2012年世界铸件产量统计
铸造技术的现状发展与对策(大全5篇)
铸造技术的现状发展与对策(大全5篇)第一篇:铸造技术的现状发展与对策铸造技术的现状发展与对策铸造是金属成形的一种最主要方法,它是热加工的基础。
铸造的历史与华夏文明的历史一样悠久,我们的祖先在4000多年前就铸造出了“三星堆”那样精美的青铜器,其技术水平令人叹为观止,然而到了现代,作为全球铸件产量第一大国,中国的铸造水平却落后于发达国家。
一、我国铸造业的概况我国铸件产量从2000年起超越美国已连续6年位居世界第一,其中2004年为2242万吨,2005年估计为2600万吨,铸件年产值超过2500亿元,铸件产量占世界总产量的1/4之多,已成为世界铸造生产基地。
根据全球主要铸件生产国2004年的产量统计可以看出,十大铸件生产国可分为两类。
一类是发展中国家,虽然产量大,但铸件附加值低,小企业多,从业人员队伍庞大,黑色金属比重大。
另一类是发达国家,如日本、美国及欧洲等,他们采用高新技术主要生产高附加值铸件。
发达国家总体上铸造技术先进、产品质量好、生产效率高、环境污染小、原辅材料已形成系列化。
欧洲已建立跨国服务系统,生产实现机械化、自动化、智能化。
生产过程从严执行技术标准,铸件废品率约为2%—5%。
重视用信息化提升铸造工艺设计水平,普遍应用软件进行充型凝固过程模拟和工艺优化设计。
从批量和劳动生产率看,欧、美、日的优势很大,日本的劳动生产率是人均年产铸件140吨,我国估计约为20吨,相差7倍。
我国人工成本低于1美元/小时,与发达国家相差几十倍,因而出口铸件具有优势。
但近年来材料价格猛涨,使我国出口铸件在材料成本方面的优势消失殆尽。
在产品质量和档次方面,我们远落后于发达国家。
近年我国铸件出口虽有所增长,但出口只占我国总产量的97%,占世界铸件市场流通量不到8%,总体增速缓慢,表现为质量较差、价格低。
长期以来,出口的铸件以中低档产品为主,各类管件、散热器、厨具及浴具占到36%。
一些出口铸件虽可达到国际标准,但要达到欧美客户标准还有距离。
铸造行业“十三五”技术发展规划纲要
编者按:2014年6月21日,经中国机械工程学会铸造分会(以下简称“全国铸造学会”)第九届理事会第三次理事长工作会议讨论研究,决定编制《铸造行业“十三五”技术发展规划纲要》(以下简称“《纲要》”)。
全国铸造学会秘书处确定了《纲要》的“编制路线”和编制时间进度,并成立了“专家咨询委员会”和“编制工作委员会”。
《纲要》编制工作会议于2014年9月27日在西安召开,确定了《纲要》编制的涵盖专业领域分类和工作分工、内容及编写规范、工作进度安排。
《纲要》审查会于2015年5月17日在沈阳召开,对《纲要》每个专业领域进行了认真、严格的审查,提出了有针对性的修改和补充意见。
《纲要》审定会于2015年10月25日在长沙召开,审议通过了修改后的《纲要》。
《纲要》的有关内容作为上报材料的重要组成部分已先后提交至中国工程院和工信部。
《纲要》作为科学技术发展专题规划,纳入由中国铸造协会组织编制的《铸造行业“十三五”发展规划建议》。
《纲要》由18个部分组成:铸钢、铸铁、铸造有色合金、铸造金属基复合材料、铸造耐磨材料、快速铸造、熔模铸造、压铸、反重力铸造、挤压铸造、消失模铸造、数值模拟、网络制造、造型材料、铸造装备与检测技术、环保与安全、汽车铸件、铸造标准。
在《中国制造2025》十大重点领域中,有8个领域与铸造密切相关,甚至有些领域铸造技术作为发展瓶颈,大部分领域都对铸造技术有强烈的需求,或者需要铸造技术和铸造产品进行支撑。
《纲要》作为铸造行业技术发展指导性的文件,在政策层面,向政府提出了建设性的建议;在技术发展层面,对各个专业技术领域提出了重点发展的项目及关键技术。
《纲要》具有全局性、战略性和前瞻性。
为了充分发挥《纲要》的指导作用,扩大《纲要》在铸造行业技术发展方面的影响,在全国铸造学会第九届理事会第四次理事长工作会议上决定将《纲要》在《铸造》杂志上全文刊登。
本刊在本期刊登《纲要》全文,以馈广大读者。
铸造行业“十三五”技术发展规划纲要(中国机械工程学会铸造分会编制)引言“十二五”期间,我国在铸造技术创新、行业进步等方面取得了显著成果。
精密铸件成本核算及报价

Pcp --铸件平均(基准)成品率% C3 --后处理工序附加成本(元/kg) C4 ---铸件成品检验附加成本(元/kg)
1、铸件成品率 P%的计算: P%= F×L0× H ×100% ……(2)
式中 F --铸件工艺出品率% ,每组铸件中铸件净重 W0 占铸件组总重 W 的百 分数。W ' 为铸件组中浇注系统总重 W = W0 + W ' F =
。C2=(1.1~1.5)C2cp,1.1~1.5 为价格系数,取决于铸件废品 单价 C2cp(不含税) 率高低,废品率越高,应取上限,反之简单铸件型芯取下限。
' = K 1cp ×f1 + C1+ C2 K1
'
3、其它影响因素:
: a、 后处理附加成本 C3 (元/kg)
' 精铸件正常后处理工序的成本已包括在 K 1 中,不另加价,如:震壳,切割,
' 1、变动成本 K 1 ' K1 是指随铸件产量增减而相应变化的成本值.主要项目包括:生产过程中消
耗的各种原辅材料(蜡料、制壳材料、筑炉料、熔炼金属所需的脱氧剂、造渣集 渣剂、精炼除气剂及铸件后处理消耗的材料、工具如钢丸、喷砂、砂轮切割片、 打磨砂带、酸洗钝化液、焊条等),构成铸件本体的金属材料(废金属炉料及铁
75
B
80CBiblioteka 85D E92 95
铸件精度等级 H2%值 级别 A 评价 极高精度 内 容
表二 H2% 70
1、 尺寸公差:ISO 8062:1994(E)或 GB6414-86 中 C1 -C3。 2、 形位公差:ISO 8062-2 中 2 级 3、 重量公差:GB/T11351-89≤4 级 1、 尺寸公差:CT3 –CT4 (GB6414-86) 2、 形位公差:ISO 8062-2 中 3 级 3、 重量公差:GB/T11351-89 5 级 。 1、 尺寸公差:CT4 –CT5 (GB6414-86) 2、 形位公差:ISO 8062-2 中 4 级 3、 重量公差:GB/T11351-89 6 级 1、 尺寸公差:CT5 –CT6 (GB6414-86) 2、 形位公差:ISO 8062-2 中 5 级 3、 重量公差:GB/T11351-89≤7 级 1、 尺寸公差:CT6 –CT7 (GB6414-86) 2、 形位公差:ISO 8062-2 中 6 级 3、 重量公差:无要求
亚洲九国(地区)精密铸造生产情况
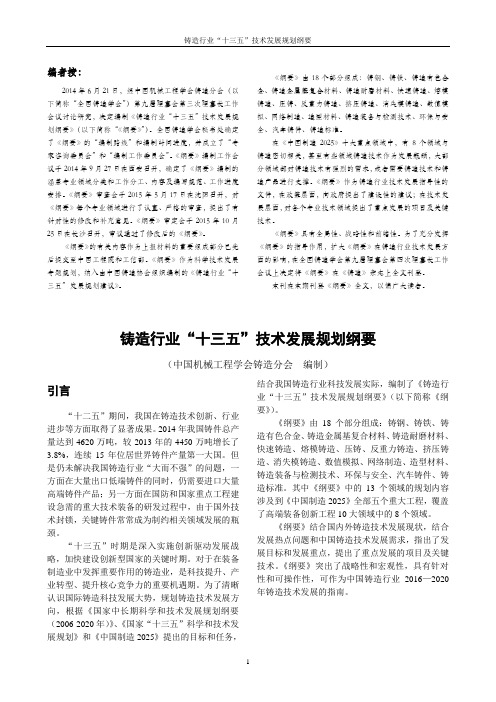
亚洲九国(地区)精密铸造生产情况1产量分布表1所示为各国(地区)生产状况的预测。
2001年亚洲九国(地区)的总生产产值金额约为13.80-14.00亿美无。
表2所示为各国(地区)生产金额的比例,其中中国为40%,日本29%。
台湾16%,韩国9%,其他五国合占6%。
表1 亚洲九国(地区)精密铸造生产预测表2 亚洲九国(地区)精密铸造生产产值的比例分配2.中国的精密铸造产业占第一位的中国精密铸造技术是在上世纪50年代中期开始应用于产业,上世纪90年初得到迅速发展,特别是最近几年间的增长非常显著。
表3如表3所示,中国精密铸造技术的品质水平大致分为两大类。
第一类为使用硅溶胶和硅酸乙酯为粘结剂的工艺,其中又可分为制造航空零件与气体透平零件的企业和制造一般机械零件的企业两类。
第二类为使用水玻璃作粘结剂的工艺,此类工艺生产的精铸件的精度和表面粗糙度比第一类低,但生产成本非常低,因可取代砂型铸造而得到了很大发展。
表1所示的中国精密铸造工厂有300个以上,而且仍在继续增加,2001年的总生产金额为5.488亿美元(45亿元RMB),年产铸件27.4万吨,其具体内涵如表3所示。
第一类的航空及气体透平零件等高品质铸件的销售金额为0.366亿美元,一般机械零件为3.415亿美元。
第二类的销售金额为1.707亿美元。
特别是第一类的销售金额,近10年间从0.122亿美元(1亿元)大幅增加到3.78亿美元(31亿元)。
第一类的出口金额在1991年为0,而到2001年达到了3.415亿美元(28亿元),特别是1995年的出口金额增长惊人,6年间增长了9倍以上。
第二类铸件的生产产量由1988年的5万吨增加到了2001年的20万吨,其中的30%约6万吨出口,出口金额约为0.512亿美元(4.2亿元)。
第一类和第二类合在一起的2001年的总出口金额达到了中国精铸件全部的70%以上。
虽然没有确实可靠的统计,但现在在中国的外资精密铸造工厂约有82家,其中第一类的工厂中约占33%,这些工厂大部分为台湾和香港进入的企业,其次为日本、韩国、美国资本的工厂。
国内外消失模铸造技术的发展
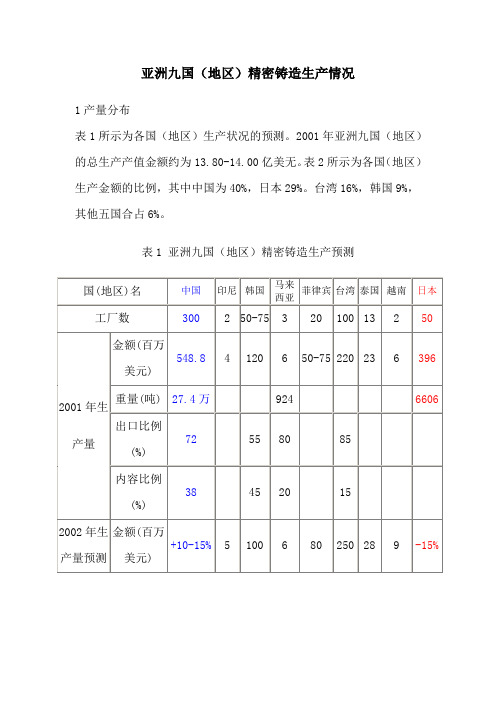
国内外消失模铸造技术的发展山东大学姜青河教授一.国内消失模铸造发展情况及主要问题据中国铸造协会统计,2003年我国逐渐产量达到1987万吨,到2004年我国铸造企业达到2.6万家,铸件产量和铸造企业数量均居世界第一位,确立了我国铸造大国的地位。
消失模铸造技术作为一种先进的铸件成型方法,近年来在世界上得到了迅速的发展。
在西方发达国家由于机械化,自动化消失模铸造生产线的陆续建成投产,以及所生产的显著经济和社会效益,使这项技术呈现出强大的生命力。
前几年我国消失模铸造技术应用虽然进展缓慢,但是在近五年来得到了快速发展。
特别是由于消失模铸造设备投资少、工艺路线短、工序简化、占地面积小、铸件尺寸精度和外观精度高,许多原有的中校铸造企业也越来越多地采用该项技术。
但是,有些企业对该技术的认识不足,对出现的问题未加仔细研究分析,在操作中也未能加以重视,导致铸件质量波动,就认为消失模铸造技术不适应自己的情况而放弃。
在选择是否采用消失模铸造工艺的时候,要综合分析产品结构、批量大小、铸件材质、质量要求、投资大小等因素。
对于结构不太复杂、批量要求较大的箱体件、管件等,采用消失模铸造工艺是比较成功的。
在初次进行消失模铸造试生产时,建议先选择简单铸件,原材料选用优质材料,尽量保证初试成功,增强对这种工艺的信心。
等到技术掌握比较熟练后,可以逐步采用国产一般材料,并采用自己设计的工艺。
在投产之前,建议企业多了解消失模铸造工艺的特点和基本技术要求,多于消失模铸造专业技术人员沟通,比如参加相应的技术培训,出席相应的专业技术会议、聘请大专院校、科研院所专业技术人员进行技术指导等。
下面从三个方面介绍消失模铸造中应注意的问题:1. 模样模样材料通常称为珠粒,消失模铸造采用的珠粒一般分为三种:EPS(聚苯乙烯)、STMMA(共聚树脂)和EPMMA(聚甲基丙烯酸甲酯)。
三者都属于高分子材料。
对于低碳钢铸件,模样材料中的碳容易使铸件表面产生积碳现象,导致碳缺陷。
中国铸造简史及发展简介

人类冶金技术的第三次大发展是: 发明液态炼钢、机械化冶炼和加工技术。这次大发展的技术原因是 欧美等国家充分利用蒸汽机、电动机和机械装置的技术优势和金属理论 优势。
商代时期的青铜冶铸场景
冶 铜 从 公 元 前 五 千 ቤተ መጻሕፍቲ ባይዱ 前 开 始
古代三大铸造技术的应用
我国的金属铸造生产,历史悠久、成就辉煌。古代劳动人 民通过世代相传的长期生产实践,创造了具有我国民族特色的 传统铸造工艺,其中以泥范、铁范和熔模铸造最重要,称为古 代三大铸造技术。
泥范铸造 我国在夏代已能用石范 (范,模子) 铸造青铜器,但石 料不易加工,也不耐高温,在制陶术发达的基础上,很快就改 用泥范。用泥范铸造器物,是我国古代最主要、应用最普遍的 铸造方法。 商代早期的泥范,有两合范、三面范和内范,用以铸造凿、 锛、爵等小型生产工具和日用器具。
熔模铸造工艺精细,能铸造用一般方法无法得 到的艺术铸件。
熔模铸造精品
• 1978年湖北随县出土的曾侯乙尊盘,研究发现是失蜡法所铸, 说明中国在春秋时期已经发明这种技术。
二. 青铜发展史
青铜是人类历史上的一项伟大发明,是世界冶金 铸造史上最早的合金。红铜加入锡、铅,成为一种新 的合金,这种合金历经几千年的化学反应,其表面出 现一层青灰色的锈,所以今人谓之“青铜”,而古人 则将这种合金称之为“金”,文献中所讲的“赐金”、 “受金”,即指青铜。
青铜时代(Bronze Age)是由丹麦的考古学家 G·J·汤姆森首先提出来的人类物质进化史上的分期概 念。世界上所有的古老文明都经历了石器时代、铜石 并用时代、青铜时代和铁器时代。中国古代劳动人民 在青铜时代(距今约 4000年至 2200年)创造了独步 世界的青铜文化。
铝合金精密压铸造业行业分析报告一、行业概况
铝合金精密压铸造业行业分析报告作者:单衍明一、行业概况1、行业与细分市场铝合金精密压铸件的研发、生产和销售,根据中国证监会2012年颁布的《上市公司行业分类指引》(2012年修订)以及国家统计局《国民经济行业分类》(GB/T4754-2011)属于C32有色金属冶炼与压延加工业。
细分行业为C3250有色金属铸造业,指有色金属及其合金铸造的各种成品、半成品的制造。
2、行业基本情况(1)压铸的概述压铸(亦称“压力铸造”)是指在高压作用下,使液态或半液态金属以较高的速度充填压铸模具型腔,并在压力下成型和凝固而获得铸件的方法,是铸造工艺中应用最广、发展速度最快的金属热加工成形工艺方法之一,在有色金属铸造中占据主导地位,发展前景好。
压铸作为面向多行业的通用成型工艺,具有以下特点:1)设备通用性强,产品面向多个行业。
由于压铸件的成形在模具内完成,其大小和形状取决于所选用的模具,因此压铸件生产所用的压铸机和加工所用的加工中心均具备很强的通用性。
利用这些设备可以生产和加工出适合不同行业所需要的零部件。
目前,各类合金压铸件产品广泛应用于兵器、汽车与摩托车、通讯、自动扶梯、机电、航空航天、仪器仪表、家电、计算机、日用五金、机械和建筑装饰等多个行业。
2)压铸产品的基材广泛,性能良好。
压铸作为一种先进的有色合金精密零部件成形技术,适应了现代制造业中产品复杂化、精密化、轻量化、节能化、绿色化的要求,应用领域不断拓宽。
压铸件所具有的优良综合性能,是基于所使用轻质合金材料的优异性能。
目前压铸行业所使用的基材主要是铝合金、锌合金、铜合金、镁合金等合金材料,其中铝合金占的比例最高(约73%),锌合金次之(约占25%),镁合金约占1%。
随着压铸设备和工艺技术的提高,铝合金压铸件产品应用范围在现有基础上将不断扩大,而镁合金压铸产品将成为未来压铸行业发展的方向之一。
3)有竞争优势的压铸企业可成为直接面向多个客户的专业化零部件供应商。
压铸既是制造业的一种重要的基础工艺,也可以是一个独立的产业。
2008年全球铸件产量统计报告出炉 中国再度位居排行榜首位
年相 比 ,增 长 了1 . 99 %。但这 种情形 在两年后却 发生 了 颠倒 ,2 0 年 日本铸 件产 量 以两 位 数 的幅度 下降 。在 08
前 十 名 排 行 榜 中 , 日本 铸 件 产 量 的 降 幅最 为 明 显 ,
2 0 年铸件产 量为 5 5 ,比2 0 年下 降 了1 . 08 6 万t 07 8 %。在 8
报告 中还 特别提 到 :2 0 年 中 国铸 件 产量 持续 高 08
按生产率 ( 个铸造 厂的平均产 量)排列顺 序是 : 每
1 国 ( 6 0t;2法国 ( 8 ;3 国 ( 7 ; 德 9 4 ) 49 5 ) 美 t 49 0t )
4俄罗斯 ( 7 7 ) 4 2 ;5日本 ( 3 2 ) 巴西 ( 5 4 ) t 3 2 ;6 t 2 0 t; 7 韩国 ( 6 23 6 D;8 意大利 ( 2 0 ) 2 6 t;9印度 ( 4 5) 1 5 ; I
受全 球经 济不 景气 的影 响 ,某 些 国家感 觉到 了比 其他 国家更大 的压力 。 日本 :2 0 年 , 日本 铸 件 产量 为 7 0 t 06 9 万 ,与2 0 05
幅 由前两年 的两位数 降至 71 . %,但仍 为世 界最 大增 幅。
中国3 5 万t 0 的铸件 产量数 据 占到了全球铸 件产量 统计 3 数 据 的3 %。巴西 、韩 国 、波 兰 、挪 威 和 丹麦 等 国取 6
1 0中国 ( 1 7 ) 1 。 1t
幅度 增 长 ,铸 件 产量 占全球 铸件 产 量 的3 %。但 这 种 6 状 况 似乎 不 能代 表 全球 铸 件 产 量 的走 势 。表 3 是 2 0 .0 8 0 42 0 年全球铸件产 量 的增长 情况 。 报 告显示 ,多数铸件 生产 国2 0 年铸件 产量下 降 , 08 少数 国家 增长 ,其 中 中国铸件 产 量增 幅达 71 . %。少 数 几个铸 件产量增加 的 国家 的情 况如下 : 巴西 :这个位 于南美 的国家 ,铸 件产量 持续增 加 ,
HT150阀体的铸造工艺设计-毕业论文
---文档均为word文档,下载后可直接编辑使用亦可打印--- 摘要本文通过对灰铸铁阀体的铸造工艺方案的设计,包括浇注位置、分型面的选择,砂芯和各项铸造工艺参数的确定以及浇注系统、砂箱、芯盒、模板的设计。
根据铸件小的特点,分为一箱四件,并采用封闭式的浇注系统的方法。
通过对凝固过程的温度场和铸造缺陷的分析,对工艺进行改进,然后绘制屏分析铸造工艺图与合箱图,将数据具体化,有效地调整工艺参数,减少可能出现的铸造缺降,保证工艺的可靠性。
最后设汁出合理的铸造工艺方案。
关键词:阀体;铸造工艺设计;浇注系统;铸造工艺图.AbstractIn this paper, the casting process design of gray iron valve cover, including casting location, parting surface selection, sand core and casting process parameters determination and casting system, sand box, core box, template design. According to the characteristics of small castings, it is divided into four parts in one box, and the method of closed casting system is adopted. By analyzing the temperature field of solidification process and casting defects, the process was improved, and then the screen was drawn to analyze the casting process diagram and box diagram, and the data was materialized to effectively adjust the process parameters, reduce the possible casting loss and ensure the reliability of the process. Finally, a reasonable casting process plan was established.Key words: valve cover; Casting process design; Casting system; Casting process drawing.目录一绪论 (6)1.1概述 (7)1.2铸造行业的历史 (8)1.3国内铸造行业的现状 (8)1.4铸造工艺(技术)发展展望 (9)1.5本课题的研究内容 (10)二铸件结构的工艺性 (10)2.1零件的设计 (10)2.2铸造工艺对铸件结构的要求 (12)三铸造工艺方案的设计 (13)3.1造型和造芯方法的选择 (13)3.2浇注位置的确定 (14)3.3分型面的选择 (15)3.4砂箱中铸件的数量及排列方式 (16)四铸造工艺参数及砂芯的设计 (16)4.1铸造工艺参数的确定 (16)4.2砂芯的设计 (21)五浇注系统的设计 (22)5.1浇注系统类型的选择 (22)5.2浇注系统尺寸的确定 (22)5.3直浇道的设计 (25)5.4横浇道的设计 (25)5.5内浇道的设计 (26)5.6浇口杯的设计 (27)5.7冒口的设计 (27)5.8冷铁的设计 (27)六铸造工艺装备设计 (27)6.1模样的设计 (27)6.2模板的设计 (28)6.3芯盒的设计 (31)6.4砂箱的设计 (32)七铸件的落砂、清理及后处理 (35)7.1铸件的冷却 (35)7.2落砂 (35)7.3表面清理 (35)7.4铸件的矫形 (35)7.5铸件的缺陷修补 (36)7.6铸件的内应力消除 (36)结论与展望 (36)参考文献 (38)小结引言重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。
印度铸造业概况
印度铸造业概况印度铸造业概况2010-04-16 21:24根据最新公布的世界铸件产量统计数据,2007年的印度铸件总产量达到777.1万吨,占全球铸件总产量的8%,全球排名第四;灰铸铁件产量为533.2万吨,全球排名第二;铸钢件产量96.4万吨,全球排名第四。
从2002年至2007年,印度铸件产量飞速增长,增幅约为130%。
中国热加工网2007年,英国、日本和美国的铸件产量与去年同期相比,均不同程度下降,降幅在5~34%之间。
印度、西班牙和土耳其的铸件产量与去年同期相比均增长了8~9%,而波兰、中国和俄罗斯的铸件产量增幅则达到了11~13%。
目前,印度可以生产符合国际标准的各种等级的铸件,广泛用于汽车、铁路、泵、压缩机、阀、柴油机、水泥/电力/纺织机械、航空航天、卫生管道和配件、发电设备、建筑、基础设施建设等领域。
铸件的材质包括黑色金属、有色金属、铝合金、球墨铸铁、钢等,其中灰铸铁件约占总铸件量的70%。
中国热加工网全国大约有4550套铸造生产设备。
小型设备占80%,中型设备15%,大型设备5%。
并且大约有750~800套设备拥有国际质量认证。
印度的大型铸造厂是现代化的、一流的、在国际上拥有竞争力。
在2008年9月份以前,他们的生产任务饱满。
9月以后,由于全球经济的衰退,铸造业深受影响。
特别是生产汽车及其部件铸件的企业,受冲击比较严重,农用机械、拖拉机、铁路、发电设备所受的影响要小于汽车领域。
同时海外订单的明显减少,铸造业产量大幅度下滑,当前印度铸造厂的生产量只有以前的40~50%。
为应对国际金融危机,帮助铸造业走出困境,印度政府采取积极措施拉动下游行业的需求,具体措施有降低利率和国产税,加强出口信用保障制度等。
中国热加工网1、重要的产业集群区印度有很多产业集群区。
一些大的集群有巴塔拉、贾朗达尔、卢迪亚纳、贝尔高姆、钦奈、柯哈普尔、拉贾考特、哥印拜陀、豪拉、阿格拉和潜那。
中国热加工网巴塔拉、贾朗达尔和卢迪亚纳以机床零件、农用机械及拖拉机零件、汽车和阀类零件以及管配件等著称。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
F OUNDRY
VO I . 6 3 NO . 1
表2 各国铸造企业数
表 4 各 国 家 和地 区 总产 量 发 展 趋 势
注 :" 2 0 1 1 年数据 ,* ' 2 0 1 0 年 数据
A )黑色合金总和。
表3 各国铸件总产值
, 美元
注 :" 2 0 1 1 年 数据 ,* ' 2 0 1 0 年 数据 ;该 表格不包 括只提供 一年数 据的国家 ,因此总产量可能会 与前 面统计 的总产量不 同。
表5 十大铸件生产 国排名
/ t
注 :+ 黑色合金 总和。
件 产量带 来 了最 大 的增 长 ,其 中 中国 、美 国 和印度 总
洛伐克 和匈 牙利 ,已经复苏并超过 2 0 0 8 年 的产 量 。 欧洲 的铸 件产量 下 降 了5 0 万t ,而北 美 由于有美 国 的支撑 t  ̄ 2 o l 1 年增长了1 2 0 万t 。 中国也 t L 2 o l 1 年 增 加
了3 %。
产量 增加近 1 4 0 0 万t 。同时 ,在 欧洲 ,情 况依然 比较复 杂 。西半 部仍 低 于经 济衰 退前 的水 平 ,德 国 、意 大利 和法 国还在 复苏 中。东半 部 ,包 括 波兰 、乌 克兰 、斯
( 张春艳
译 ,来 源 ( ( Mo d e r n Ca s t i n g ) ) )