机械手搬运ppt
人工与机械搬运安全 PPT课件
4
危险化学品安全管理条例
5
厂内机动车辆安全管理规定
6 诺诚综合五星系统常规工业指导手册
7
人机工效管理标准
标准编号 中华人民共和国主席令第十三号 中华人民共和国主席令第四号
GB34525-2017 中华人民共和国国务院令第645号
劳部发〔1995〕161号 CMB253-2015
Q/GTLJ-209.17-2017
20
三、机械搬运
(14)限位开关和联锁保护装置,要经常检查。 (15)不允许用碰限位开关作为停车的办法。 (16)升降制动器存在问题时,不允许升降重物。 (17)被吊物件不许在人或设备上空运行。 (18)对起重机某部进行焊接时,要专门设置地线,不准利用机身做地线。 (19)吊钩处于下极限位置时,卷筒上必须保留有两圈以上的安全绳圈。 (20)起重机不允许互相碰撞,更不允许利用一台起重机去推动另一台起重机进行工作。 (21)吊运较重的物件、液态金属、易爆及危险品时,必须先缓慢地起吊离地面100~200mm, 试验制动器的可靠性。 (22)修理和检查用的照明灯,其电压必须在36V以下。 (23)桥式起重机所有的电气设备外壳均应接地。如小车轨道不是焊接在主梁上时,应采取焊接 地线措施。接地线可用截面积大于75mm2的镀锌扁铁或10mm2的裸铜线或大于30mm2的镀锌 圆钢。司机室或起重机体的接地位置应多于两处。起重机上任何一点到电源中性点间的接地电阻, 均应小于4Ω。 (24)要定期做安全技术检查,做好预检预修工作。
在带式输送机运行中,必须遵守被输送物品设计中物品的规定,遵守带式输送机的设计能力。其次,要注意各类人员不得触 及皮带输送机的运动部分,非专业人员不得随意接触电气元件、控制按钮等。最后,在带式输送机运行中不能对变频器后级 断路,如确定维修需要,则必须在停止变频运行的情况下才能进行,否则可能损坏变频器。
最新机械手-图文PPT课件

Robofeeder3、4
Robofeeder3-4主要功能为: 将对中台上调整好位置的板料, 放入第一台压机模腔内;
其由四个伺服电机驱动: 1、轴传送运动 2、轴手臂直线运动 3、轴手臂旋转运动 4、轴端拾器杆旋转运动
区别与Robofeeder1、2: 考虑到左右前门,左右中门
为一模两件。在第二序或第三序 时中间切断。后序翻边时,两件 间距加大。故增加两侧气缸,实 现可伸展,完成压件安放;
• 功能与主治:清热泻火,散风止痛。用于 头痛眩晕,目赤耳鸣,咽喉肿痛,口舌生 疮,牙龈肿痛,大便燥结。
• 用法用量:口服,一次1丸,一日2次。 • 注意事项
牛黄上清丸的功效与作用/doc-view-1300.html
• 1、忌食辛辣食物。 • 2、孕妇慎用。 • 3、不宜在服药期间同时服用温补性中成药。 • 4、有心律失常、心脏病、肝病、肾病等慢
对中台有自己独自的轨道,其进 出的准确控制,由一个激光测距 仪完成;
高速拆垛机械手
高速拆垛机械手主要作用为上料用; 可以拾取两侧板料小车上的料板。单侧 拾取板料时,另一侧的安全保护栅榄升 起。
由两个伺服电机驱动其完成Y轴,横 向运动;Z轴,竖直运动,拾取板料。
Z Y
Robofeeder1
Robofeeder1主要功能为: 将对中台上调整好位置的板料, 放入第一台压机模腔内;
机械手-图文
EDSTACKER
线头部分:
板料小车:运送板料; 高速拆垛机械手:负责把板料放到
磁性传送带上;
磁性传送带:负责运送板料; 双料回收箱:负责回收拆垛手误操
作拿起的双板料,由 第一部分传送带反转 送出;
扫描仪:采集板料图像传送到计算机 对中台:对中台的侧移和旋转完成
机械手PPT2(1)
4
机械手的组成
•
机械手的基本结构由感知部分、控制部分、主机部分 和执行部分四个方面组成。采集感知信号及控制信号均由 气动缸驱动。主机部分采用了标准型材辅以模块化的装配 形式,使得气动机械手能拓展成系列化、标准化的产品。 人们根据应用工况的要求,选择相应功能和参数的模块, 像积木一样随意的组合,这是一种先进的设计思想,代表 气动技术今后的发展方向,也将始终贯穿着机械手的发展 及实用性模块化拼装的气动机械手比组合导向装置更具有 灵活的安装体系。它集成电接口和带电缆及气管的导向系 统装置,使机械手运动自如。由于采用了模块化拼装结构, 可组成立柱型气动机械手、门架型气动机械手及滑块型气 动机械手,及其它各种类型的机械手。这些模块化机械手 组装方便,动作灵活,具有较高的定位精度,但工作空间 比较小,主要应用于一般的送料自动线上。气动机械手具 有三个自由度,即水平(Z)方向自由度、垂直(Y)方向自由 度和旋转自由度,并可以采用多种灵活的控制方案。
8
机械手流程图
• 根据分析可得出机械手的工作流程图, 如下图所示。
9
实现要求功能需要如下条件(1)
•
•
(1)底座与横梁之间需要旋转盘,旋转盘的驱动由电机 来完成,普通电机转速较高,需要考虑安装减速机,在这 种频繁启动制动的场合下,选用低速电机会更方便。 • (2)横梁在普通情况下,长度是固定的,如果工作台不 进行调整,横梁长度可永远不变。课题任务也未作横梁要 求,但在实际应用中,可能出现工作台距离调整的情况, 为增加机械手的通用性,本设计中在横梁上安装了执行气 缸,可使用手动按钮调整横梁长度。 • (3)竖直方向上是频繁上下工作的机构,可选用电机传 动的齿轮齿条啮合机构,也可选用执行气缸,后者是新技 术更经济、环保、噪音低,也更符合课题要求。
搬运机械手毕业设计答辩ppt
目录
1、搬运机械手总体构造设计 2、搬运机械手机械构造设计 3、搬运机械手液压系统设计 4、搬运机械手控制系统设计
1、搬运机械手总体构造设计
(1)该机械手采用圆柱坐标型,具有三个自由度,即 手臂旳伸长、缩短和整体旋转。
(2)采用液压驱动,其具有体积小、质量轻、构造紧 凑、传动平稳、操作简朴、安全、经济、易于实 现过载保护且液压元件能够自行润滑等一系列优 点。
夹紧液压缸液压回路 设计如右图所示:
原理分析:
1、该液压回路采用液 控单向阀保压和锁紧, 以确保夹紧缸夹持工作 旳可靠性。 2、该回路采用进油路 节流阀调速。 3、该回路采用两位三 通电磁换向阀换向,从 而实现手爪夹紧或放松 旳动作。
3.2 伸缩液压缸液压回路设计
伸缩液压缸液压回路 设计如右图所示:
4.5 PLC控制程序设计
经过分析控制要求,应该设计机械手复位程序、手动运 营程序和自动运营程序。 搬运机械手在暂停或者等待指令时,液压系统旳液压泵 一般要处于卸荷状态,所以,还要设计控制液压泵卸荷是 否旳程序,对液压泵进行控制。
4.5.1 程序总体方案设计
程序总体方案
4.5.2 液压泵卸荷是否控制程序设计
结束语
此次设计主要对搬运机械手旳机械构造、液 压系统和控制系统进行设计,在设计过程中, 难免存在某些问题,希望老师们提出宝贵旳意 见,予以指导,谢谢 !
Thank you!
01000~01005为输出继电器,21002~21006为手 爪夹紧或放松过程中设置旳辅助继电器。
4.5.3 复位程序设计
4.5.3 复位程序设计
复位过程动画仿真
4.5.4 手动程序设计
项目机械手PPT课件

项目3 物料搬运机械手控制系统设计
3.3.1 步进顺控指令及其编程方法
(2)状态转移图
2)状态转移和驱动的过程 图3-5中,S0为初始状态,用双线框表示,其他 状态用单线框表示,垂直线段中间的短横线表示 转移的条件。状态方框右侧连接的水平横线及线 圈表示该状态驱动的负载。图3-5的状态转移和驱 动的过程如…
由上可知,状态转移图就是由状态和状态转移条 件及转移方向构成的流程图。步进顺控的编程过程 就是设计状态转移图的过程,其一般思想为:将一 个复杂的控制过程分解为若干个工作状态,搞清楚 各状态的工作细节(即各状态的功能、转移条件和 转移方向),再依据总的控制顺序要求,0 S20
X1
1.项目描述
左 水平气缸
垂直气缸
左 手抓气缸
图4-1 搬运机械手的动作过程
(1)机械手“取与放”搬运系统,定义 原点为左下方所到达的极限位置,机械 手处于放松状态。 (2)机械手工作过程:启动后机械手加 紧工件→夹住工件上升到顶端→横向移 动到右端→下降到B处位置→机械手松开, 把工件放到B处→机械手上升到顶端→横 向左移到左极限→下降到下限原点处, 以此连续循环。若中途按停止按钮时, 机械手并不立即停止,而是在本次循环 所有过程都执行完后回到原点才能停止。
如右图所示,在状态内
的母线将LD或LDI指令写入后, 对不需要触点的驱动就不能 再编程,需要按下图方式进 行变换。
或
16
项目3 物料搬运机械手控制系统设计
3.3.1 步进顺控指令及其编程方法 4.状态的转移方法
OUT指令与SET指令对于STL指令后的
状态具有同样的功能,都将原来的状态 自动复位。此外,还有自保持功能。但 是,在使用OUT指令时,用于向状态转 移图中的分离状态转移。
机械手搬运ppt

整个搬运机构能完成四个自由度动作,手臂 伸缩、手臂旋转、手爪上下、手爪松紧。
手爪提升气缸: 提升气缸采用双向电控气阀控制。
磁性传感器: 用于气缸的位置检测。检测气缸伸 出和缩回是否到位,为此在前点和后点上各 一个,当检测到气缸准确到位后将给PLC发 出一个信号;(在应用过程中棕色接PLC主 机输入端,蓝色接输入的公共端)
电感式传感器:检测金属材料, 检测距离为3~5mm。
光纤传感器:用于检测不同颜 色的物料,可通过调节光纤 放大器来区分不同颜色的灵 敏度。 三相异步电机:驱 动传送带转动,由变频器控 制。
推料气缸:将物料推入料槽, 由电控气阀控制。
钮按 程下 序启 断动 电按 保钮 持程 ,序 停开 止始 标运 志行 位, 得按 电下 。停
个工件到达后,再以30Hz的频率正向高速运行。
3.系统的停止
设备运行过程中如按下停止按钮,圆盘直流电动机立即停止,机械手将完成当前工件的搬运后 回到原位停止,分拣装置必须完成输送皮带上工件的分拣后才能停止,运行指示灯灭。
设备运行过程中如出现紧急情况,需要立即停止设备时,可按下急停开关,按下后所有装置都停 止运行,蜂鸣器响,急停开关复位后,蜂鸣器停止报警,如要启动设备,再按下启动按钮,设备 接着急停时的工作顺利进行。
1-磁性开关D-C73 2-传送分拣机构 3-落料口传感 器 4-落料口 5-料槽 6-电感式传感器 7-光 纤传感器 8-光纤传感器 9-节流阀 10-三相异 步电动机 11-光纤放大器 12-推料气缸
落料口传感器:检测是否有物 料到传送带上,并给PLC一 个输入信号。 落料孔:物 料落料位置定位。 料槽: 放置物料。
工业机械手的任务是搬运物品
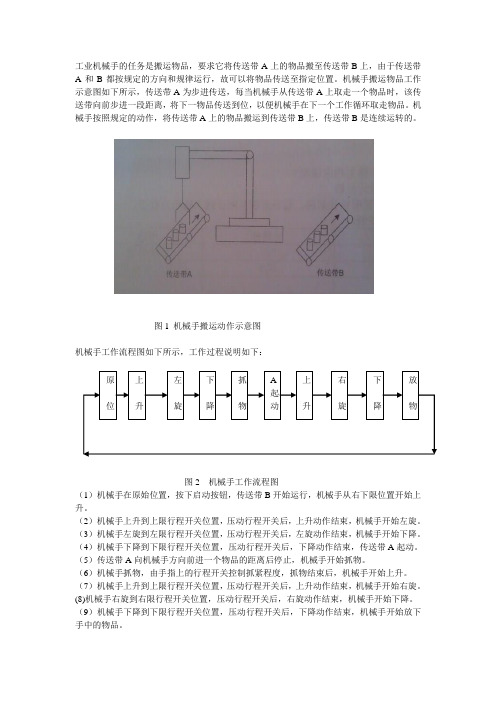
工业机械手的任务是搬运物品,要求它将传送带A 上的物品搬至传送带B 上,由于传送带A 和B 都按规定的方向和规律运行,故可以将物品传送至指定位置。
机械手搬运物品工作示意图如下所示,传送带A 为步进传送,每当机械手从传送带A 上取走一个物品时,该传送带向前步进一段距离,将下一物品传送到位,以便机械手在下一个工作循环取走物品。
机械手按照规定的动作,将传送带A 上的物品搬运到传送带B 上,传送带B 是连续运转的。
图1 机械手搬运动作示意图机械手工作流程图如下所示,工作过程说明如下:图2 机械手工作流程图(1)机械手在原始位置,按下启动按钮,传送带B 开始运行,机械手从右下限位置开始上升。
(2)机械手上升到上限行程开关位置,压动行程开关后,上升动作结束,机械手开始左旋。
(3)机械手左旋到左限行程开关位置,压动行程开关后,左旋动作结束,机械手开始下降。
(4)机械手下降到下限行程开关位置,压动行程开关后,下降动作结束,传送带A 起动。
(5)传送带A 向机械手方向前进一个物品的距离后停止,机械手开始抓物。
(6)机械手抓物,由手指上的行程开关控制抓紧程度,抓物结束后,机械手开始上升。
(7)机械手上升到上限行程开关位置,压动行程开关后,上升动作结束,机械手开始右旋。
(8)机械手右旋到右限行程开关位置,压动行程开关后,右旋动作结束,机械手开始下降。
(9)机械手下降到下限行程开关位置,压动行程开关后,下降动作结束,机械手开始放下手中的物品。
原 位 上 升 左 旋 下 降 A 起 动 上 升 右 旋 下 降 放 物 抓 物(10)机械手放物经过一个适当的延时,放物结束,一个工作循环完毕。
要求由SA的4对触点分别接通实现4种工作方式:连续循环、单循环、分步运行、点动工作。
连续循环:按SB1后取放一次工件回到原位后等待5秒后自动下一个循环。
按停止按钮结束本次工作后停止。
按复位按钮后所有动作停止(除夹紧动作,复位按钮同样适用于单循环与分步动作)。
机器人码垛搬运PPT课件

2021/3/20
19
机器人码垛生产线其他组件
生产线对接:自动剔除机
自动剔除机,用于完成包装袋在出现含金属异常物以及 包装袋在称重复检超出重量误差时,包装袋在输送序列 被移出去的过程。
自动剔除机可集成到金属检测机或重量复检机内。
剔除机
自动剔除机
重量复检机集成的剔除机
2021
Property of SSWJ. - Duplication prohibited
机器人码垛
2021 Property of SSWJ. - Duplication prohibited
2021/3/20
7
机器人码垛生产线
机器人码垛生产线整体示意图
2021 Property of SSWJ. - Duplication prohibited
2021/3/20
8
机器人码垛生产线
除非这条命令与第一条相矛 盾。 ③ 机器人必须保护自己,除非 这种保护与以上两条相矛盾。
机器人定义及特点
• 工业机器人特点 I. 精度高 II. 可靠性高 III. 安全性高 IV. 操作性好 V. 易维护 VI. 高柔性
Property of SSWJ. - Duplication prohibited
2021 Property of SSWJ. - Duplication prohibited
2021/3/20
22
机器人码垛生产线其他组件
生产线对接:待码输送机 待码输送机,与机械手爪配套,方便抓取。
待码输送机
2021 Property of SSWJ. - Duplication prohibited
2021/3/20
2
主要内容
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
经过半月的忙碌和工作,本次毕业设计已经接近尾声,作为一个大学的 毕业设计,由于经验的匮乏,难免有许多考虑不周全的地方,如果没有导 师的督促指导,以及一起工作的同学们的支持,想要完成这个设计是难以 想象的。 在这里首先要感谢我的导师张绘敏老师。老师平日里工作繁忙, 但在我做毕业设计的每个阶段,从课上指导到查阅资料,设计草案的确定 和修改,中期检查等整个过程中都给予了我悉心的指导。除了敬佩张老师 的专业水平外,他的治学严谨和科学研究的精神也是我永远学习的榜样, 并将积极影响我今后的学习和工作。 其次要感谢和我一起作毕业设计的其 他同学,他们在设计中勤奋工作,克服了许多困难来完成此次毕业设计, 并承担了大部分的工作量。如果没有他们的努力工作,此次设计的完成将 变得非常困难。 然后还要感谢大学三年来所有的老师,为我打下扎实的专 业知识基础;同时还要感谢所有的同学们,正是因为有了他们的支持和鼓 励,此次毕业设计才会顺利完成。
伸缩气缸: 机械手臂伸出、缩回,由电控气阀控 制。气缸上装有两个磁性传感器,检测气缸 伸出或缩回位置。
缓冲器: 旋转气缸
1-旋转气缸 2-非标螺丝 3-气动手爪 4-手爪磁性 开关Y59BLS 5-提升气缸 6-磁性开关D-C73 7-节 流阀 8-伸缩气缸 9-磁性开关-D-Z73 10-左限位 传感器 11-缓冲阀 12-安装支架
的依据,I/O端口的分配情况,主要元器件选择说明,梯形 图程序的设计过程与原理说明、结论、致谢及设计参考资料 等)
1.机器结构示意图
该设备的圆盘内有金属工件、白色塑料工件 和黑色塑料工件三种,通过圆盘直流电动机 运送,机械手搬运和皮带输送机传送,在对 应的出料槽内进行分拣。各部件的安装位置 及名称上图所示。图中A为来料口检测的传感 器,B为进料口检测传感器,C为金属工件检 测传感器,D为白色塑料检测传感器,E为黑 色塑料检测传感器。
手爪: 抓取和松开物料由双电控气阀控制,手爪 夹紧磁性传感器有信号输出,指示灯亮,在 控制过程中不允许两个线圈同时得电。
旋转气缸: 机手臂的正反转,由双电控气阀控 制。
接近传感器: 机械手臂正转和反转到位后,接 近传感器信号输出。(在应用过程中 棕色 线接直流24V电源“+”、蓝色线接直流 24V电源“-”、黑色线接PLC主机的输入端)
如遇突然断电,设备停止,但机械手夹持的工件不能掉下,恢复供电后,设备接着断电前的工作 状态运行。
(1)送料机构:
1-转盘 2-调节支架 3-直流电机 4-物料
放料转盘: 转盘中共放三 种物料:金属物料、白色非 金属物料、黑色非金属物 料。 驱动电机: 电机采用 24V 直流减速电机,转速 6r/min;用于驱动放料转盘 旋转。 物料支架: 将物料 有效定位,并确保每次只上 一个物料。
输送皮带进料口接收到工件到达信号后,三相交流异步电动机启动并以30 Hz的频率正向高速
运行,运送工件到对应出料槽进行分拣。传感器接到金属工件到达信号后,驱动气缸Ⅰ伸出将其
推入1槽;按同样的顺序,气缸Ⅱ将白色塑料推入2槽,气缸Ⅲ将黑色塑料推入3槽。当气缸将工件
推入槽内,输送皮带上无工件时,三相交流异步电动机将以10HZ的频率正向低速运行,等待下一
出料口传感器: 物料检测 为光电漫反射型传感器,主 要为PLC提供一个输入信号, 机械手,光电传感器没有检 测到物料并保持若干秒钟, 则应让系统停机然后报警
整个搬运机构能完成四个自由度动作,手臂 伸缩、手臂旋转、手爪上下、手爪松紧。
手爪提升气缸: 提升气缸采用双向电控气阀控制。
磁性传感器: 用于气缸的位置检测。检测气缸伸 出和缩回是否到位,为此在前点和后点上各 一个,当检测到气缸准确到位后将给PLC发 出一个信号;(在应用过程中棕色接PLC主 机输入端,蓝色接输入的公共端)
1-磁性开关D-C73 2-传送分拣机构 3-落料口传感 器 4-落料口 5-料槽 6-电感式传感器 7-光 纤传感器 8-光纤传感器 9-节流阀 10-三相异 步电动机 11-光纤放大器 12-推料气缸
落料口传感器:检测是否有物 料到传送带上,并给PLC一 个输入信号。 落料孔:物 料落料位置定位。 料槽: 放置物料。
电感式传感器:检测金属材料, 检测距离为3~5mm。
光纤传感器:用于检测不同颜 色的物料,可通过调节光纤 放大器来区分不同颜色的灵 敏度。 三相异步电机:驱 动传送带转动,由变频器控 制。
推料气缸:将物料推入料槽, 由电控气阀控制。
钮按 程下 序启 断动 电按 保钮 持程 ,序 停开 止始 标运 志行 位, 得按 电下 。停
设计题目:基 于plc控制的 物料分拣系统 设计
➢设计任务 ➢设计过程 ➢调试 ➢心得
1.根据控制要求确定控制方案,分配I/O端口并选择PLC的 型号;
2.画出PLC的I/O端口接线图及变频器的电路接线图,并选 择合适的传感器、变频器及气动元件,画出几个气缸的气动 回路图;
3.设计控制流程图,并进行梯形图程序的编制并调试运行。 4.绘制有关图纸(A3) ①PLC系统的I/O端口接线图 ②气动回路图 编写设计、使用说明书(内容包括方案选择说明、PLC选择
件后,圆盘直流电动机停止并驱动机械手运行,机械手按以下顺序动作,悬臂伸出到位后,手臂
下降,抓取物料后手臂上升,悬臂缩回,机械手右转至极限位,悬臂伸出,手臂下降,在进料口
没有物料的情况下手指松开,使夹持的物料落入进料口后,机械手手臂上升,悬臂缩回,机械手
左转至极限位,此时圆盘电机继续转动送出下一个工件,机械手重复以前的动作。
个工件到达后,再以30Hz的频率正向高速运行。
3.系统的停止
设备运行过程中如按下停止按钮,圆盘直流电动机立即停止,机械手将完成当前工件的搬运后 回到原位停止,分拣装置必须完成输送皮带上工件的分拣后才能停止,运行指示灯灭。
设备运行过程中如出现紧急情况,需要立即停止设备时,可按下急停开关,按下后所有装置都停 止运行,蜂鸣器响,急停开关复位后,蜂鸣器停止报警,如要启动设备,再按下启动按钮,设备 接着急停时的工作顺利进行。
1.系统的初始状态
机械手在左限位,悬臂气缸、手臂气缸的活塞杆处于缩回状态,手爪处于松开状态,各物料推出 气缸均处于缩回状态,皮带输送机静止不动。
2.系统的运行
当按下系统的启动按钮,运行指示灯亮,设备将按以下动作运行,圆盘直流电机转动,运送工
件至机械手抓料平台,若4S内检测不到物料,红灯闪烁,系统停止。若料台处的传感器检测到工