盖板来料检验规范
板材来料检验规范

4.平面度要求≤4mm
3.0+0/-0.16
冷
扎
板
1.0+0/-0.08
1.2+0/-0.09
1.其厚度尺寸要求用千分尺测量.
1.5+0/-0.10
2.对于板厚有特殊要求的,见技术要求.
2.0+0/-0.11
3.平面度要求≤4mm
2.5+0/-0.12
3.0+0/-0.13
≤28
≤35
单位:mm
8.板材宽度/长度公差要求(摘选GB/T708-2006)
公称厚度
宽度允许偏差
公称宽度
≤125
>125-250
>250-400
>400-600
>600
≤0.40
+0.3/-0
+0.6/-0
+0.3/-0
+1.5/-0
+2.0/-0
>0.40-1.0
+0.5/-0
+0.8/-0
+0.3/-0
板材来料检验指导书
文件名称:
板材检验指导书
文件编号:
页码:
1/5
版本/修改状态:
A/0
发布日期:
2019-1-12
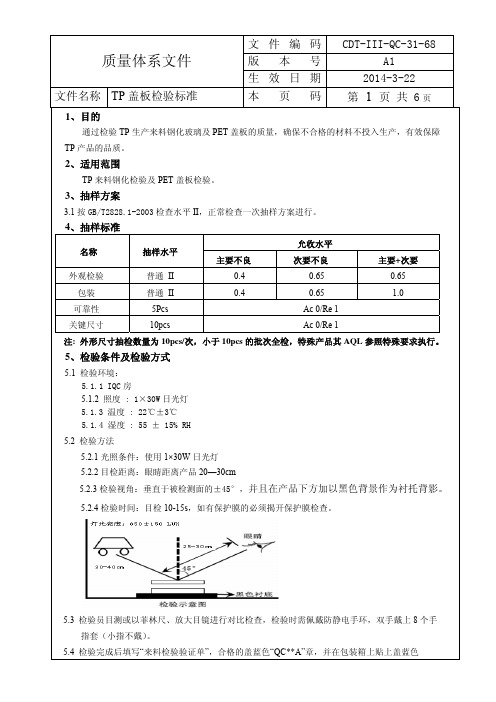
1.目的
为检验员提供来料检验规则和检验方法,保证来料质量状况,从而稳定产品质量。
2.适用范围
本标准适用于本公司所有采购板材物料的检验。
3.检验工具
游标卡尺;千分尺;卷尺
4.用语定义
4.1表面缺陷:指表面裂纹、腐蚀斑点、折痕、压痕、摩擦痕、气泡、生锈、金属压入物、非金属压入物、脏污、色差等缺陷。
2.5 -0.05/-0.11
3.0 -0.05/-0.12
铝
板
盖板检验标准

每层油墨厚度控制在5-6um,总体百厚度不超过20um
。
卡尺/二次元/螺 旋千分尺/测厚仪
目测,必要时借助检验规、二次元等检验 工具进行检验。
点状不良
含表面污点、黑点、白点、亮点、凹点、脱膜、杂物
、气泡:
1、D<0.1mm,可忽略;
目测检验,必要时借助检验规、二次元等
2、0.1mm≤D≤0.2mm,允许有3个以下,异物间距要 检验工具进行检验。
50mm以上,OK;
3、D>0.2mm,不允许。
目测
颜色 面版颜色与样品一致
跟样品进行核对。
目测
1、外观
字体
1、与样品比较无明显粗细现象;
2、不能有欠缺、渗透、透空、锯齿;
依据工程规格书彩图或样品目测进行检
3、字体线幅宽>0.6mm,欠缺与渗透可允许0.1mm,但 验,必要时借助检验规或二次元。
不能出现于Logo位置上。
SENSOR(传感 器)印刷透 空,黑点
尺寸:用卡尺或二次元对尺寸进行测量; 厚度:用螺旋千分尺或测厚仪进行测量, 面版印刷厚度=油墨处面版总厚度-非油墨 处面版总厚度。
1、第一道油墨图案不变;
2、 第二道油墨在第一道油墨基础上两边外扩
0.3mm,上下边外扩0.4mm;
3、第三道油墨在第二道油墨基础上两边外扩0.3mm,
上下边外扩0.3mm;
将产品放置于治具中,与治具四边接触35mm进行测试,测试数量2PCS。
3、以117开头的机种编号按客户特殊要求执
行:0.55mm厚度::用100g钢球自由落体无破损,大于
35cm并维持通过次数最少10次为OK。
手摇式铅笔硬度 测试仪
落球冲击 实验机
底盖、底板来料检验作业指导书
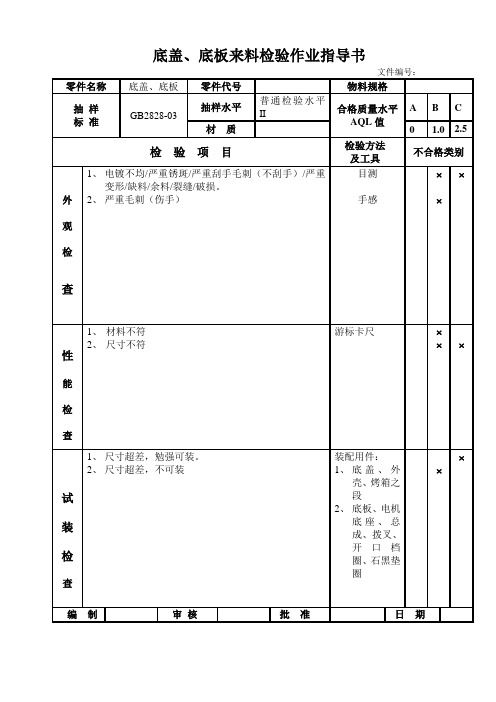
文件编号:
零件名称
底盖、底板
零件代号
物料规格
抽样
标准
GB2828-03
抽样水平
普通检验水平II
合格质量水平
AQL值
A
B
检验项目
检验方法
及工具
不合格类别
外
观
检
1、电镀不均/严重锈斑/严重刮手毛刺(不刮手)/严重变形/缺料/余料/裂缝/破损。
2、严重毛刺(伤手)
目测
手感
能
检
查
1、材料不符
2、尺寸不符
游标卡尺
装
检
查
1、尺寸超差,勉强可装。
2、尺寸超差,不可装
装配用件:
1、底盖、外壳、烤箱之段
2、底板、电机底座、总成、拨叉、开口档圈、石黑垫圈
编制
审核
批准
日期
来料检验规范
来料检验规范来料检验规范一、目的来料检验是指对供应商送来的原材料、零部件或半成品进行检验,以确保其质量符合要求,从而保证生产过程中所使用的材料能够满足产品的质量标准。
来料检验规范的目的在于确保从供应商收到的材料质量稳定可靠,以减少缺陷产品的产生,提高产品的合格率。
二、适用范围来料检验规范适用于所有进货材料的检验,包括原材料、零部件和半成品。
对于重要性和敏感性较高的材料,应该进行更加严格的检验。
三、检验程序1. 接收材料:接收到供应商送来的材料后,仔细检查外包装是否完好无损。
2. 检查文件:查看供应商提供的来料检验报告或相关质量证明文件,并与物料的检验要求进行比对。
3. 规格检验:根据产品规格书、质量标准或技术要求,对材料进行外观、尺寸、重量等方面的检验。
4. 抽样检验:按照抽样检验标准,从收到的材料中抽取一定数量的样品进行检验。
对于大批量的材料,可以采用统计抽样方法。
5. 检验记录:将检验结果记录在来料检验报告中,包括样品编号、检验日期、检验员、结果等信息。
同时,将不合格品进行标注和处理。
6. 不合格处理:对于不合格的材料,及时通知供应商,并要求其退换或重新提供合格的材料。
并且要对不合格品进行分类、封存和处理,以防止误用。
四、监督和改进1. 监督:建立来料检验数据的统计和分析系统,对不合格品进行整理和分析,找出常见的问题和缺陷,并采取措施加以改进。
2. 持续改进:与供应商保持良好的沟通和合作关系,定期进行供应商评估,并对不合格品的原因进行深入调查和分析,以减少不合格品的数量和频率。
3. 记录和归档:保留所有的来料检验记录和相关文件,便于日后的追溯和参考。
五、操作注意事项1. 检验人员应经过专业培训,具备相关的技能和知识,并严格按照检验标准和操作规程进行检验工作。
2. 检验仪器和设备应定期校准和维护,确保其准确性和可靠性。
3. 对于质量较为关键的材料,可以借助第三方检验机构进行确认和验证,以提高检验结果的准确性。
盖板检验标准
13 丝 印 及 状,印迹;LOGO 的颜色以图
LOGO
纸和色卡判定,(或以客户样品
为准)LOGO 大小与量产文件
不允许
目视 次要
质量体系文件
文件名称 TP 盖板检验标准
不一致
文件编码 版本号 生效日期 本页码
CDT-III-QC-31-68 A1
2014-3-22
第 4 页 共 6页
14
按键孔颜色以客户确认的样品 按键孔颜色
其包装箱上贴盖红色“QC**R”章的原材料不合格证。
5.5 不合格批经审批同意可特采使用,同时贴上原材料特采使用证。
5.6 检验不合格的来料的处理,按《来料检验和试验控制程序》执行。
6、相关定义
6.1 点线缺陷(凹凸点、污点、划伤、毛发)若缺陷长为宽的 2.5 倍以上,则视为划痕和线状缺陷,点大 小 Φ 计算: (X+Y)/2=Φ。
CDT-II-QC-31
(2)《来料不合格处理规范》
CDT-III-QC-34-54
(3)《TP 原材料可靠性测试规范》
CDT-III-QC-31-51
(4)《钢化来料检验验证单》
CDT-IV-QC-31-17/132
(5)《来料检验品质异常报告单》
CDT-IV-QC-34-14/23
Φ≦0.1mm;
凹凸 点 点、亮 状 点、白 04 不 点、异 >5 寸,0.1mm<Φ≦0.2mm 良 色点、 ≤5 寸,0.1mm<Φ≦0.15mm
油墨点
>5 寸,Φ>0.2mm ≤5 寸,Φ>0.15mm
油墨点不允 许)
2 个,间距大于 20mm (可视 区油墨点不允
许)
可接受(凸起
部位厚度不
来料质量检验标准规范
来料质量检验标准规范来料质量检验标准规范是确保原材料、零部件和产品符合既定质量要求的重要环节。
以下是一个关于来料质量检验标准规范的示例。
一、目的本规范旨在明确来料质量检验的标准、方法和程序,以确保原材料、零部件和产品符合公司的质量要求和客户的期望。
二、适用范围本规范适用于公司内外所有原材料、零部件和产品的质量检验,包括采购的原材料、外协加工的零部件以及客户退回的产品。
三、检验标准1.检验依据:依据采购合同、技术协议、产品图纸、质量标准等技术文件,以及国家相关法律法规和企业标准,制定来料质量检验标准。
2.质量要求:原材料、零部件和产品应符合合同约定的质量要求,包括外观、尺寸、性能、安全等方面的要求。
对于关键材料、重要零部件和最终产品,应进行更为严格的检验。
3.检验项目:检验项目应涵盖原材料、零部件和产品的外观、尺寸、成分、性能、安全等各个方面。
根据物料类别和用途,确定必要的检验项目和抽样方案。
4.检验方法:根据检验项目和要求,选择合适的检验方法。
常规的检验方法包括目测、尺寸测量、重量检测、性能测试等。
对于特殊要求的检验项目,可采用无损检测、理化分析等更为专业的检测方法。
5.合格判定:根据检验结果,对原材料、零部件和产品进行合格判定。
对于关键物料和重要零部件,应进行严格的合格判定,包括全数检验和逐个确认。
对于一般物料和其他产品,可采用抽样检验和统计过程控制等方法进行合格判定。
6.不合格处理:对于检验不合格的原材料、零部件和产品,应及时进行处理。
根据不合格的性质和严重程度,与供应商协商退货、换货或进行生产调整。
对不合格品进行有效控制,防止非预期使用。
7.记录保存:质量检验记录是来料质量的重要凭证,应按规定进行保存。
记录应清晰、完整,便于查阅和分析。
四、检验流程1.来料接收:供应商将物料送达企业后,仓库管理员应核对物料的品种、规格、数量等信息,确保与采购合同一致。
2.初步检验:仓库管理员应对物料进行初步检查,包括外观、尺寸等基本项目的检查。
玻璃盖板检验规范通用标准
玻璃盖板检验规范通用标准玻璃盖板作为建筑材料中重要的一部分,其质量直接影响到建筑结构的安全性和美观度。
为了保证玻璃盖板的质量,需要对其进行严格的检验。
下面将介绍玻璃盖板的一般检验规范,以便相关人员在工作中能够准确评估玻璃盖板的质量。
一、外观检验1.1 玻璃盖板应无裂纹、变形、气泡、杂质等明显缺陷。
1.2 玻璃盖板的四边应平直,无明显变形。
1.3 玻璃盖板的边缘应光滑,无毛刺和碰伤痕迹。
1.4 玻璃盖板的表面应光滑均匀,无明显划痕和污渍。
二、尺寸检验2.1 玻璃盖板的长度、宽度、厚度应符合设计要求。
2.2 玻璃盖板四边边缘的宽度应一致,边角应90度。
三、重量检验3.1 玻璃盖板的质量应符合标准规定。
3.2 采用专用仪器或天平进行称重,结果应与产品质量证书上标注的重量一致。
四、强度检验4.1 玻璃盖板应具有一定强度,能够承受一定载荷。
4.2 可采用压力测试仪器对玻璃盖板进行抗压强度测试,结果应符合国家标准。
五、透光性检验5.1 玻璃盖板的透光性应符合设计要求。
5.2 可使用光度计进行透光率测试,结果应符合国家标准。
六、安装检验6.1 安装玻璃盖板时,应符合安装要求,固定牢固不松动。
6.2 安装完毕后,应检查表面是否有划痕、凹凸等瑕疵。
七、包装检验7.1 玻璃盖板的包装应完好无损,防止在运输中受损。
7.2 包装上应标注产品名称、生产日期、生产厂家等信息,便于识别和追溯。
总结:通过以上检验规范,可以有效评估玻璃盖板的质量,确保其符合相关标准和要求。
同时,相关生产和施工单位应加强对玻璃盖板的质量管理,提高产品质量和安全性。
希望本规范能为工程建设提供参考,确保玻璃盖板的质量和安全性。
UG-QA-014玻璃盖板检验规范A41017 (17282)(1)

31 目的:订定我司钢化玻璃及盖板检验规范,保证我司产品质量达到预定的指标。
2 适用范围:本规范适用于我司所有的钢化玻璃、盖板来料的检验。
3 定义:CR:严重缺点(Critical Defect),指使产品无法使用、无法装配,或信赖性不达标之缺点。
MA:主要缺点(Major Defect) ,指无法达成产品之预期目的,无法排除或难以排除之缺点但不影响产品的使用。
MI:次要缺点(Minor Defect) ,实际上不会降低或影响制品使用目的、易于排除之缺点。
4 职责IQC 检验员:负责此检验规范的执行。
5 作业内容5.1 检验标准:采用 GB/T2828.1-2003 单次Ⅱ级抽样水平检验方案5.2 检验条件检验环境:温度:23+/-3 度;湿度:30%~70%RH,环境光度为600~1000LUX(20~40W日光灯);检验距离:20cm~40cm检视角度:垂直旋转角度:+/-45 度,从上往下;水平旋转角度:+/-45 度,从左往右;检验要求:检验时需戴手指套检验工具:带背光源工作台、二次仪测试仪、显微镜、卡尺、千分尺各检验夹具等。
检验时间:产品单面检验时间不超过 10 秒5.3 外观检验标准判定(如下表):5.3.1 同色点:1、油墨区内跟油墨颜色一样的点;5.3.2 异色点:1、指油墨区内跟油墨颜色不一样的点;2、VA区内的黑点、蓝点等有色点;钢化玻璃区域划分①正面:玻璃介质面,分VA区和油墨区。
②.反面:油墨介质面为反面1、外观检验检验项目检验标准检验方法/设备缺陷允收拒收部品标签、供应商出货检验报告部品标签需检查料号、版本、内部单号、数量等,且实物需与订单相符;供应商出货检验报告需信息完整、填写规范、检验合格、品质主管审核信息有误,或与实物不符,或报告无审核目视MA包装上下均须贴附保护膜。
白片:每行5粒,每粒均要求竖直排列。
如:1 2 3 4 5盖板:单粒;每100粒为一单位包装(包装必须真空)并贴标识写上型号、订单号、版本、数量、包装叠加不能超过3包。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
批准
审核
作成
盖板来料检验规范
变更日期 变更日期 版本
文件编号 1.目的:
页次
制定部门
品质部
规范盖板来料运作程序及品质检验标准,确保来料的品质,防止不良品的纳入 2.适用范围: 适用直接进入公司的所有型号盖板的品质检验 3.职责权限 3.1:仓管员负责将供应商来料作入库登记并作出来料检验通知单通知IQC进行检验。 3.2:品质部负责对盖板来料、制程、出货品质进行检验,建立和推广品质标准应用。 3.3:生产部负责盖板生产过程中的检验 。 4:检验所需环境和工具 4.1:所需工具:游标卡尺,菲林尺,万用表,显微镜 4.2;所需检验环境:600—800照度台灯,温度23±2℃,湿度55%±10 4.3:眼睛与待检物料的距离应在30±10cm,在产品的检验上方400~500mm处放置一盏30瓦的 冷白色的荧光灯,产品与检验员视线成45度角,产品平放光台上进行检验;如下图:
面版色 面版色差参考客户样品,批次之间存在色差 目视,菲 控制在5%以内 差 林 LOGO字 LOGO字体丝印平滑,无锯齿、阴影、渗透,断线 及连线现象。 体渗透 对称度
左右边缘宽度,大边与小边相差应<0.15mm
目视
1
目视
粒状杂 物(包 括白色 点)
线状杂 物 0.025mm≤W≤0.035mm,L<2mm且与另一杂物 (包括纤 的距离>20mm可允许1处,如间距<20mm只允 维) 许1条(限非透明可视区) W(宽)>0.035mmNG,L(长)>2mm NG
面版表 30W灯光呈45度角检验不明显允许1处,每处 不超出2条,可视区不允许 面裂纹
项目
检查标准判定 整体结构与工程图要求相符合
检查方合我司检验工程图规格要求
W<0.025mm,L<1mm,间距≥20mm允许三条 目视,菲 存在(深度以不泛白为准) 林 面板刮 花/划伤 如果0.025mm≤W≤0.035mm,L≤2mm,且与 目视,显 另一条刮花或杂物的距离>20mm,允许1处 微镜,菲 (限非透明可视区域),W>0.035mm判定 林 NG,L>2mm NG D<0.1mm间距≥20mm,允许三个点存在 0.1mm≤D≤0.15mm,允许1个存在 目视 D>0.15mm NG;异色点NG; W(宽)<0.025mm,L(长)<1mm, 间距≥20mm 目视,显 允许三条存在; 微镜 目视 目视 目视
4.2.来料检验: 4.2.1 IQC在收到面版检验送检单后,需核对产品型号、数量、检验规格及检验标准是否具 备等基本信息; 4.2.2 IQC在进行面版检验时,需防止造成人为不良,避免对来料造成二次污染; 4.2.3 在进行面版检验后,IQC需将良品、不良品数量清点清楚,送仓库入库。面版样品来 料检验时发现不良,应在半小时内将检验不良报告通知产品开发工程师知晓; 4.2.4 量产面版检验不良,应在2H内将检验结果输入到面版统计表中,并将检验不良反馈给 采购、计划及供应商。 5.抽样方案及允收水准: 5.1:抽检方案: 按GB/T2828一次正常抽样进行抽样检验。 5.2:允收水准:重缺陷(MA):0.4;轻缺陷(MI):1.0;总缺陷(MA+MI):1.0 6.检验内容