多功能机用虎钳设计说明书
机用虎钳三维造型与工艺制作设计说明
XXXXXXXXXXXXX学院毕业课题机用虎钳三维造型与工艺制作系别专业班级学生姓名指导教师年月日摘要机械加工中,台虎钳是较为常见的装夹工具,它分机用和手用两种,都是利用两钳口作定位基准,靠丝杠,螺母传送机械力的原理进行工作的。
台虎钳结构简单装夹迅速,加工时省时省力,提高了加工效率和加工精度,提高了产品质量。
本课题主要研究的是台虎钳底的主要零部件的设计、造型及实体装配,同时对主要部件编写加工工艺。
研究的方法是运用UG 的三维造型将模具造型出来;至于加工方面,先设计好加工工艺包括毛坯的选择、刀具、切削用量、机床等等。
通过对台虎钳的三维造型,可以提高自我的UG 三维造型的能力,加深了对模具设计的理解,从本质上提高了自我软件应用能力。
运用软件的编程功能,对典型零件的编程,可以提高自己对数控加工工艺的理解,包括机床的选择、刀具的选择、切削用量的选择等等。
因此,本课题的研究不仅运用到UG 的三维造型,而且让我对零件设计和加工工艺认识提高了一个等级。
关键词:台虎钳设计,UG造型,加工工艺目录1零件的分析与介绍 (1)1.1 台虎钳的分析 (1)1.2 台虎钳的部件的介绍 (2)2零件的造型. (2)2.1 底座的造型 (2)2.2 丝杠的造型 (7)2.3 户口板的造型 (8)2.4 圆螺钉的造型 (10)2.5 活动钳口的造型 (12)2.6 大螺母的造型 (15)3台虎钳装配图 (18)3.1台虎钳的装配 (18)4典型部件(活动钳口)的工艺分析 (20)4.1 毛坯的选择 (21)4.2 定位基准的选择 (21)4.3 加工顺序的选择 (21)4.4 刀具、机床、夹具、切削量的选择 (22)总结 (26)致谢 (27)参考文献 (28)1零件的分析与介绍1.1 台虎钳的分析台虎钳是用来加持工件的通用夹具,主要是装置在工作台上,用以夹稳加工工件,为钳工车间必备工具。
转盘式的钳体可旋转,使工件旋转到合适的工作位置。
多功能机用虎钳设计说明书

摘要随着社会的快速发展,企业间的竞争力越来越大,各个企业都在通过先进的技术提高自己的竞争力,对于机械行业而言拥有新的机床技术和新型的夹具就显的尤为重要。
而我设计的这种多功能机用虎钳正符合这一点。
从多功能机用虎钳的优点我们看出:新型铣床夹具既适合于频繁更换毛坯尺寸的场合,也适合于毛坯形状不同的场合和批量生产的场合,其通用性较高,在确保使用的前提下,大大的提高了加工效率,增大了生产率。
因此在机械制造业竞争日益激烈的时代下,必将有着广阔的应用前景。
本论文基于铣床常用的夹具平口钳设计了一种多功能机用虎钳。
该多功能机用虎钳设计了V形钳口板,扩大了虎钳的夹持范围。
V形钳口板上设计了锥度比例为1:4的燕尾槽,可实现快速更换钳口的功能。
还设计了定位块安装在固定钳身上,在批量生产同一种零件时,无需重复对刀,即可利用定位块找正工件,大大提高了装夹零件的效率。
此外将传动螺杆设计为双线螺杆,在有效夹持范围内装夹工件的速度提高一倍。
还对关键零件进行了结构设计和强度校核,以保证多功能机用虎钳工作的可靠性。
关键词:夹具 V形钳口燕尾槽定位块目录摘要 (1)目录 (2)1.1课题背景、意义及目的 (3)1.2国内外发展状况 (3)1.3机床夹具发展趋势 (4)1.4本文主要内容 (4)第2章多功能机用虎钳的工艺分析与设计 (5)2.1 多功能机用虎钳的设计方案 (5)2.2 多功能机用虎钳的工作原理 (5)2.2.1 夹具结构及工作原理 (5)2.2.2 V形钳口板的结构及原理 (7)2.2.3 定位块结构及原理 (10)第3章多功能机用虎钳关键零件的设计和强度校核 (11)3.1 多功能机用虎钳关键零件的材料选择 (11)3.3 螺栓的设计和强度校核 (15)3.4 紧固螺钉的设计和强度校核 (16)3.5 固定钳身的结构设计 (18)毕业设计总结........................................... 错误!未定义书签。
机用虎钳说明书

说明书
题 目: 院 (系): 专 业: 学生姓名: 学 号: 指导教师:
目录
一 拆卸机用虎 钳………………………………………………………………………… 二 分析装配方 案………………………………………………………………………… 三 分析各零件作用、结构及类
型……………………………………………………… 四 绘制零件 图…………………………………………………………………………… 4.1 零件图的作 用…………………………………………………………………………
4.4 合理标注尺寸及偏差
尺寸标注:正确、完整、清晰、合理第标注出组成零件各形体的大 小及相对位置尺寸,即提供制造和检验零件所需的全部尺寸(课本P 191)
公差:在零件的加工过程中,由于机床精度、刀具磨损、测量误差
等因素的影响,误差是不可避免的,不可能把零件的尺寸做的绝对准
确。为了保证互换性(课本P208),必须将零件尺寸的加工误差限制在
表面粗糙度是衡量零件表面质量的指标之一,对零件的耐磨性、抗 疲劳强度、配合性质、耐腐蚀性和密封性都有直接影响。表面粗糙度数 值越小,则表面越光滑,其加工成本也越高。故在满足零件的使用要求 的前提下,应尽量降低对粗糙度的要求。
A、转盘2 B、底座1 C、丝杠9 D、活动钳体6 E、固定钳座8 F、轴套4 G、钳口板7 详见7张零件图纸
允许的范围内,规定出尺寸的变动量,这个变动量就是尺寸公差,简称
公差。
A、转盘2
B、底座1
C、丝杠9
D、活动钳体6
E、固定钳座8
F、轴套4
G、钳口板7
详见7张零件图纸
4.5 合理标注形状和位置公差
形状公差:为了限制形状误差而设置的,它是指单一实际要素的形
机用虎钳设计说明书
机用虎钳设计说明书
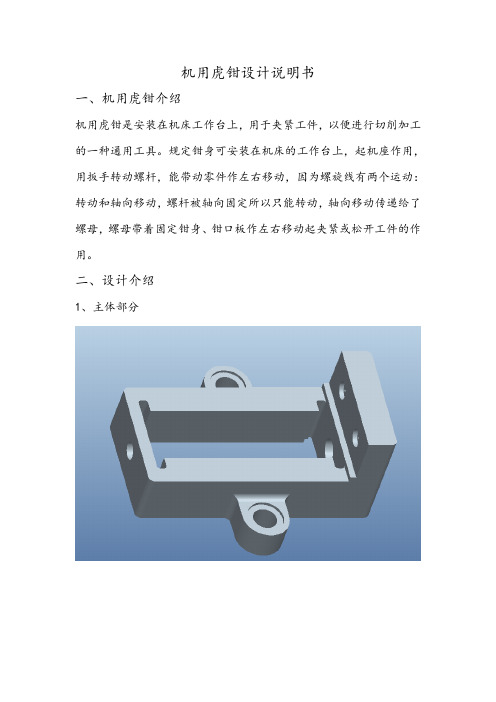
一、机用虎钳介绍
机用虎钳是安装在机床工作台上,用于夹紧工件,以便进行切削加工的一种通用工具。
规定钳身可安装在机床的工作台上,起机座作用,用扳手转动螺杆,能带动零件作左右移动,因为螺旋线有两个运动:转动和轴向移动,螺杆被轴向固定所以只能转动,轴向移动传递给了螺母,螺母带着固定钳身、钳口板作左右移动起夹紧或松开工件的作用。
二、设计介绍
1、主体部分
主体设计为长400mm ,宽200mm 高180mm ,为一般的小型的机用虎钳,内槽两侧开有开有退位槽,增大虎钳的行程。
考虑到安装要求,左端孔设计为∅30,右端孔设计为∅40。
2、上滑块的设计
上滑块上端有螺纹孔,用于上下滑块的连接,上端弧形的设计方便必要的时候工作人员用手操作。
3、下端滑块的设计
4、丝杠的设计
5、爆炸图与装配图。
机用虎钳装配图及3D造型设计说明书

苏州高等职业技术学校毕业设计(论文)设计课题:机用虎钳装配图及零件加工工艺和数控编程作者姓名:专业名称:所在班级:指导教师:2015.5机电工程系毕业论文任务书一、题目:机用虎钳装配图及零件加工工艺和数控编程二、指导思想和目的要求:认真负责,独立完成此次毕业设计。
通过这个毕业设计,巩固自己所学的理论知识和技能,提高自己的设计计算、绘图、编写能力,在设计中培养自己的能力和独立工作的能力,为以后从事的工作打下一个良好的基础。
三、进度与要求:第一阶段仔细阅读毕业设计任务书,明确设计的要求和任务第二阶段 1.手工绘制零件图2.手工绘制装配图3.熟悉Proe和word等软件4.用Proe创建零件图5.用Proe组装零件创立装配图6.制定主要加工工艺路线7.数控程序编制第三阶段撰写毕业设计说明书。
整理毕业设计资料。
第四阶段准备答辩四、主要参考书及参考资料:[1] 陈立德.机械设计基础. 北京:高等教育出版社, 2004.[2] 凯德设计.精通Pro/ENGINEER 中文野火版. 北京:中国青年出版社, 2007.[3] 诸小丽. CAD/CAM实体造型教程与实训(Pro/ENGINEER版).北京:北京大学出版社, 2009.[4] 丁淑辉. Pro/Engineer Wildfire4.0基础设计与实践.北京:清华大学出版社, 2008.[5] 张启光.机械制图与计算机绘图.北京:中国铁道出版社,2011.[6] 胡仁喜.张乐乐, 路纯红.Pro/ENGINEER应用教程[M].北京清华大学出版社,2007[7] 陈国聪.CAD/CAM应用软件—PRO/ENGINEER训练教程[M]. 北京:高等教育出版社,2003[8] 邓根清、陈义庄.机械制造基础[M]. 北京:中国林业出版社北京希望电子出版2006班级:专业:学生:指导教师:摘要在机械制造中,工件在机床上进行加工时,应保证工件相对于刀具及切削运动,处于一个正确的空间位置;对于批量生产,还应保证整批工件在同一加工工位上,所占据空间位置不变。
虎钳___数控编程与加工课程设计说明书
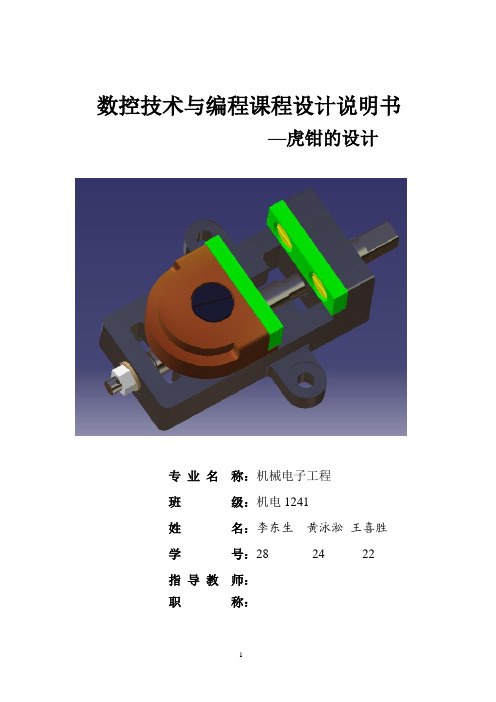
数控技术与编程课程设计说明书—虎钳的设计专业名称:机械电子工程班级:机电1241姓名:李东生黄泳淞王喜胜学号:28 24 22指导教师:职称:目录一、设计目的和要求---------------------------------------------------------------------------------------- 41.设计目的---------------------------------------------------------------------------------------------- 42.设计要求---------------------------------------------------------------------------------------------- 4二、总体方案的拟定---------------------------------------------------------------------------------------- 51.组员分工设计---------------------------------------------------------------------------------------- 52.使用的软件 ----------------------------------------------------------------------------------------- 53.方案的设计------------------------------------------------------------------------------------------- 51)总体分析 -------------------------------------------------------------------------------------- 52)方案------------------------------------------------------------------------------------------- 6三、虎钳底座的数控加工工艺及编程说明 ----------------------------------------------------------- 71. 虎钳底座的零件图工艺分析 ------------------------------------------------------------------- 71)零件图样---------------------------------------------------------------------------------------- 72. 加工工艺分析 -------------------------------------------------------------------------------------- 91.编程原点的确定 ------------------------------------------------------------------------------ 92. 制度加工方案及加工路线 ---------------------------------------------------------------- 93.工件的定位、装夹与刀具的选用--------------------------------------------------------------- 91)工件的定位及装夹-------------------------------------------------------------------------- 94.制定加工工艺卡------------------------------------------------------------------------------------ 115.编写加工程序--------------------------------------------------------------------------------------- 14四、滑块的数控加工工艺及编程说明----------------------------------------------------------------- 191.滑块的零件图工艺分析 -------------------------------------------------------------------------- 191)零件图样--------------------------------------------------------------------------------------- 192)精度分析--------------------------------------------------------------------------------------- 212.加工工艺分析--------------------------------------------------------------------------------------- 221)编程原点的确定---------------------------------------------------------------------------- 222.)制度加工方案及加工路线-------------------------------------------------------------- 222)制度加工方案及加工路线 --------------------------------------------------------------- 223.工件的定位、装夹与刀具的选用-------------------------------------------------------------- 221)工件的定位及装夹------------------------------------------------------------------------- 222)编程原点的确定------------------------------------------------------------------------- 223)对刀点和换刀点的选择 ------------------------------------------------------------------ 234)确定毛坯种类:---------------------------------------------------------------------------- 235)刀具的选用 ---------------------------------------------------------------------------------- 234.制定加工工艺卡------------------------------------------------------------------------------------ 245.编写加工程序--------------------------------------------------------------------------------------- 27五、丝杠的数控加工工艺及编程说明----------------------------------------------------------------- 311.丝杠的零件图工艺分析 -------------------------------------------------------------------------- 311).零件图样 ---------------------------------------------------------------------------------- 312).精度分析------------------------------------------------------------------------------------ 323).确定毛坯种类: -------------------------------------------------------------------------- 324).刀具的选择:---------------------------------------------------------------------------- 321).选择数控机床及数控系统-------------------------------------------------------------- 332).制作加工方案及加工路线-------------------------------------------------------------- 331).工件的定位、装夹 ----------------------------------------------------------------------- 332).编程原点的确定 -------------------------------------------------------------------------- 343).对刀点和换刀点的选择----------------------------------------------------------------- 341).主轴转速(n) ----------------------------------------------------------------------------- 352).进给速度 ------------------------------------------------------------------------------------- 353).被吃刀量 ------------------------------------------------------------------------------------- 35 六.其它零部件--------------------------------------------------------------------------------------------- 42七.总装配图-------------------------------------------------------------------------------------------------- 46八、爆炸图 --------------------------------------------------------------------------------------------------- 47九. 设计心得 ------------------------------------------------------------------------------------------------ 48十. 参考资料 ------------------------------------------------------------------------------------------------ 49一、设计目的和要求1.设计目的通过数控编程与加工课程设计,掌握利用所说学知识对被加工工件进行数控加工工艺分析、编制加工程序及确定加工方法等设计过程、内容、方法及手段。
机用虎钳设计计划书
漳州职业技术学院机械与自动化工程系Auto CAD课程设计任务书专业:班级:学生:题目:指导教师:设计日期年月日至年月日一、设计目的1、综合运用“计算机绘图”课程和其他先修课程的知识和操作技能,绘制综合性较强的装配图,进一步巩固、加深和拓宽所学的知识。
2、通过“计算机绘图”课程设计,进一步熟悉计算机绘图常用的命令,掌握块、带属性的块、外部引用的插入方法,以及如何由零件图拼接组装装配图的技能和方法。
3、通过装配图的绘制,进一步巩固所学的知识,为后续课程的学习打下良好的基础,也为在今后的工作中应用计算机绘图作基本技能的训练。
二、设计课题及步骤(一)装配图的相关知识1、装配图的形成及内容(1)装配图的形式1)在新设计或测绘装配体时,要求画出装配图,用来确定零件的结构、形状、相对位置、工作原理、连接方式和传动路线等,以便在图上判别、校对各零件草图零件的结构是否合理,装配关系是否正确、可行等,这类装配图,要求把各零件的结构、形状尽可能地表达完整、基本上能根据它画出各零件的零件图。
2)当加工好的零件进行装配时,用来指导装配工作能顺利地进行的装配图,这种装配图着重要表明各零件之间的相互关系装配关系,而对每个零件的结构、对同装配无关的尺寸,没有特别要求。
3)只表示机器的安装关系及各部件之间相对位置的装配图,各种装配图,只要求画出各部件的外形。
(2)装配图的内容1)一组视图用来表达装配体的结构、形状及装配关系。
2)必要的尺寸标注出表示装配性能、规格及装配、检验、安装时所需的尺寸。
3)技术要求用符号或文字注写装配体在装配、试验、调整、使用的要求、规则、说明等。
4)零件的序号和明细表组装配体的每一个零件,按顺序编上序号,并在标准题栏上方列出名细表,表中注明各零件的名称、数量、材料等,以便于读图及进行生产准备工作。
5)标题栏注明装配体的名称、图号、比例及责任者的签名和日期等。
2、装配体的表达方法(1)主视图一般将装配体的工作位置作为选取主视图的位置,以最能反映装配的装配关系、传动路线、工作原理及结构的方向作为画主视图的投影方向。
机用虎钳设计说明书
机用虎钳设计说明书
一、产品概述
虎钳是一种多功能的工具。
它主要用于卡紧、拆解和紧固螺丝或应力
件的螺纹,可以在宽幅的游标刻度上滑动,并用来调整螺纹直径或螺纹深度。
因为虎钳的结构设计简单,使用方便,并且可以在较窄的空间中安装。
因此,它是电子设备维护的重要工具。
二、虎钳的特性
1.减少功率消耗:减少工具和物件相互摩擦的力量,实现节能。
2.防止损坏:由于虎钳采用自锁设计,在运行过程中能够有效防止紧
固件的松动,从而减少紧固件损坏的可能性。
3.减少维护时间:由于虎钳可以同时控制多个紧固件,可以减少维护
时间。
4.简单的操作:虎钳简单易操作,只需要运行旋钮即可完成紧固件的
紧固或拆卸,不需要用力即可紧固紧固件。
三、虎钳的结构设计
1.锁紧手柄:内置自锁安全开关,防止频繁的拆卸和安装紧固件时锁
紧手柄意外松开;
2.中间轴:由钢制制成,防止紧固件由于电磁共振而发生跳动;
3.动力部件:内装有高压电机和减速机,保证虎钳的扭矩和精准度;
4.精准型游标:内装有精确的刻度,可以调整精准的紧固件;
5.开关:采用双绞线设计,安装简单,实现便捷的拆卸和安装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要随着社会的快速发展,企业间的竞争力越来越大,各个企业都在通过先进的技术提高自己的竞争力,对于机械行业而言拥有新的机床技术和新型的夹具就显的尤为重要。
而我设计的这种多功能机用虎钳正符合这一点。
从多功能机用虎钳的优点我们看出:新型铣床夹具既适合于频繁更换毛坯尺寸的场合,也适合于毛坯形状不同的场合和批量生产的场合,其通用性较高,在确保使用的前提下,大大的提高了加工效率,增大了生产率。
因此在机械制造业竞争日益激烈的时代下,必将有着广阔的应用前景。
本论文基于铣床常用的夹具平口钳设计了一种多功能机用虎钳。
该多功能机用虎钳设计了V形钳口板,扩大了虎钳的夹持范围。
V形钳口板上设计了锥度比例为1:4的燕尾槽,可实现快速更换钳口的功能。
还设计了定位块安装在固定钳身上,在批量生产同一种零件时,无需重复对刀,即可利用定位块找正工件,大大提高了装夹零件的效率。
此外将传动螺杆设计为双线螺杆,在有效夹持范围内装夹工件的速度提高一倍。
还对关键零件进行了结构设计和强度校核,以保证多功能机用虎钳工作的可靠性。
关键词:夹具 V形钳口燕尾槽定位块目录摘要.................................................. 错误!未定义书签。
目录.................................................... 错误!未定义书签。
课题背景、意义及目的............................. 错误!未定义书签。
国内外发展状况................................... 错误!未定义书签。
机床夹具发展趋势................................. 错误!未定义书签。
本文主要内容..................................... 错误!未定义书签。
第2章多功能机用虎钳的工艺分析与设计.................. 错误!未定义书签。
多功能机用虎钳的设计方案....................... 错误!未定义书签。
多功能机用虎钳的工作原理....................... 错误!未定义书签。
夹具结构及工作原理......................... 错误!未定义书签。
V形钳口板的结构及原理..................... 错误!未定义书签。
定位块结构及原理........................... 错误!未定义书签。
第3章多功能机用虎钳关键零件的设计和强度校核........... 错误!未定义书签。
多功能机用虎钳关键零件的材料选择............... 错误!未定义书签。
螺栓的设计和强度校核........................... 错误!未定义书签。
紧固螺钉的设计和强度校核....................... 错误!未定义书签。
固定钳身的结构设计............................. 错误!未定义书签。
毕业设计总结............................................ 错误!未定义书签。
致谢.................................................... 错误!未定义书签。
参考文献................................................ 错误!未定义书签。
第1章绪论课题背景、意义及目的现代加工时综合应用计算机、自动检索、自动检测以及精密机械等高技术的产物,是典型的机电一体化产品,但是夹具的作用也显得越来越重要。
迄今为止,夹具是机电产品制造中国必不可缺的四大工具(刀具、夹具、量具、模具)之一。
夹具在国内行业也正在逐渐形成一个依附于机床业或独立的小行业。
在现代模具生产中,随着对工件的美观度及功能要求得越来越高,工件内部结构设计得越来越复杂,模具的外形设计也日趋复杂,自由曲面所占比例不断增加,相应的模具结构也设计得越来越复杂。
这些都对模具加工技术提出了更高要求,不仅应保证高的制造精度和表面质量,而且要追求加工表面的美观。
其中铣床在模具制造加工中起的作用很大,像模板的加工都是需要铣床来加工的,比如铣模板的六面的加工,模板导柱孔的铣、镗,模具型腔的加工,都是需要铣床来加工的。
不过,现在模具的型腔大多数都已经在数控铣床或者加工中心上来加工了。
但不管是数控铣床还是加工中心夹具都发挥着不可替代的作用。
铣床主要由定位装置、夹紧装置、夹具体、连接元件、对刀元件组成。
铣削加工时,切削力较大,又是断续切削,振动较大,因此铣床夹具的夹紧力要求较大,夹具刚度、强度要求都比较高。
而在铣床加工的过程中,夹具是保证加工质量、提高生产效率、降低生产成本、减轻劳动强度、降低对工人技术的要求、实现生产过程自动化不可或缺的重要工艺装备之一。
国内外发展状况当今世界各国制造业广泛采用数控技术、以提高制造能力和水平,提高对动态多变市场的适应能力和竞争能力,同时没有相应的夹具是不能在短时间内生产处产品,夹具也可是不断的演变,由以往的夹具变成组合夹具,这样既可以节省成本也节省设计专用夹具的时间。
我国国内的夹具始于20世纪60年代,当时建立了面向机械行业的天津组合夹具厂,和面向航空工业的保定向阳机械厂,以后又建立了数个生产组合夹具元件的工厂。
在当时曾达到全国年产组合夹具元件800万件的水平。
20世纪80年代以后,两厂又各自独立开发了适合NC机床、加工中心的孔系组合夹具系统,不仅满足了我国国内的需求,还出口到美国等国家。
当前我国每年尚需进口不少NC机床、加工中心,而由国外配套孔系夹具,价格非常昂贵,现大都由国内配套,节约了大量外汇。
从国际上看俄国、德国和美国是组合夹具的主要生产国。
当前国际上的夹具企业均为中小企业,专用夹具、可调整夹具主要接受本地区和国内订货,而通用性强的组合夹具已逐步成熟为国际贸易中的一个品种。
有关夹具和组合夹具的产值和贸易额尚缺乏统计资料,但欧美市场上一套用于加工中心的央具,而组合夹具的大型基础件尤其昂贵。
由于我国在组合夹具技术上有历史的积累和性能价格比的优势,随着我国加入WTO和制造业全球一体化的趋势,特别是电子商务的日益发展,其中蕴藏着很大的商机,具有进一步扩大出口良好前景。
机床夹具发展趋势目前中、小批多品种生产的工件品种已占工件种类总数的85%左右。
现代生产要求企业所制造的产品品种经常更新换代,以适应市场的需求与竞争。
然而,一般企业都仍习惯于大量采用传统的专用夹具,一般在具有中等生产能力的工厂,里约拥有数千甚至近万套专用夹具;另一方面,在多品种生产的企业中,每隔3~4年就要更新50~80%左右专用夹具,而夹具的实际磨损量仅为10~20%左右。
特别是近年来,数控机床、加工中心、成组技术、柔性制造基础、(FMS)等新加工技术的应用,对机床夹具提出了如下新的要求:1、能迅速而方便地装备新产品的投产,以缩短生产准备周期,降低生产成本;2)能装夹一组具有相似性特征的工件;3)能适用于精密加工的高精度机床夹具;4)能适用于各种现代化制造技术的新型机床夹具;5)采用以液压站等为动力源的高效夹紧装置,以进一步减轻劳动强度和提高劳动和生产率;6)提高机床夹具的标准化程度。
本文主要内容本文所设计的多功能机用虎钳就是针对铣床上最常用的普通机用虎钳存在的缺陷进行改进设计的。
采用一种方法设计一个通用夹具来满足不同截面形状毛坯的要求,并能较为精确的定位,且能减少夹紧工件时所需的时间,从而大大提高生产效率。
第2章多功能机用虎钳的工艺分析与设计多功能机用虎钳的设计方案本设计基于常用的机用平口钳,设计了一种多功能机用虎钳,如图和3,2所示。
设计了一种的V形钳口板,设计一种了定位块,并将原有的单线螺杆改为双线螺杆。
该V形钳口板安装在固定钳身上,改变了固定钳身钳口的形状,V形钳口板与固定钳身之间采用燕尾槽连接,大大节省了安装和拆卸的时间。
定位块安装在固定钳身的侧面,采用螺钉连接。
固定钳身通过底部的孔与底座上的定位圆柱配合,固定钳身底部平面连接底座的上平面,且固定钳身两侧设有紧固螺栓与底座连接在一起。
固定钳身通过两块挡板与固定钳身之间间隙配合,通过螺杆和螺母的传动,活动钳身可以在固定钳身上来回移动。
活动钳身通过方形螺母与双线螺杆连接,通过旋转螺杆带动活动钳身前后运动。
活动钳身还通过螺钉连接安装普通钳口板。
通过上述方案,本设计能够在保证足够的夹紧力使工件夹紧可靠的情况下,大大缩短定位和夹紧工件所需的时间,特别适合于批量生产和毛坯形状不规则的场合使用,而且结构简单紧凑、造型美观、制造成本低且零件磨损后便于更换。
多功能机用虎钳的工作原理2.2.1 夹具结构及工作原理夹具结构如图和所示:图多功能机用虎钳三维实体图图多功能机用虎钳装配图1、固定钳身2、V形钳口板3、钳口板4、活动钳身5、方块螺母6、螺杆挡板7、双头螺杆8、底座9、挡板 10、定位块 11、调节螺栓安装及工作原理:多功能机用虎钳的结构组成如图所示。
多功能机用虎钳是通过底座8固定在机床上。
固定钳身1通过螺钉安装在底座8上,松开调节螺栓11上的螺母,固定钳身1相对于底座转动一定的角度,以满足不同加工的需要。
固定钳身1和V形钳口板2起垂直定位作用,固定钳身1上的导轨平面起水平定位作用,V 形钳口板通过燕尾槽与固定钳身配合。
燕尾槽(1)处竖直平面与固定钳身是1mm 的间隙配合,这样避免了同一方向上有两个配合面利于加工,且钳口V形口最底部到燕尾槽的竖直平面的厚度设计超过了20mm,因此在夹持工件时强度足够。
定位块10通过螺钉固定在固定钳身1上。
钳口板3也通过螺钉装配在活动钳身5上。
双头螺杆7通过方块螺母5装配在活动钳身4上可转动,螺杆挡板6使双头螺杆7固定在活动钳身4上。
活动钳身4与固定钳身1之间为隙配合,通过方块螺母5和双头螺杆7一起装配在固定钳身1上,活动钳身4可沿着导轨平面前后滑动。
挡板9通过螺钉与活动钳身固定以防止活动钳身4与固定钳身1脱离。
转动双头螺杆7即可带动活动钳身4前进或后退,从而达到夹紧和松开工件的目的。
2.2.2 V形钳口板的结构及原理如图是V形钳口板夹持工件的示意图[6]。
普通的钳口板只能夹持长方体类工件,如果遇到像图示的圆形截面工件就不便于夹紧了。
而V形钳口板配上普通钳口板就属于三点固定,就可以夹持牢靠。
图 V形钳口板夹持工件示意图V形钳口板:如图和所示,是一种新型的能够夹持多种形状毛坯且能够达到快速更换的钳口板。
图 V形钳口板三维实体图图 V形钳口板零件图V形口结构及定位原理:本设计钳口板采用V形,V形口设置成九十度。