铸造铝青铜10-3,10-3铜套
国家标准QAL10-5-5铝青铜
国家标准QAL10-5-5铝青铜QAl10-5-5铝青铜概述:含铝量一般不超过11.5%,有时还加入适量的铁、镍、锰等元素,以进一步改善性能。
铝青铜可热处理强化,其强度比锡青铜高,抗高温氧化性也较好。
有较高的强度良好的耐磨性用于强度比较高的螺杆、螺帽、铜套、密封环等,和耐磨的零部件,最突出的特点就是其良好的耐磨性。
为含有铁、锰元素的铝青铜[1]有高的强度和耐磨性,经淬火、回火后可提高硬度,有较好的高温耐蚀性和抗氧化性在大气、淡水和海水中抗蚀性很好,可切削性尚可,可焊接不易纤焊,热态下压力加工良好。
目前我国已能量产。
执行标准:GB/T 5231-2001化学成分:Sn(锡):0.20Al(铝):8.0-11.0Zn(锌):0.5Mn(锰):0.5-2.5Fe(铁):4.0-6.0Pb(铅):0.05Be(铍):-Ni(镍):4.0-6.0Si(硅):0.25P(磷):-Cu(铜):余量杂质:1.2TEI:①⑤③①⑥②0⑤⑧⑧⑥近年来,由于要求电气、电子机器的小型化、轻量化、高密度安装化等;、另外,高温多湿化条件下的耐环境性及与无铅焊料化相对应等的要求日益增强并无法满足镀敷密合性以及焊料润湿性等特性;因此,要求QAl10-5-5青铜管铜合金材料具备以下特性:商虎合金QAl10-5-5青铜管铜棒——QAl10-5-5青铜管强度商虎合金QAl10-5-5青铜管铜板——QAl10-5-5青铜管冲压性商虎合金QAl10-5-5青铜管铜带——QAl10-5-5青铜管耐热性商虎合金QAl10-5-5青铜管铜排——QAl10-5-5青铜管导电性商虎合金QAl10-5-5青铜管铜丝——QAl10-5-5青铜管镀覆性商虎合金QAl10-5-5青铜管铜线——QAl10-5-5青铜管应力松弛性商虎合金QAl10-5-5青铜管铜箔——QAl10-5-5青铜管焊料耐候性商虎合金QAl10-5-5青铜管铜管——QAl10-5-5青铜管弯曲加工性。
JH14型回柱绞车使用说明书

JH-14回柱绞车使用说明书本产品执行《MT/T779-1998回柱绞车》标准××××重型机械制造有限公司2006年5月目录一、概述…………………………………………………………1二、结构特征与工作原理 (1)三、技术特性 (4)四、尺寸、重量 (4)五、润滑 (4)六、搬运 (5)七、电气操纵系统 (6)八、绞车得装配、调整、安装与试运转 (6)九、绞车得操作规程 (10)十、故障分析与排除...................................................11 十一、保养、维修 (12)十二、易损件明细表................................................13 十三、轴承一览表 (13)十四、运输、贮存 (14)十五、开箱及检查 (14)十六、质量保证………………………………………………14 十七、联系方式………………………………………………15一、概述1、产品特点:本绞车得型式为单筒缠绕,采用蜗轮减速器与开式齿轮传动、2、主要用途及适用范围:本绞车用于井下回柱放顶。
综合采煤设备得搬迁及工作面安装得牵引动力,亦可作运料、移溜槽、搬移皮带运输机机头等辅助工作得牵引绞车、绞车电动机、电器设备具有防爆性能,可用于含有沼气及煤尘而周围温度不超过+35℃得矿井中。
3、型号得组成及代表意义:J H—— 14钢丝绳平均静张力140KN回柱绞车警示语:a、绞车严禁载人!b、绞车所配得电器产品必须要有在有效期内得安标证。
二、结构特征与工作原理绞车主要结构见图1,绞车主要由以下五部分组成:1、电动机2、联轴节3、蜗轮箱部分4、滚筒部分5、底座部分绞车由电动机经联轴节、一级闭式齿轮传动、一级球面蜗杆传动、一级圆柱齿轮传动(中间设有过桥齿轮)传递到滚筒、绞车内各主要转动部位均采用滚动轴承支承,底座用型钢焊接而成、绞车对称布置、呈长条型、打顶柱(固定)位置宽敞,便于绞车得搬移与固定、绞车得宽度,高度尺寸较小,适于井下使用。
10-3铝青铜成分

10-3铝青铜成分10-3铝青铜是一种常见的铜合金,其成分主要由铝和铜组成。
铝青铜具有良好的机械性能和耐蚀性,广泛应用于航空航天、汽车制造、电子设备等领域。
铝青铜的主要成分是铜和铝,其中铜是主要的基础元素,占比约为90%左右。
铜是一种常见的金属材料,具有良好的导电性和导热性。
铜的加入可以提高合金的导电性和导热性,同时也增加了合金的机械强度。
铝是铝青铜中的另一个重要成分,占比约为10%左右。
铝具有低密度和良好的耐腐蚀性,可以提高铝青铜的强度和硬度。
此外,铝还可以改善铜合金的热处理性能。
除了铜和铝之外,10-3铝青铜中还含有少量的其他元素。
其中,锰是一种常见的添加元素,可以提高合金的强度和耐蚀性。
锰的加入还可以改善铝青铜的热处理性能。
此外,铬和锡等元素的加入也可以改善铝青铜的耐蚀性能。
10-3铝青铜具有良好的机械性能和耐蚀性,广泛应用于各个领域。
在航空航天领域,10-3铝青铜常用于制造飞机的结构件和发动机部件。
由于其高强度和耐蚀性,10-3铝青铜可以保证飞机在复杂的工作环境下的安全运行。
在汽车制造领域,10-3铝青铜常用于制造汽车发动机的活塞和气门。
由于铝青铜具有良好的导热性和耐磨性,可以有效地降低发动机的温度和磨损,提高发动机的效率和寿命。
在电子设备领域,10-3铝青铜常用于制造电子器件的导电材料。
由于铝青铜具有良好的导电性和导热性,可以确保电子设备的正常运行和散热。
10-3铝青铜是一种常见的铜合金,其成分主要由铜和铝组成。
铝青铜具有良好的机械性能和耐蚀性,广泛应用于航空航天、汽车制造、电子设备等领域。
铝青铜的成分可以根据具体的应用要求进行调整,以满足不同领域的需求。
CuAl10Fe3Mn2铝青铜成分CuAl10Fe3Mn2热处理硬度
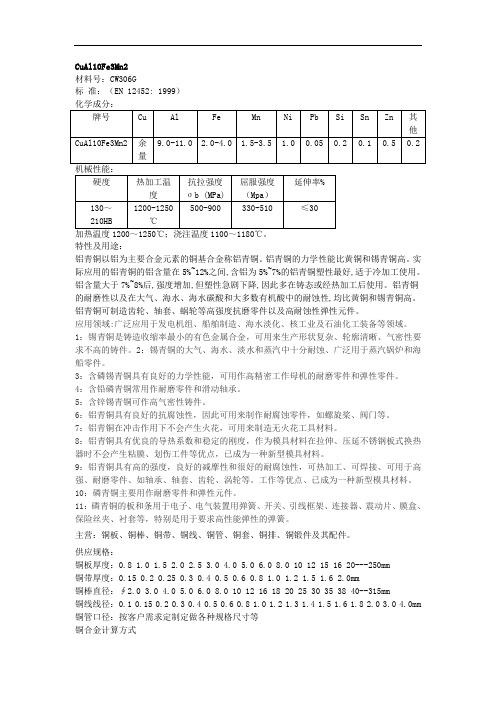
CuAl10Fe3Mn2材料号:CW306G标准:(EN 12452: 1999)特性及用途:铝青铜以铝为主要合金元素的铜基合金称铝青铜。
铝青铜的力学性能比黄铜和锡青铜高。
实际应用的铝青铜的铝含量在5%~12%之间,含铝为5%~7%的铝青铜塑性最好,适于冷加工使用。
铝含量大于7%~8%后,强度增加,但塑性急剧下降,因此多在铸态或经热加工后使用。
铝青铜的耐磨性以及在大气、海水、海水碳酸和大多数有机酸中的耐蚀性,均比黄铜和锡青铜高。
铝青铜可制造齿轮、轴套、蜗轮等高强度抗磨零件以及高耐蚀性弹性元件。
应用领域:广泛应用于发电机组、船舶制造、海水淡化、核工业及石油化工装备等领域。
1:锡青铜是铸造收缩率最小的有色金属合金,可用来生产形状复杂、轮廓清晰、气密性要求不高的铸件。
2:锡青铜的大气、海水、淡水和蒸汽中十分耐蚀、广泛用于蒸汽锅炉和海船零件。
3:含磷锡青铜具有良好的力学性能,可用作高精密工作母机的耐磨零件和弹性零件。
4:含铅磷青铜常用作耐磨零件和滑动轴承。
5:含锌锡青铜可作高气密性铸件。
6:铝青铜具有良好的抗腐蚀性,因此可用来制作耐腐蚀零件,如螺旋桨、阀门等。
7:铝青铜在冲击作用下不会产生火花,可用来制造无火花工具材料。
8:铝青铜具有优良的导热系数和稳定的刚度,作为模具材料在拉伸、压延不锈钢板式换热器时不会产生粘膜、划伤工件等优点,已成为一种新型模具材料。
9:铝青铜具有高的强度,良好的减摩性和很好的耐腐蚀性,可热加工、可焊接、可用于高强、耐磨零件、如轴承、轴套、齿轮、涡轮等。
工作等优点、已成为一种新型模具材料。
10:磷青铜主要用作耐磨零件和弹性元件。
11:磷青铜的板和条用于电子、电气装置用弹簧、开关、引线框架、连接器、震动片、膜盒、保险丝夹、衬套等,特别是用于要求高性能弹性的弹簧。
主营:铜板、铜棒、铜带、铜线、铜管、铜套、铜排、铜锻件及其配件。
供应规格:铜板厚度:0.8 1.0 1.5 2.0 2.5 3.0 4.0 5.0 6.0 8.0 10 12 15 16 20---250mm铜带厚度:0.15 0.2 0.25 0.3 0.4 0.5 0.6 0.8 1.0 1.2 1.5 1.6 2.0mm铜棒直径:∮2.0 3.0 4.0 5.0 6.0 8.0 10 12 16 18 20 25 30 35 38 40--315mm铜线线径:0.1 0.15 0.2 0.3 0.4 0.5 0.6 0.8 1.0 1.2 1.3 1.4 1.5 1.6 1.8 2.0 3.0 4.0mm 铜管口径:按客户需求定制定做各种规格尺寸等铜合金计算方式铜板重量(公斤)=0.0000089×厚×宽×长度铜管重量(公斤)=0.0000089×壁厚×(外径-壁厚)×长度铜棒重量计算公式(公斤)=0.0000089 ×半径×半径×长度【铜材材料名称】:铜合金、纯铜和紫铜、无氧铜、磷脱氧铜、黄铜、镍黄铜、铅黄铜、加砷黄铜、锡黄铜、铝黄铜、锰黄铜、铁黄铜、硅黄铜、锡青铜、铝青铜、铍青铜、硅青铜、锰青铜、锆青铜、铬青铜、白铜、铁白铜、锰白铜、锌白铜、铝白铜、铸造黄铜锭、铸造铝黄铜锭、铸造锰黄铜锭、铸造铅黄铜锭、铸造硅黄铜锭、铸造锡青铜锭铸造铝青铜锭、铸造复杂铜合金锭、锰铜、康铜等铜合金材料【铜材材料规格】:特殊规格可以订做!【铜材执行标准】:国产GB/T、日标JIS、美标ASTM、德标DIN【铜材物理性能】:屈服强度、抗拉强度、疲劳强度、塑性、韧性、调质处理、回火脆性、淬透性等【铜材材料产地】:国产、进口【铜材主要市场】:国内(外)各省市,各行业【铜材应用领域】:广泛用于船舶、车辆、飞机、铁路、桥梁、压力容器、机床等结构上。
《国家标准》铸造锡青铜的化学成分(GBT1176-1987)

铸造锡青铜的化学成分(GB/T1176-1987)
铸造锡青铜的杂质限量(GB/T1176-1987)
铸造锡青铜的力学性能(GB/T1176-1987)
铸造锡青铜的主要特性和应用举例(GB/T1176-1987)
铸造铝青铜的化学成分(GB/T1176-1987)
铸造铝青铜的杂质限量(GB/T1176-1987)
铸造铝青铜的力学性能(GB/T1176-1987)
铸造铝青铜的主要特性和应用举例(GB/T1176-1987)
铅青铜的化学成分(GB/T1176-1987)
铸造铅青铜的力学性能(GB/T1176-1987)
铸造铅青铜的主要特性和应用举例(GB/T1176-1987)
铸造黄铜的化学成分(GB/T1176-1987)
铸造黄铜的杂质限量(GB/T1176-1987)
铸造黄铜的力学性能(GB/T1176-1987)
铸造黄铜的主要特性和应用举例(GB/T1176-1987)
资讯来源:国家标准化管理委员会。
滑动轴承与支重轮
2017/12/13
铜套口部疲劳
右图为一次客户投诉 中铜套圆筒不与平面 部分开的实物。 平面部与圆筒部规则 分离,是否可以说明 口部有疲劳现象的存 在。
2017/12/13
5
轮体倒角的控制
避免打磨倒角(引导角)与内径交界处毛 刺,这样使B点离A点更 远,孔口被扩大,更易 产生铜套口部的疲劳。 轮体倒角尺寸与铜套R角 或空刀槽的匹配问题。
铜套空刀槽
2017/12/13
6
铜套压入后
铜套压入后应确认铜套尺寸的变化、表面 形状的改变(波纹、褶皱等)及配合状态, 可以采用控制实体尺寸进行检验。 不合格的应退出铜套,确认配合的相关参 数,更换合适的铜套。 同时检查是否轮体内孔尺寸、形状的影响。 压入后的铜套是不应再实施整形,冲孔, 抛光等错误的纠正措施,这是要降低铜套 与内孔的配合的结合强度的。
轴下部R变大, 但略小于铜套
10
2017/12/13
与铜套相关的提前损坏
铜套表层和轴表面早期非正常磨损,使径 向间隙迅速变大,当轮子与轴歪斜歪斜导 致浮封环工作面错开漏油。 过盈量关系造成铜套的早期损坏。 铜套自身质量问题,如铜套铜层的厚度、 材质等提前磨损殆尽。
2017/12/13
11
平面滑动摩擦副不匹配
2017/12/13
22
滑动轴承的润滑脂润滑
2017/12/13
轴承载荷大,转速低时,应选择锥入度小的润滑 脂,反之要选择锥入度大的。高速轴承选用锥入 度小些、机械安定性好的润滑脂。特别注意的是 润滑脂的基础油的粘度要低一些。 选择的润滑脂的滴点一般高于工作温度20-30℃, 在高温连续运转的情况下,注意不要超过润滑脂 的允许使用温度范围。 滑动轴承在水淋或潮湿环境里工作时,应选择抗 水性能好的钙基、铝基或锂基润滑脂。 选用具有较好粘附性的润滑脂。 有用户自己改用
铸铜材料(GB-T-1176)
铸造锡青铜的化学成分(GB/T1176-1987)
铸造锡青铜的杂质限量(GB/T1176-1987)
铸造锡青铜的力学性能(GB/T1176-1987)
铸造锡青铜的主要特性和应用举例(GB/T1176-1987)
铸造铝青铜的化学成分(GB/T1176-1987)
铸造铝青铜的杂质限量(GB/T1176-1987)
铸造铝青铜的力学性能(GB/T1176-1987)
铸造铝青铜的主要特性和应用举例(GB/T1176-1987)
铅青铜的化学成分(GB/T1176-1987)
铸造铅青铜的力学性能(GB/T1176-1987)
铸造铅青铜的主要特性和应用举例(GB/T1176-1987)
铸造黄铜的化学成分(GB/T1176-1987)
铸造黄铜的杂质限量(GB/T1176-1987)
铸造黄铜的力学性能(GB/T1176-1987)
铸造黄铜的主要特性和应用举例(GB/T1176-1987)
资讯来源:国家标准化管理委员会。
铜衬套
铜衬套,又名直套、直铜套、直衬套、衬套等,PYB-900破碎机衬套河南新乡大山铜业专业生产,破碎机铜配件包括碗型瓦、直铜套、锥形铜套、铜圆盘、传动轴套,是破碎机的主要组成部分,缺一不可,材质有黄铜、锡青铜663、10-5,其中锡青铜663比较常用,使用时间在常规情况下4----5年都没有问题,黄铜材质正常使用也能用1-----2年,常做材质包含:黄铜、锡青铜、铅青铜、铝青铜、磷青铜。
铜衬套是机械设备中的一个零部件,主要应用在矿山机械设备上,并且应用比较广泛,在机械设备的应用过程中,铜衬套是一种不可缺少的零部件,铜衬套采用的主要材料有黄铜,青铜,铝青铜,磷青铜,铅青铜,通过砂铸和离心浇铸工艺加工而成,铜衬套和其他铜产品一样有自己的特点。
1、耐磨性铜衬套的耐磨性能比较好,不同材质的衬套具有不同的特点,离心浇铸出来的铜衬套内部组织比较紧密,不会出现疏松和气孔沙眼等现象,离心浇铸出来的铜衬套硬度相对来说比较高,耐用。
2、腐蚀性这是铜衬套的另外一个特点,腐蚀性能比较良好,主要应用在大气和淡水中,在使用铜衬套的过程中,一般不容易出现咬死的情况;铜衬套的耐腐蚀性主要体现在一些化学元素上,例如:稀硫酸,盐酸还有脂肪酸等,所以说铜衬套的抗腐蚀能力非常好,它不会产生咬死情况主要还是由于自身的特点,就算没有润滑剂的情况下依然可以进行正常工作。
3、抗压能力铜衬套的抗压能力很好,尤其是表面压力很大,能够承受轴承的侧压力,在高负荷压力的情况下,铜衬套照样能够进行操作。
这些就是铜衬套的所具备的一些主要特点,还有就是他的铸造性能和切削加工性能也必将好,所以铜衬套是矿山机械设备中的一个不可缺少的零部件。
公司主营铜套、铜瓦、铜丝母、大型铜铸件、离心铜套、法兰铜套、大型衬套、铜轴瓦、黄铜套、青铜套、圆锥破铜套、挖掘机铜套、球磨机铜套、压力机铜丝母、减速机铜蜗轮、压力机铜套、破碎机铜套、西蒙斯铜套、美卓偏心铜套、山特维克铜套、矿山设备铜配件、机械铜配件等铜合金产品,是中原地区一家拥有先进的化验设备、机械检测设备的生产单位,技术力量雄厚,质量可靠。
常用的石墨铜套规格一览表
标题:常用的石墨铜套规格一览表关键字:铜套,石墨铜套,描述:曲阜市苗孔工矿配件厂是专业的离心铸造铜套厂家,公司主要产品有铜套,锡青铜铜套,铝青铜铜套,石墨铜套,铜蜗轮,铜滑板等,可加工成各种规格各种材质,欢迎来图纸定做。
石墨铜套又称自润滑轴承,是在铜套作为金属基体的摩擦面上开发出排列有序、大小适当的孔穴,并嵌入石墨或二硫化钼等作为固体润滑剂的一种具有自润滑性能的产品。
一般固体润滑剂占摩擦表面积的20-30%,这种自润滑轴承的润滑原理是在轴与轴承的滑动摩擦过程中,石墨颗粒的一部分转移到轴与轴承的摩擦表面上,形成了一层较稳定的固体润滑隔膜,防止轴与轴承的直接粘着磨损。
这种合理性的结合综合了金属合金与非金属减磨材料的各自性能优点,进行互补,即有了金属的高承载能力,又得到了减磨材料的润滑性能。
所以特别适用于不加油、少加油、高温、高负载或水中等环境中。
目前石墨铜套已广泛运用于工程机械、冶金机械、矿山机械、机车支架、轧钢设备、船舶机械、模具设备、纺织机械、气轮机等低速重载、高速轻载等场合使用。
曲阜市苗孔工矿配件厂就是主要生产石墨铜套以及其他各种材质各种规格铜铸件的专业厂家。
以下是我厂石墨铜套规格一览:高力黄铜为基体基本材质CuZn24Al6 硬度Hb230-270摩擦系数<0.16 最高使用温度300℃极限动载荷100N/mm2 Lm/mim的极限载荷25N/mm2最高滑动速度干0.40m/s 油5m/s 使用极限PV值 3.8N/mm2·m/s 锡青铜为基体基本材质CuSn6Zn6Pb3硬度Hb90摩擦系数<0.15 最高使用温度350℃极限动载荷60N/mm2 Lm/mim的极限载荷15N/mm2最高滑动速度2m/s 使用极限PV值0.5N/mm2 ·m/s 钢铜镶嵌为基体基本材质SteelC uSn6Z n6Pb3硬度Hb80摩擦系数<0.14 最高使用温度300℃极限动载荷70N/mm2 Lm/mim的极限载荷20N/mm2最高滑动速度2m/s 使用极限PV值0.6N/mm2 ·m/s 铸铁镶嵌锡青铜基体基本材质HT-250 硬度Hb210摩擦系数<0.17 最高使用温度400℃极限动载荷60N/mm2 Lm/mim的极限载荷15N/mm2最高滑动速度0.5m/s 使用极限PV值0.8N/mm2 ·m/s 钢为基体基本材质CuCr15硬度Hb60摩擦系数<0.17 最高使用温度350℃极限动载荷250N/mm2 Lm/mim的极限载荷70N/mm2最高滑动速度0.1m/s 使用极限PV值 2.5N/mm2 ·m/s 以上是我厂石墨铜套介绍,另外,我厂同样专业铸造锡青铜铜套,铝青铜铜套,铜瓦,铜蜗轮,铜滑板等。
ZCuAl10Fe3(10—3铝青铜 )化学成分力学性能介绍
ZCuAl10Fe3(10—3铝青铜)化学成分力学性能介绍-绿兴金属提供牌号:ZCuAl10Fe3(10—3铝青铜)化学成分:铝:8.5-11铁:2-4铜:余量铸造方法:S力学性能:σb/MPa(kgf/mm2):490σ0.2/MPa(kgf/mm2):180δ5(%):13硬度HBW:980主要特性:具有高的力学性能,耐磨性和耐蚀性能好,可以焊接,不易钎焊,大型铸件自700℃空冷可以防止变脆应用:要求强度高,、耐磨、耐蚀的重要铸件,,如轴套、螺母、蜗轮以及250℃以下工作的管配件焊接铝青铜的主要困难是铝的氧化,生成致密而难熔的Al2O3薄膜覆盖在熔滴和熔池表面。
易在焊缝中产生夹渣、气孔和未熔合等缺陷。
清除铝的氧化物和防止铝的氧化成为焊接铝青铜成败的关键。
此外w(Al)<7%的单相铝青铜具有热脆性,在热影响区易产生裂纹,比较难焊。
w(A1)≥7%的单相合金和双相合金,采取一些防裂措施是可以焊接的。
一般不推荐采用气焊,因为很难完全消除铝的氧化物有害作用。
如果必须采用气焊,则须对焊丝、焊接坡口作彻底清理,使用含氯化盐和氟化盐的熔剂。
严格采用中性焰等措施。
焊条电弧焊一般用于铝青铜锻件或铸件的焊补。
采用ECuAl-c (即T237)焊条。
除薄件(≤3mm)外,需采用70°~90°的V形坡口;薄件常不预热,对于w(Al)<10%的合金,预热和层间温度一般不应超过150℃。
焊接铝含量为10%~13%的铝青铜,厚工件推荐预热和层间温度约260℃,焊件宜快速冷却。
采用直流反接,短弧和窄焊道施焊。
多层焊时层间必须彻底清渣。
文稿提供者:绿兴金属有限公司。