数控车床的主传动系统设计
CK6150数控车床主传动系统设计
CK6150数控车床主传动系统设计辽宁科技大学本科生毕业设计CK6150数控车床主传动系统设计摘要机械制造业是国民经济的基础产业,它的发展直接影响到国民经济各部门的发展,也影响到国计民生和国防力量的加强。
而机床在机械制造业中扮演着举足轻重的角色,今天,普通机床已经满足不了加工的需求,从而出现了数控机床。
本设计的题目是设计CK6150主传动系统。
其主要对机床技术参数进行拟定,齿轮模数进行估算和验算,带轮尺寸和v带根数进行设计,根据需要选取适当的电机和轴承,并对轴承进行使用寿命验算,对传动轴进行刚度校核。
CK6150采用电动机的无级变速和机械齿轮的分级变速相结合的方式进行变速,可以在不停车的情况下得到转速范围内的任意转速,减少了速度损失和辅助加工时间,从而提高生产率。
设计过程中尽量使用标准件,使制造和装配更加方便。
设计过程中考虑了各零部件的空间尺寸和拆卸顺序,以保证结构尺寸设计的合理性。
关键词:数控机床,主传动系统,无级变速,机械制造业辽宁科技大学本科生毕业设计CK6150 CNC lathes Main Transmission SystemABSTRACTMachinery manufacturing industry is the basic industry of the national economy, and its development directly affects the development of various sectors of the national economy, but also affects the strengthening of the national economy and national defense forces. Themachine plays a pivotal role in the machinery manufacturing industry, today, general machine tools has failed to meet processing demands, which appeared in CNC machine tools. The design of the subject is to design CK6150 main drive system. The main technical parameters of the machine preparation, gear modulus estimate and checking, v belt pulley size and the number of the design, according to the need to select a suitable motor and bearings, and bearing life checking, carried on the shaft stiffness check. CK6150 uses the electric motor and a continuously variable mechanical gear shift grading combination of variable speed, you can get any speed within the speed range without stopping, reducing the speed loss and auxiliary processing time, thus increasing productivity. The design process to make use of standard parts, the manufacturing and assembly easier. The design process to consider the spatial dimensions of the various components and disassembly sequence in order to ensure the reasonableness of the structure size design.Key word:CNC machine tools; main drive system; CVT; machinery manufacturing 辽宁科技大学本科生毕业设计目录1 绪论...................................................................... .. (1)1.1数控机床的特点 ........................................................................................................... 1 1.2国产数控机床的发展现状 ..................................................................... . (1)1.3国内数控机床的发展趋势 ..................................................................... . (3)1.3.1智能、高速、高精化 ..................................................................... .. (3)1.3.2设计、制造绿色化 ..................................................................... (3)1.3.3复合化于系统化 ..................................................................... . (3)2 机床技术参数的拟定 ..................................................................... (4)2.1 确定极限转速和转速范围 ..................................................................... (4)2.1.1 计算主轴最高转速 ..................................................................... .. (4)............................................................ 5 2.1.2 计算主轴最小转速 ................................2.2 确定动力参数 ..................................................................... .. (5)2.2.1计算切削力...................................................................... . (5)2.2.2计算切削功率 ..................................................................... . (6)2.2.3估算电动机功率...................................................................... (6)3 传动部分设计...................................................................... .. (8)3.1 画机床转速图 ..................................................................... ......................................... 8 3.2 计算各轴输出功率和输出转矩 ..................................................................... ........... 10 3.3 带轮的设计 ..................................................................... . (10)3.3.1确定计算功率 ..................................................................... (10)V3.3.2选择带带型 ..................................................................... (11)3.3.3 确定带轮基准直径并验算带速 ......................................................................11v3.3.4确定带中心距和基准长度 ..................................................................... . (12)3.3.5验算小带轮上的包角 ..................................................................... (12)3.3.6计算带的根数 ..................................................................... ........................... 13 z辽宁科技大学本科生毕业设计3.4 齿轮设计 ..................................................................... .. (13)3.4.1 确定各齿轮齿数 ..................................................................... . (14)3.4.2 估算齿轮模数 ..................................................................... .. (14)3.4.3 验算齿轮模数 ..................................................................... .. (18)284 轴的校核 ..................................................................... .............................4.1 ?轴的受力分析 ..................................................................... .................................... 28 4.2 按弯扭合成应力校核轴强度 ..................................................................... (30).................................................................... ........ 31 4.3 轴的刚度校核 ................................4.4轴载荷点的挠度计算 ..................................................................... . (32)4.5轴的支撑点的倾角校核 ..................................................................... (33)4.5.1水平面倾角校核 ..................................................................... .. (33)4.5.2垂直面倾角校核 ..................................................................... .. (34)36 5 滚动轴承的验算 ..................................................................... .................. 结论...................................................................... (38)致谢...................................................................... (39)参考文献 ..................................................................... (40)第 1 页辽宁科技大学本科生毕业设计1 绪论1.1数控机床的特点数控机床通常由伺服系统、控制系统、机械传动系统、检测系统系统及其他辅助系统组成。
CK6140数控车床主传动系统设计

CK6140数控车床主传动系统设计数控车床的主传动系统是整个机床的核心组成部分,它主要由主轴、主轴驱动装置和主动工具头等组成。
设计一个稳定可靠的数控车床主传动系统,需要考虑诸多因素,如主轴精度、刚度、转速范围、加工能力等。
首先,主轴是数控车床主传动系统的核心部件,其精度和刚度直接影响到整个机床的加工质量。
主轴通常由高强度、高刚性的合金钢材料制成,并通过精密加工和热处理工艺提高其表面质量和硬度。
主轴的设计应考虑转动稳定性、轴向和径向刚度等因素,以确保在高速运转和大负载下能保持较小的振动和变形。
其次,主轴驱动装置主要是通过电机将动力传递给主轴,实现车床的加工运行。
常见的主轴驱动装置包括皮带传动、齿轮传动、液压传动等。
不同的传动方式具有不同的特点,需要根据数控车床的具体要求进行选择。
同时,主轴驱动装置还需要考虑电机的功率、转速调节范围、动态响应性能等因素,以满足不同加工工艺和加工材料的需求。
另外,主动工具头也是数控车床主传动系统的重要组成部分。
主动工具头一般由进给系统和切削工具组成,其主要功能是控制刀具的进给速度和刀具路径,实现工件的加工。
进给系统通常由伺服电机、滚珠丝杠等组成,将电机的旋转运动转化为刀具的直线运动。
切削工具的选择要根据不同的加工工件和加工要求进行,可以是转动刀具、切削刀具或磨削工具等。
除了上述部件,数控车床主传动系统的设计还需要考虑其控制方式和辅助装置。
传统的数控车床主传动系统采用闭环控制,通过编码器和反馈系统实现对主轴和主动工具头运动的精确控制。
辅助装置如冷却系统、润滑系统、自动换刀系统等,可以提高加工效率和工作环境的安全性。
总的来说,设计一个稳定可靠的数控车床主传动系统需要充分考虑主轴精度、刚度,主轴驱动装置的选择,主动工具头的设计以及控制方式和辅助装置的配置等因素。
只有在满足加工要求的前提下,才能实现高效、精确和安全的数控车床加工操作。
数控车床的主传动系统设计PPT
在进行动态特性分析时,需要考虑主轴的转速、转矩和刚度等参数,以及传动系统的固有频率和阻尼比等特性。 通过分析这些参数,可以评估主传动系统在加工过程中的稳定性,预测可能出现的振动和噪声问题,并采取相应 的措施进行优化设计。
强度与刚度分析
总结词
强度与刚度分析是评估主传动系统在承受外力和变形时的性能表现,以确保系统的可靠性和稳定性。
总结词:传统设计
详细描述:该实例介绍了一种传统的数控车床主传动系统设计,主要采用齿轮传 动和链传动组合的方式,具有结构简单、可靠性高的优点,但效率较低,适用于 一般加工需求。
实例二:主传动系统的改进设计
总结词:优化设计
详细描述:该实例针对传统主传动系统的不足,进行了优化改进。采用新型轴承和材料,提高了传动效率和稳定性,减少了 维护成本,适用于高精度、高效率的加工需求。
设计目的和意义
设计目的
设计出高效、稳定、可靠的数控车床主传动系统,满足加工精度和效率的要求, 提高生产效率和产品质量。
意义
主传动系统设计的优劣直接影响到数控车床的性能和加工精度,进而影响到整个 机械制造行业的生产水平和产品质量。因此,对数控车床主传动系统进行合理设 计,对于提高机械制造行业的整体水平具有重要意义。
要点二
详细描述
在进行热特性分析时,需要考虑主轴的转速、切削力和材 料导热系数等参数。通过建立热传导模型,可以预测主传 动系统在不同工况下的温度变化和热变形情况。根据分析 结果,可以采取相应的散热措施和热补偿技术,提高系统 的热稳定性和加工精度。
06 主传动系统实例分析
实例一:某型号数控车床主传动系统设计
高耐磨材料
选用高耐磨材料,如陶瓷和硬质 合金,以提高主传动系统的使用 寿命和可靠性,减少维护成本。
C618数控车床的主传动系统设计

第四章主传动部分改造与设计在改造设计之前,让我们先来看一下数控机床主传动与普通机床相比所具有的特点:1)采用调速电机驱动,以满足主轴根据数控指令进行自动变速的需要;2)传动路线短,从而简化了主传动系统机械结构;3)转速高、功率大;数控机床的主传动系统除应满足普通机床传动要求外,还应满足如下要求:○1具有更大的调速范围,并实现无极调速。
数控机床就要为了保证加工时能选用合理的切削用量,充分发挥刀具的切削性能,从而获得最高的生产效率、加工精度和表面质量,必须有更高的转速和更多的调速范围。
为了适应各种工序和各种加工材质的要求,主运动的调速范围还应进一步扩大。
②具有较高的精度和刚度,传动平稳,噪声低。
数控机床加工精度的提高,与主传动系统的刚度密切相关。
为此,应提高传动件的制造精度与刚度,齿轮齿面进行高频感应加热淬火增加耐磨性;最后一级采用斜齿轮传动,使传动平稳;采用高精度轴承及合理的支承跨距等,以提高主轴件的刚性。
③具有良好的抗振性和热稳定性。
数控机床上一般既要进行粗加工,又要精加工;加工时可能由于断续切削、加工余量不均匀、运动部件不平衡以及切削过程中的自激振动等原因引起的冲击力或交变力的干扰,使主轴产生振动,影响加工精度和表面粗糙度,严重时甚至破坏刀具和或零件,使加工无法进行。
因此在主传动系统中的各主要零部件不但要求有一定的静刚度,而且要求具有足够的抑制各种干扰力引起振动的能力——抗振性。
抗震性用动刚度或动柔度来衡量。
如果把主轴组件视为一个等效的单自由度系统,则动刚k与动力参数的关系为:度dd k =22221⎪⎪⎭⎫ ⎝⎛+⎪⎪⎭⎫ ⎝⎛⎪⎪⎭⎫ ⎝⎛-n n k ωωξωω (4-1)式中: k —机床主轴结构系统的静刚度(m N μ/);ω—外加激振力的激振频率(Hz ); n ω—主轴组件的固有频率(n ω=mk ,m 为当量质量,k 为当量静刚度); ξ—阻尼比(ξ=cγγ,γ是阻尼系数,c γ是临界阻尼系数,c γ=n m ω2)。
数控机床的主传动系统方式
数控机床的主传动系统方式
1、数控机床对其主传动系统要求:
机床原点、坐标系和参考点
1)调速功能
2)功率要求
3)精度要求
4)动态响应性能
2、主传动方式
主轴在数控机床机械结构中起了非常重要的地位,如图1所示。
图数控机床的主轴系统
数控机床的主传动方式主要有三种:
1)带有二级齿轮变速的主传动方式。
2)通过定比传动的主传动方式,如1所示,主轴电机经定比传动传递给主轴,定比传动采用齿轮传动或带传动。
3)由主轴电机直接驱动的主传动方式,如图2所示。
图2 同步齿形带主传动方式图3 电主轴(电机直接驱动的主传动方式)
3、主轴部件结构
数控机床的主轴部件包括主轴、主轴的支承轴承和安装在主轴上的传动零件等。
主轴部件是机床的重要部件,其结构的先进性已成为衡量机床水平的标志之一。
4、主轴部件的支承
机床主轴带着刀具或夹具在支承件中作回转运动,需要传递切削扭矩,承受切削抗力,并保证必要的旋转精度。
数控机床主轴支承根据主轴部件的转速、承载能力及回转精度等要求的不同而采用不同种类的轴承。
5、主轴的准停装置
主轴的准停是指数控机床的主轴每次能准确停止在一个固定的位置上。
CK6163型数控车床主传动系统设计
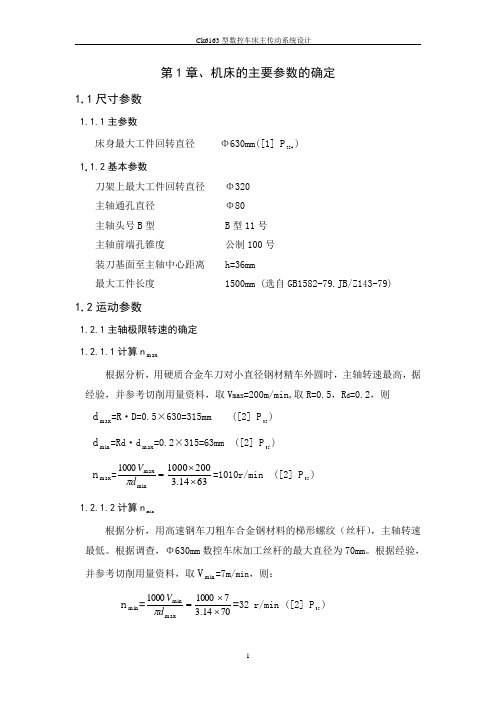
最后综合地分析比较计算和调查所得的结果,对主轴的最高转速,计算结 果为 1010r/min,调查结果 900r/min,根据用户需要并留有发展余地,取所设 计机床的主轴最高转速为 1000r/min,最低转速为 32r/min。 1.2.2 主轴转速级数的确定 1.2.2.1 主轴转速数列公比φ CK6163 数控车床适中、小型通用机床,取φ =1.26 1.2.2.2 主轴转速的级数 ([2] P 39 )
n 1000 lg max lg nmin lg Rn 32 1 16 1 Z= = +1= lg 1.26 lgφ lgφ
1.3 动力参数 主电动机功率的确定: 1.3.1 计算法 负荷切削规范 规范名称 CK6163 数控 车床最大扭 矩试验 加工方法 车外圆 工作条件
([2] P 41 )
n min =
1000 Vmin 1000 7 =32 r/min ([2] P 35 ) d max 3.14 70
1
Ck6163 型数控车床主传动系统设计
访问若干个使用Φ 630 数控车床的使用部门,了解并统计了这些机床的主 轴转速如下: 加工轴类零件 加工盘形零件 机修工作 车大导程螺纹
5
Ck6163 型数控车床主传动系统设计
离 器,可直接传动主轴,得到 4 级高速;若经背轮机构,可得到 4 级低速,它的 结构式为 8=Z 2 ³Z 1 ³Z 4 , 背轮机构作为第二扩大组, 其得 8 级转速。 如前计算, 主轴转速为 16 级,故采用增加一个变速组传动系统来扩大变速范围和变速级 数。本题采用增加一个变速组的传动系统,传动数为 2,作为最后一个扩大组, 则 其 结 构 式 为 Z=16= Z 2 ³ Z1 ³ Z 4 ³ Z 8 。 最 后 扩 大 组 的 变 速 范 围
第3章数控机床主传动系统设计

3.3无级变速传动链的设计
数控机床的主运动广泛采用无级变速 。 无级变速优势: 在一定范围内,转速(或速度)能连续地变 换,从而获取最有利的切削速度。 数控机床一般都采用由直流或调速电动 机作为驱动源的电气无级调速。
(2)主要设计内容:
拟定结构式或结构网; 拟定转速图, 拟定各传动副的传动比; 确定带轮直径、齿轮齿数; 布置、排列齿轮,绘制传动系统图。
3. 2 分级变速主传动系统设计
3. 2. 1转速图的概念
转速图由“三线一点”组成,即传动轴线、转速 线、传动线和转速点。
3. 2 分级变速主传动系统设计
由Z, φ, n1可知主轴的各级转速应为: 31.5, 45, 63, 90, 125, 180, 250,500、710、 1000、1400。
2)变速组和传动副数的确定 :
变速组和传动副数可能的方案有: 12=4×3 12=3×4 12=3×2×2 12=2×3×2 12=2×2×3
3. 2 分级变速主传动系统设计
②绘制转速图: A、 本例所选定的结构式共有三个变速 组,变速机构共需4根轴,加上电动机轴 共5根轴,(电动机到I轴为定比带传动)故 转速图需5条竖线。主轴共12级转速,电 动机轴转速与主轴最高转速相近,故需 12条横线。然后,标注主轴的各级转速 及电动机轴的转速。
3. 1 主传动系统设计概述
(2)按传动装置类型 可分为机械传动装置 液压传动装置 电气传动装置 以及它们的组合
3. 1 主传动系统设计概述
(3)按变速的连续性 可以分为分级变速传动和无级变速传动。 分级变速传动是在一定的变速范围内均 匀、离散地分布着有限级数的转速,变 速级数一般不超过20~30级。 分级变速传动方式有滑移齿轮变速、交 换齿轮变速和离合器(如摩擦片式、牙嵌 式、齿轮式离合器)变速。
题目一:CK6136数控车床主传动系统设计

机床与数控机床实验指导书题目一:CK6136数控车床主传动系统设计机床类型:数控车床 主传动设计要求:满载功率5.5KW ,最高转速3000rpm,最低转速75rpm 变速要求:无级变速传动方案1.电动机容量的选择选择电动机容量就是合理确定电动机的额定功率。
决定电动机功率时要考虑电动机的发热、过载能力和起动能力三方面因素,但一般情况下电动机容量主要由运行发热条件而定。
电动机发热与其工作情况有关。
但对于载荷不变或变化不大,且在常温下连续运转的电动机(如本课题中的电动机),只要其所需输出功率不超过其额定功率,工作时就不会过热,可不进行发热计算,本设计中电机容量按以下步骤确定:(1)确定电机输出动率Pd (错误!未找到引用源。
)错误!未找到引用源。
传动装置的总效率 1213ηηηηη=(2.2)其中,1η―V 带轮传动效率,由资料[1],表2-2查得1η=0.96;2η―滚动轴承效率,由资料[1],表2-2查得2η=0.99;3η―圆柱齿轮传动效率,由资料[1],表2-2查得3η=98;由此,88.098.099.096.024=⨯⨯=η所以Kw P d 55.488.04==(3)选择电动机额定功率ed P如前所述,电动机功率应留有余量,负荷率一般取0.8~0.9,所以电动机额定功率选取为 5.5Kw(4)电动机电压和转速的选择小功率电动机一般选为380V 电压。
所以本电机的电压可选为380V 。
同一类型、功率相同的电动机具有多种转速。
一般而言,转速高的电动机,其尺寸和重量小,价格较低,但会使传动装置的总传动比、结构尺寸和重量增加。
选用转速低的电动机则情况相反。
要综合考虑电机性能、价格、车床性能要求等因素来选择。
本课题中数控机床的主轴的转速范围要求为75r/min~3000r/min 。
由于只有一根中间 传动轴,传动链较短,因此变速级数较少,故对电动机恒功率变速范围以及整个变速范围要求较高。
V 带传动比确定为121=i ;I 轴上齿轮传动比确定为122=i ;II 轴上两对直齿轮的传动比分别为213=i ,124=i 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章概论一、数控系统发展简史1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和部分代替脑力劳动的工具。
它与人类在农业、工业社会中创造的那些只是增强体力劳动的工具相比,起了质的飞跃,为人类进入信息社会奠定了基础。
6年后,即在1952年,计算机技术应用到了机床上,在美国诞生了第一台数控机床。
从此,传统机床产生了质的变化。
近半个世纪以来,数控系统经历了两个阶段和六代的发展。
二、国内数控机床状况分析(一)国内数控机床现状近年来我国企业的数控机床占有率逐年上升,在大中企业已有较多的使用,在中小企业甚至个体企业中也普遍开始使用。
在这些数控机床中,除少量机床以FMS模式集成使用外,大都处于单机运行状态,并且相当部分处于使用效率不高,管理方式落后的状态。
2001年,我国机床工业产值已进入世界第5名,机床消费额在世界排名上升到第3位,达47.39亿美元,仅次于美国的53.67亿美元,消费额比上一年增长25%。
但由于国产数控机床不能满足市场的需求,使我国机床的进口额呈逐年上升态势,2001年进口机床跃升至世界第2位,达24.06亿美元,比上年增长27.3%。
近年来我国出口额增幅较大的数控机床有数控车床、数控磨床、数控特种加工机床、数控剪板机、数控成形折弯机、数控压铸机等,普通机床有钻床、锯床、插床、拉床、组合机床、液压压力机、木工机床等。
出口的数控机床品种以中低档为主。
(二)国内数控机床的特点1、新产品开发有了很大突破,技术含量高的产品占据主导地位。
2、数控机床产量大幅度增长,数控化率显著提高。
2001年国内数控金切机床产量已达1.8万台,比上年增长28.5%。
金切机床行业产值数控化率从2000年的17.4%提高到2001年的22.7%。
3、数控机床发展的关键配套产品有了突破。
三、数控系统的发展趋势1.继续向开放式、基于PC的第六代方向发展基于PC所具有的开放性、低成本、高可靠性、软硬件资源丰富等特点,更多的数控系统生产厂家会走上这条道路。
至少采用PC机作为它的前端机,来处理人机界面、编程、联网通信等问题,由原有的系统承担数控的任务。
PC机所具有的友好的人机界面,将普及到所有的数控系统。
远程通讯,远程诊断和维修将更加普遍。
2.向高速化和高精度化发展这是适应机床向高速和高精度方向发展的需要。
3.向智能化方向发展随着人工智能在计算机领域的不断渗透和发展,数控系统的智能化程度将不断提高。
(1)应用自适应控制技术数控系统能检测过程中一些重要信息,并自动调整系统的有关参数,达到改进系统运行状态的目的。
(2)引入专家系统指导加工将熟练工人和专家的经验,加工的一般规律和特殊规律存入系统中,以工艺参数数据库为支撑,建立具有人工智能的专家系统。
(3)引入故障诊断专家系统(4)智能化数字伺服驱动装置可以通过自动识别负载,而自动调整参数,使驱动系统获得最佳的运行。
四、机床数控化改造的必要性(一)微观看改造的必要性从微观上看,数控机床比传统机床有以下突出的优越性,而且这些优越性均来自数控系统所包含的计算机的威力。
1、可以加工出传统机床加工不出来的曲线、曲面等复杂的零件。
由于计算机有高超的运算能力,可以瞬时准确地计算出每个坐标轴瞬时应该运动的运动量,因此可以复合成复杂的曲线或曲面。
2、可以实现加工的自动化,而且是柔性自动化,从而效率可比传统机床提高3〜7倍。
由于计算机有记忆和存储能力,可以将输入的程序记住和存储下来,然后按程序规定的顺序自动去执行,从而实现自动化。
数控机床只要更换一个程序,就可实现另一工件加工的自动化,从而使单件和小批生产得以自动化,故被称为实现了"柔性自动化"。
3、加工零件的精度高,尺寸分散度小,使装配容易,不再需要"修配"。
4、可实现多工序的集中,减少零件在机床间的频繁搬运。
5、拥有自动报警、自动监控、自动补偿等多种自律功能,因而可实现长时间无人看管加工。
6、由以上五条派生的好处。
如:降低了工人的劳动强度,节省了劳动力(一个人可以看管多台机床),减少了工装,缩短了新产品试制周期和生产周期,可对市场需求作出快速反应等等。
(二)宏观看改造的必要性从宏观上看,工业发达国家的军、民机械工业,在70年代末、80年代初已开始大规模应用数控机床。
由于采用信息技术对国外军、民机械工业进行深入改造(称之为信息化),最终使得他们的产品在国际军品和民品的市场上竞争力大为增强。
而我们在信息技术改造传统产业方面比发达国家约落后20年。
如我国机床拥有量中,数控机床的比重(数控化率)到1995年只有1.9%,而日本在1994年已达20.8%,因此每年都有大量机电产品进口。
这也就从宏观上说明了机床数控化改造的必要性。
数控化改造的市场空间机床的数控制化改造是一个方兴未的行业,从各种统计数字上看前途应该是十分光明的,例如:"在美国,日本和德国等发达国家,它们的机床改造人作为新的经济增长行业,生意盎然,正处在黄金时代。
由于机床以及数控技术的不断进步,机床改造是一个"永恒"的课题。
我国的机床改造业,也从老的行业进入到以数控技术为主的新的行业所以不难看出:1.国内的市场我国目前机床总量380余万台,而其中数控机床总数只有11.34万台,即我国机床数控化率不到3%。
近10年来,我国数控机床年产量约为0.6〜0.8万台,年产值约为18亿元。
机床的年产量数控化率为6%。
我国机床役龄10年以上的占60%以上;10年以下的机床中,自动/半自动机床不到20%,FMC/FMS等自动化生产线更屈指可数(美国和日本自动和半自动机床占60%以上)。
可见我们的大多数制造行业和企业的生产、加工装备绝大数是传统的机床,而且半数以上是役龄在10年以上的旧机床。
用这种装备加工出来的产品普遍存在质量差、品种少、档次低、成本高、供货期长,从而在国际、国内市场上缺乏竞争力,直接影响一个企业的产品、市场、效益,影响企业的生存和发展。
所以必须大力提高机床的数控化率。
2.进口设备和生产线的数控化改造市场我国自改革开放以来,很多企业从国外引进技术、设备和生产线进行技术改造。
据不完全统计,从1979〜1988年10年间,全国引进技术改造项目就有18446项,大约165.8亿美元。
这些项目中,大部分项目为我国的经济建设发挥了应有的作用。
但是有的引进项目由于种种原因,设备或生产线不能正常运转,甚至瘫痪,使企业的效益受到影响,严重的使企业陷入困境。
一些设备、生产线从国外引进以后,有的消化吸收不好,备件不全,维护不当,结果运转不良;有的引进时只注意引进设备、仪器、生产线,忽视软件、工艺、管理等,造成项目不完整,设备潜力不能发挥;有的甚至不能启动运行,没有发挥应有的作用;有的生产线的产品销路很好,但是因为设备故障不能达产达标;有的因为能耗高、产品合格率低而造成亏损;有的已引进较长时间,需要进行技术更新。
种种原因使有的设备不仅没有创造财富,反而消耗着财富。
这些不能使用的设备、生产线是个包袱,也是一批很大的存量资产,修好了就是财富。
只要找出主要的技术难点,解决关键技术问题,就可以最小的投资盘活最大的存量资产,争取到最大的经济效益和社会效益。
这也是一个极大的改造市场。
机床改造的效益分析提高机床数控化效率有两个途径:一是购买新的数控机床;二是对旧的机床进行改造而对于一个机床拥有量大,经济财力又不足的发展中国家来说,采用旧机床改造来提高设备的先进性和数控化率是一个极其有效和使用的途径,采用第二中方法有以下的优点:1、减少了投资和交货的期限同购置新的数控机床相比,一般可以节省60%到80%的费用,改造的费用大大减低。
2、机械的稳定性可靠机床的床身,立柱等基础件都是重而坚固的铸铁构件,而铸件越久自然失效充分,内应力的消除使得比新的铸件更稳定,这些铸件的使用又可以节约社会资源,又减少了铸铁件生产时对环境的污染。
3、熟悉了解设备结构性能,便于操作维修,购买的新设备,事先很难前面了解机床的结构性能,以至很难预算是否完全适合加工要求,而改造则完全可以避免这种情况,并且大大缩短了对数控机床在使用和维修方面的培训时间,机床一旦改装完成,很快就可以投入使用,见效较快。
4、可以充分利用现有的条件可以充分利用现有的地基,不必像购新机时重新构筑新基,同时工夹具、样板和外设备也可以在利用。
5、可更好的因地制宜合理筛选功能购买现成的通用型机床,往往对一个具体的生产加工有一些多余的功能,又可能缺少某一个专用的特殊功能,如向机床制造厂提出特殊定货要求,增加某些特殊的加工要求,往往费用大,交货的日期又长。
而采用改造方案就可以根据生产加工要求,采用组合的方法再某些部件设计改造成专用的数控机床。
6、可及时采用最新技术,充分利用社会资源由于技术进步和我国机床功能部件专业化生产的发展,目前已有众多的疏忽资源支持机床方面的改造,如随意采购各种尺寸的滚珠丝杠副,且交货期短;采用贴塑导轨新技术,可使传统的滑动导轨的摩擦系数降低五至十几倍来防止爬行,还可以使得刮研极容易,等等例子说明有一大批社会资源,可根据技术更新的发展速度,及时地采用最新技术来提高生产设备的自动化水平和效率,提高设备质量和档次,将旧机场改造成当今水平的机床。
第二章普通车床的数控改和可行性论证对于普通车床的经济型数控改造,在考虑总体设计方案时,应遵循的原则是:在满足设计要求的前途下,对机床的改动应尽可能的少,以降低成本。
一车床的数控改造(一)、数控机床工作原理及组成1.数控机床工作原理:数控机床加工零件时,首先应编制零件的加工程序,这是数控机床的工作指令。
将加工程序输入到数控装置,再由数控装置控制机床主运动的变化、起停,进给运动的方向、速度和位移量以及其它如刀具选择交换、工件夹紧松开和冷却润滑的开、关等动作,使刀具与工件及其它辅助装置严格的按照加工程序规定的顺序、轨迹和参数进行工作,从而加工出符合要求的零件。
2.数控机床的组成:数控机床主要由控制介质、数控装置、伺服系统和机床本体等四部分组成,其组成框图如图2-1 给系统的设计动自动变速原理及改造后的机床传动系统图的设计、机床调速电动机控制电路的设计、电磁离合器的设计计算。
本设计任务是对卧式车床进行数控化改造,实现微机对车床的数控化控制。
利用微机对车床的纵向、横向进给系统进行数字控制,并要达到纵向最小运动单位为mm 脉冲,横向最小运动单位mm 脉冲,主运动要实现自动变速,刀架要改造成自动控制的自动转位刀架,要能自动的切削螺纹。
(三)、数控部分的设计改造1、数控系统运动方式的确定数控系统按其运动轨迹可分为:点位控制系统、连续控制系统。
点位控制系统只要求控制刀具从一点移到另外一点的位置,而对于运动轨迹原则上不加控制。
连续控制系统能对两个或两个以上坐标方向的位移进行严格的不间断的控制。