焊接性技术标准
中国焊接标准(GBweldingstandards)

工程用焊接结构弯板链、附件和链轮
Cranked-link mill chains of welded construction,attachments and sprockets
GB/T15970.8-2005
金属和合金的腐蚀应力腐蚀试验第8部分: 焊接试样 的制备和应用
GB 17268-2009
工业用非重复充装焊接钢瓶
Non-refillable steel welded cylinders for industrial use
GB 1767பைடு நூலகம்-1999
液化丙烯、丙烷钢质焊接气瓶
Welded steel cylinders for liquefied propylene and propane gases
Arc welding equipment--Part 1:Welding power sources
GB15579.12-1998
弧焊设备安全要求第12部分: 焊接电缆耦合装置
Safety requirements for arc welding equipment--Part
12:Coupling devices for welding cables
GB8965.2-2009
防护服装 阻燃防护 第2部分:焊接服
Protective clothing - Flame-retardant protection -
Part 2: Protective clothing for welders
GB 9448-1999
焊接与切割安全
Safety in welding and cutting
()
DL/T5070-1997(2005)
GB50236-98_焊接要求规范[1]
![GB50236-98_焊接要求规范[1]](https://img.taocdn.com/s3/m/379d962b6edb6f1aff001fed.png)
现场设备、工业管道焊接工程施工及验收规范GBJ236-82目录第一章总则第一节概述第二节一般规定第二章碳素钢及合金钢的焊接第一节材料第二节焊前准备第三节焊接工艺要求第四节焊前预热及焊后热处理第三章铝及铝合金的焊接第一节材料第二节焊前准备第三节焊接工艺要求第四章铜及铜合金的焊接第一节材料第二节焊前准备第三节焊接工艺要求第五章焊接工艺试验第一节试验原则第二节试验要求第三节试验评定第六章焊工考试第一节一般规定第二节焊工操作技能考试第三节附则第七章焊接检验第一节焊接前检查第二节焊接中间检查第三节焊接后检查第四节焊接工程交工验收附录附表1附表1-1附表1-2附表2附表3附表4附表5附表6附表7附表8附表9附表10附表11附表12附表13附表14附表15编制说明主编部门:化学工业部批准部门:国家基本建设委员会实行日期:1982年8月1日国家基本建设委员会文件(82)建发施字25号关于颁发《现场设备、工业管道焊接工程施工及验收规范》的通知国务院有关部、总局,各省、市、自治区建委,基建工程兵:由我委委托化学工业部负责组织有关单位编写的《现场设备、工业管道焊接工程施工及验收规范》,经有关部门会审,现批准为国家标准施工及验收规范,编号为GBJ236—82,自一九八二年八月一日起实行。
本规范由化学工业部基建局管理和解释。
一九八二年一月二十日第一章总则第一节概述第1.1.1条为指导设备和工业管道的焊接工程特制定本规范。
它适用于石油、化工、电力、冶金、机械和轻纺等行业工程建设的施工现场。
第1.1.2条本规范适用于碳素钢(含碳量小于或等于0.3%)、合金钢(普通低合金结构钢、低温用钢、耐热钢及奥氏体不锈钢)、铝及铝合金(工业纯铝及防锈铝合金)、铜及铜合金(紫铜及黄铜)的手工电弧焊、氩弧焊、埋弧焊、二氧化碳气体保护焊和氧-乙炔焊。
第 1.1.3条用于现场焊接作业的其他标准和设计文件中的技术要求和规定,不得低于本规范。
第1.1.4条焊接作业的安全技术、劳动保护等应按现行有关规定执行。
焊接件通用技术规范
焊接件通用技术规范1.目的为统一普通钢结构焊接件在工厂全过程的基本要求,特制订本规范。
2.范围如顾客未对焊接件产品的加工及检验要求做出明确规定(含规范和图纸)、或已给出的规定不全时,在技术文件编制、加工制作、性能试验、检验规则以及标识、包装、运输、贮存和检验等环节须执行本规范的要求。
3.一般要求3.1焊接件的制造应符合经规定程序批准的产品图样、技术文件和本标准的规定。
3.2焊接件材料和焊接材料3.2.1用于焊接件材料的钢号、规格、尺寸应符合产品图样的要求。
3.2.2用于焊接件的材料(钢板型钢等)和焊接材料(焊条、焊丝、焊剂等),进厂时应按照材料标准规定,验收合格后方准使用。
3.2.3对于无牌号和无合格证书的焊接件材料和焊接材料须进行检验和鉴定,确认合格后方准使用。
3.2.4原材料下料前的形状偏差应符合有关标准规定,否则应予以矫正或另作他用(矫正可下料前校正,也可下料后校正),使之达到要求。
矫正后,钢材表面不应留有明显的损伤。
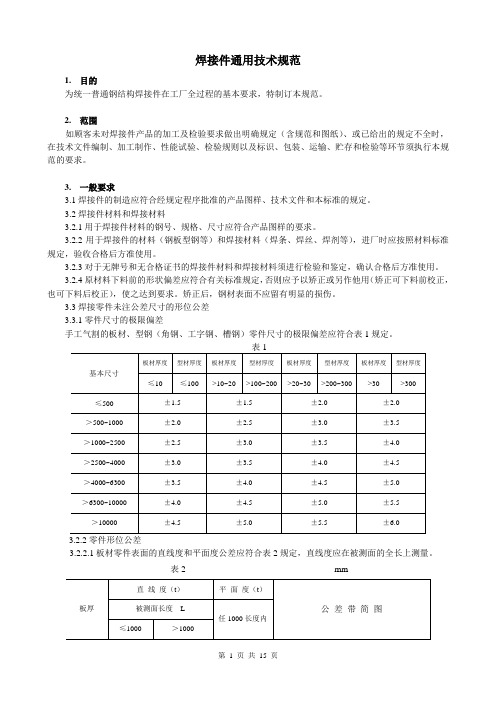
3.3焊接零件未注公差尺寸的形位公差3.3.1零件尺寸的极限偏差手工气割的板材、型钢(角钢、工字钢、槽钢)零件尺寸的极限偏差应符合表1规定。
3.2.2零件形位公差3.2.2.1板材零件表面的直线度和平面度公差应符合表2规定,直线度应在被测面的全长上测量。
表2 mm3.2.2.2型材零件的直线度、平面度、垂直度公差应符合表3的规定,歪扭误差应符合表4的规定。
表3 mm3.2.2.3板材与型材零件切割边棱对表面垂直度,不得大于表5规定。
图1 L—边棱长度;t—直线度3.2.2.4板材零件边棱之间的垂直度与平行度,不得大于相应尺寸的公差之半(见图2)。
t≤Δ图23.2.2.5型材零件切割断面对其表面的垂直度以及型材零件切割断面的平行度,不得大于型材零件切割断面之间的尺寸公差之半(见图3)。
图33.2.2.6弯曲成型的筒体零件尺寸的极限偏差、圆角和弯角,(≥5mm钢板)应符合表6规定。
焊接技术标准
附件3上海同济同捷科技股份有限公司企业标准TJI/DG·0001·A1—2002汽车焊接技术标准(点焊)2002—04-28发布2002—05-01实施上海同济同捷科技股份有限公司发布TJI/DG·0001·A1-2002前言目的:本标准吸收了国外及国内汽车行业的技术标准而制订,为规范本公司在汽车产品设计、试制中焊接(点焊)的技术要求和质量.非汽车产品的焊接(点焊)等效执行。
内容:1. 本标准的适用范围;2.点焊接头设计原则;3. 焊点质量标准;4。
焊点质量的检验方法;5。
焊点接头的质量等级;本标准于2002年5月1日起实施.本标准自生效之日起,本公司的点焊技术按本标准执行,原“试行”版本TJI/DG·0001·A1-2002作废,本版本为正式版本,电子版本由本版本覆盖。
本标准由上海同济同捷科技股份有限公司总师办提出.本标准由上海同济同捷科技股份有限公司标准情报室归口管理。
本标准由上海同济同捷科技股份有限公司专家部起草.本标准主要起草人:邬美华、薛永纯、江巧英。
上海同济同捷科技股份有限公司企业标准汽车焊接技术标准(点焊)TJI/DG·0001·A1-20021.适用范围1。
1本标准是同捷公司负责确立或认可的汽车产品设计提供电阻点焊的焊接技术标准。
除非在焊接图纸上有特定的注释,确立不同的焊接要求,任何与本标准以外的特例,必须征得工艺人员同意。
1。
2本标准适用于厚度6mm以下的低碳钢板(08、08AL、10、20、A2、A3等)、低合金高强度钢板(16Mn、09S iV)、含磷钢板(镀锌板、镀铝板、镀铅板等)的点焊。
1.3本标准未包括的材料厚度的点焊技术条件由现场工艺人员参照本标准自行在工艺技术文件中规定.1.4本标准颁布前已有的产品图,如有不符合本标准之处可不作修改,新图纸设计或旧图纸换版时均符合本标准。
1。
5 点焊种类:基本两种类型,结构点焊和工艺点焊。
焊接件通用技术条件
焊接件通用技术条件焊接件是指通过焊接工艺将多个金属或非金属材料连接起来的构件。
作为一种常见的连接方式,焊接在各个行业中都得到了广泛的应用。
为了确保焊接的质量和安全性,必须遵循一定的技术条件和标准。
本文将就焊接件的通用技术条件进行细致的探讨。
1. 材料选择焊接件的材料选择十分重要,需要根据具体的工作环境和要求来确定。
常见的焊接材料包括钢材、铝材、不锈钢等。
在选择材料时,需要考虑其强度、耐腐蚀性、耐高温性等因素,并确保焊接材料能够适应所需的工作环境。
2. 准备工作焊接前的准备工作包括清洁、切割和装配等。
焊接面积应保持干净,无油污、灰尘或其他杂质。
如果焊接件表面有锈蚀,应使用适当的方法进行除锈处理。
切割过程中应保证切缝的准确性和光滑度。
装配时,需要确保焊接件的位置和角度准确无误。
3. 焊接过程焊接过程中需要注意以下几个方面:3.1 焊接设备:标准的焊接件应使用适当的焊接设备,例如电焊机、气焊设备等。
焊接设备应符合国家相关标准,并经过定期检查和维护,确保其安全可靠。
3.2 焊接方法:根据具体材料和要求,选择合适的焊接方法,如手工电弧焊、气焊、激光焊等。
在焊接过程中,应注意焊接速度、电流电压、电流极性等参数的控制,以确保焊缝的质量。
3.3 焊接接头形式:根据需要,选择适当的接头形式,如对接接头、角接接头、搭接接头等。
接头形式应符合相关标准,并确保焊接部位的连接牢固、无裂纹等缺陷。
4. 焊后处理焊接完成后,需要对焊缝进行适当的处理,以确保其质量和可靠性。
4.1 清洁:焊接件清洁应去除焊渣和氧化物等杂质。
可以使用适当的溶剂或清洗剂进行清洗。
4.2 表面处理:根据需要,可以对焊缝进行抛光、喷漆等表面处理,以提高其外观和耐腐蚀性。
4.3 检测:焊接件在完成后应进行质量检测,以确保其符合相关标准和要求。
常见的检测方法包括目测、射线检测、超声波检测等。
5. 质量控制在焊接件的制作过程中,需要进行严格的质量控制,以确保其质量和安全性。
中国焊接标准GBwelding standards

复合钢板焊接接头力学性能试验方法
Mechanicaltestsonweldedjointsincladplates
GB/T18256-2000
焊接钢管(埋弧焊除外)用于确认水压密实性的超声波检测方法
Weldedsteeltubes(exceptsubmergedarc-welded)--Ultrasonictestingforverificationofhydraulicleak-tightness
GB/T19868.1-2005
基于试验焊接材料的工艺评定
Weldingprocedurequalificationbasedontestedweldingconsumables
GB/T19868.2-2005
基于焊接经验的工艺评定
Weldingprocedurequalificationbasedonpreviousweldingexperience
Weldingprocedurespecificationforelectronbeamwelding
GB/T19867.4-2008
激光焊接工艺规程
Weldingprocedurespecificationforlaserbeamwelding
GB/T19867.5-2008
电阻焊焊接工艺规程
Weldingprocedurespecificationforresistancewelding
不锈钢焊接式烘筒
Stainlesssteelweldingcylinder
GB13075-1999
钢质焊接气瓶定期检验与评定
Periodicinspectionandevaluationofweldedsteelgascylinders
焊接技术指标标准
焊接技术指标标准焊接技术在现代制造业中起着至关重要的作用,它是将金属材料永久连接起来的过程。
为了确保焊接质量和安全,各行业都制定了焊接技术指标标准。
本文将深入探讨焊接技术指标标准的重要性以及其对焊接质量的影响。
第一部分:焊接技术指标的定义与分类焊接技术指标是衡量焊接质量和性能的定量指标,用于评估焊接过程和焊接接头的质量。
根据其作用和应用领域的不同,焊接技术指标可以分为以下几类:1. 焊接接头外观指标:主要包括焊缝的外观质量、焊缝高度、表面平整度等。
这些指标直接影响焊接接头的美观度和外观质量。
2. 焊接接头机械性能指标:主要包括焊缝的强度、韧性、硬度等。
这些指标直接关系到焊接接头的强度和使用寿命。
3. 焊接接头工艺性能指标:主要包括焊接过程的稳定性、焊接速度、能源消耗等。
这些指标直接关系到焊接的效率和成本。
第二部分:焊接技术指标标准的重要性焊接技术指标标准在现代制造业中具有重要的地位和作用,其重要性主要体现在以下几个方面:1. 保证焊接质量:焊接技术指标标准明确了各类焊接接头的质量要求,帮助焊接工程师和操作人员确保焊接质量的稳定和可靠。
2. 促进生产效率:焊接技术指标标准规定了焊接过程的最佳参数和工艺要求,能够提高焊接速度和生产效率。
3. 降低生产成本:焊接技术指标标准帮助企业选择合适的焊接材料和设备,从而降低生产成本,提高竞争力。
第三部分:焊接技术指标标准对焊接质量的影响焊接技术指标标准直接影响焊接质量的好坏,其影响主要体现在以下几个方面:1. 确保接头强度:焊接技术指标标准规定了焊接接头的强度要求,能够保证接头在使用中具有足够的强度和刚度,防止出现断裂和变形等问题。
2. 提高焊缝质量:焊接技术指标标准明确了焊缝的外观要求,有利于提高焊缝的美观度和表面质量。
3. 保证焊接过程的稳定性:焊接技术指标标准规定了焊接过程中的温度、压力、电流等参数的范围和要求,能够确保焊接过程的稳定性和一致性。
第四部分:不同行业的焊接技术指标标准不同行业根据其特殊需求和应用领域,制定了相应的焊接技术指标标准。
焊接标准规范及工艺标准
焊接标准规范及工艺标准焊接是一种常见的金属连接方法,它在工业生产中起着至关重要的作用。
为了确保焊接质量和安全性,制定了一系列的焊接标准规范和工艺标准。
本文将对焊接标准规范及工艺标准进行详细介绍,以便广大焊接工作者能够更好地理解和遵守相关规定。
首先,焊接标准规范是制定和执行焊接标准的依据,它包括了焊接材料、设备、工艺、质量要求等方面的规定。
在焊接过程中,必须严格按照相关标准规范进行操作,以确保焊接接头的质量和可靠性。
例如,焊接材料的选择必须符合标准规范的要求,焊接设备必须符合安全标准,焊接工艺必须符合操作规程,焊接质量必须符合检验标准。
只有严格遵守标准规范,才能够保证焊接质量达到预期要求。
其次,焊接工艺标准是指在具体的焊接作业中,根据焊接材料、焊接方法、焊接位置等因素所制定的操作规程。
焊接工艺标准的制定旨在提高焊接效率、降低焊接成本、保证焊接质量。
在实际的焊接作业中,焊工必须严格按照工艺标准进行操作,包括焊接前的准备工作、焊接过程中的操作要点、焊接后的处理措施等。
只有严格执行工艺标准,才能够确保焊接接头的质量和稳定性。
总的来说,焊接标准规范和工艺标准对于焊接质量的保证至关重要。
焊接工作者必须深入理解并严格遵守相关规定,不断提高自身的技术水平和操作能力。
只有如此,才能够在实际的焊接作业中做到安全、高效、优质的焊接,为工业生产的发展贡献自己的力量。
在实际的焊接作业中,我们还应该注意以下几点:首先,要严格按照焊接标准规范和工艺标准进行操作,不得随意变更或忽视相关规定。
其次,要加强对焊接材料、设备、工艺的管理和维护,确保其处于良好的状态。
最后,要不断学习和积累焊接经验,提高自身的技术水平和操作能力,做到心中有数,熟练掌握焊接技术。
总之,焊接标准规范及工艺标准对于焊接质量的保证至关重要,我们必须深入理解并严格遵守相关规定,不断提高自身的技术水平和操作能力,为工业生产的发展贡献自己的力量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工作质量标准:焊接可接受性技术要求
SLDIPC A1, REV. 11/05/2003
目的
根据IPC-A-610标准(电子组件的合格率),为检查印刷电路板上安装的元件执行的焊接要求提供必要的信息。
定义
Ⅰ级----通用类电子产品
包括消费类电子产品、部分计算机以及计算机外围设备,那些外观不太重要、主要是以其使用功能要求为主的产品。
Ⅱ级-----专业服务所需的电子产品
包括通讯设备、复杂的商用机器以及需要高性能和长使用寿命的仪器。
这类产品需要持久的寿命,但是不要求必须保持不间断的工作,允许出现某些外观缺陷。
Ⅲ类-----高性能电子产品
包括必须持续运行和严格按指令运行的设备和产品。
这类产品在使用中不能出现中断,例如救生设备或飞行控制系统。
本类组件适用于需要严格确保产品质量、高服务要求,或最终使用环境可能非常恶劣的情况。
目标条件:
是指近乎完美或被称为“优选”。
当然这是一种希望达到但不一定总能达到的条件,对于保证组件在使用环境下的可靠运行也并不是非达到不可。
可接受条件
是指组件在使用环境下运行能保证完整、可靠但是不是完美。
可接受条件稍高于最终产品的最低要求条件。
缺陷状态
缺陷条件是指组件在使用环境下其完整、安装或功能上无法满足要求。
这类产品可根据设计、服务和客户要求进行返工、修理、报废或者特采处理,其中特采处理必须征得客户的同意。
制程警示条件
制程警示是制虽然没有影响到产品的完整、安装和功能但是存在着不符合条件的一种情况。
1)由于材料、设计或操作设备的原因造成的既不能完全满足条件又非属于拒收条件的情况。
2)应该将制程警示项目作为过程控制的一部分对其进行监控,并且当工艺过程有关数据发生变化或出现不理想的趋势时,必须对其进行分析并根据分析结果采取改善措施。
3)单一性过程警示项目不需要进行特别处理,其相关产品可特采处理。
4)各种控制方法常常被用于计划、实施以及对于焊接电气和电子组件生产过程的评估。
实施上,不同的公司,不同的实施过程以及对相关的过程控制和最终产品性能的考虑将影响到对实施策略、使用工具和技巧不同程度的运用。
制造者必须清楚掌握对现有的过程控制要求并保持有效的持续改进措施。
弯月形涂层(元件)
指元器件引线与灌封或模塑材料封装体间所形成的弯月形涂层。
包括的封装材料有陶瓷、环氧材料或其他合成物以及模塑器件。
P TH:金属化孔(支撑孔)。
规则
1. 一般要求
·根据物理学对润湿的定义,焊点润湿的最佳状态要求焊锡与金属界面间的润湿角尽量小或接近零度。
·润湿不能根据表面状况判断;只能根据尽量小或接近零度的润湿角的存在与否推断。
·通常认为,非润湿是指焊接合金在起始表面未达到润湿。
通常表现为润湿角度超过90°。
·所有目标焊接都具有明亮、光滑、有光泽的表面,通常在待焊接物件之间呈凹面半月形的光滑外观并有良好的润湿。
高温焊接可导致外表粗暗。
焊接返工应防止产生另外的问题,并且维修结果应满足实际应用的可接受标准。
目标—1、2、3类
·焊缝外观大致光滑,并与焊接零件之间有良好润湿。
部件轮廓清晰。
在焊接点形成一道顺畅连接的边缘。
焊点表面呈凹面状。
可接受—1、2、3类
·可接受的焊接必须是当焊锡与待焊表面形成一个小于或等于90°的润湿角时能明显表现出润湿和粘附,焊锡因过量而蔓延出焊盘或阻焊的轮廓除外。
(参见图1)
图1
缺陷—1、2、3类
·非润湿导致焊点表面形成的球状或珠粒状物颇似蜡层表面上的水珠。
焊点呈凸面状,无顺畅连接的边缘。
·移位焊点。
·虚焊点。
图2 (Reject: 不合格品)
2. 引脚突出
引脚突出绝对不能违反最小电气间隙规定,也不能损坏因引脚被弯折而引起的焊点,还应避免后续的使用、操作环境中发生静电防护封装穿透情况的可能性。
可接受—1、2、3类
·在不违反允许的最小电气间隙的情况下,引脚突出焊盘在图3标示的最大和最小允许范围(L)之内。
图3
最小电气间隙
L最小值= 1.0毫米
L正常值= 1.5毫米
L最大值= 2.00毫米
制程警示—2类(非支撑孔)
缺陷—3类(非支撑孔)
·引脚突出达不到引脚固定角最小45°的要求。
缺陷—1、2、3类(非支撑孔)
·引脚突出小于1.0毫米(0.0393英寸)。
·引脚突出违反允许的最小电气间隙。
3. PTH—周边润湿—辅面(PTH和非支撑孔)。
可接受—1、2类
·最少270°填充和润湿(引脚、孔壁和可焊区域)。
参见图4
图4
可接受—1、2、3类
·辅面最少75%的焊盘面积被润湿焊锡覆盖。
参见图5
图5
4. 焊锡内的半月板
目标—1、2、3类
·包层或密封元件:焊接处有明显的间隙。
图6
可接受—1、2类
·如果辅面上的360°润湿明显,安装带半月板的元件时其半月板可以带入焊锡内。
·辅面上的引脚半月板不明显。
1. 1、2类
2. 3类
图7
缺陷—1、2、3类
·辅面没有良好的润湿。
5. 非支撑孔
可接受—1、2类
·焊锡覆盖情况符合表1要求。
参见图8
图8
缺陷—1、2类
·垂直焊接面的周边填充和润湿少于270°。
·覆盖面积少于75%
图9
6. 焊接后的引脚剪切
注:本部分所述状况适用于支撑孔和非支撑孔。
以下标准适用于印刷电路板组件的辅面在焊接后连接处的修剪。
如果剪切器具不会机械性损坏元件或焊锡连接,可以在焊接后修剪引脚。
在焊接后剪切引脚时,焊接区域必须放大10倍供目视检验以确保连接处未被损坏(如破裂或变形)。
如不进行目视检验,则可对焊点进行再次回流,该回流可以视为焊接过程的一个工序而不是返工。
此要求不适用于因设计要求,焊接后可以直接除去一部分元件引脚的情况。
可接受—1、2、3类
·引脚和焊点无破裂。
·引脚突出符合规范要求。
1. 引脚突出
图10
缺陷—1、2、3类
·引脚和焊点间有破裂迹象。
图11
6.1 底层金属的暴露
可接受—1、2、3类
·导体垂直边缘的铜暴露。
·元件引脚末端的底层金属暴露。
参见图12
图12
7. 焊锡过量-焊锡球/泼溅
目标—1、2、3类
·印制线路组件上无焊锡球迹象。
图13
可接受—1类
制程警示—2、3类
·距离连接盘或导线在0.13毫米(0.00512英寸)以内的粘附的焊锡球,或直径大于0.13毫米(0.00512英寸)的粘附的焊锡球。
·每600平方毫米(0.93平方英寸)多于5个焊锡球或焊锡泼溅(0.13毫米〔0.00512英寸〕或更小)。
图14
缺陷—1、2、3类
·焊锡球/泼溅违反最小电气间隙规定。
·出现未固定或未粘附于金属表面的焊锡球/泼溅(如免清除的残留物)。
注:固定/粘附的焊锡球是指在一般工作条件下不会移动或松动的焊锡球。
图15
缺陷—1、2、3类
·焊锡在毗邻的不同导线或元件之间形成桥接。
图16
缺陷—1、2、3类
·网状焊锡
图17
8. 针孔/吹孔
可接受—1类
制程警示—2、3类
·焊点符合表1所示最低要求时出现吹孔、针孔、空缺等。
图18
9. 焊锡毛刺
缺陷—1、2、3类
·焊锡毛刺不符合组件的最大高度要求。
图19
缺陷—1、2、3类
·焊锡毛刺不符合最小电气间隙的规定。
图20
10. 高压-穿孔连接。
可接受—1、2、3类
·所有元件导线的尖锐边缘都被圆形光滑焊锡覆盖,形成焊锡球。
(参见图21)·垂直引脚便于形成焊锡球。
·焊锡球连接点不超过规定的高度。
图21
缺陷—1、2、3类
11/11/
·出现尖锐的边缘、焊锡泼溅或焊点内有杂质(杂质)。
·焊点超过规定的高度并且不符合全部外形要求。
IPC-A-610C Acceptability of Electronic Assemblies。