电渣压力焊接头试验报告。
第4章钢筋闪光对焊(箍筋闪光对焊)工艺性能试验要求钢筋闪光对焊是将两钢筋以对接形式水平安放在对焊机上,利用电阻热使接触点熔化,产生强烈闪光和飞溅,迅速施加顶锻力完成的一种压焊方法。