“功能量规”简介(PDF)
量规名词解释
量规名词解释
量规是数学中的一个基本概念,用于定义和描述系统中的量和测量单位。
量规可以分为几何量规和代数量规,分别用于描述几何和代数领域中的量和测量单位。
在几何中,量规用于定义线段的长度、圆的面积、球的体积等物理量。
例如,一条线段的长度可以用一条线段的长度量规来定义,而圆的面积可以用圆的面积量规来定义。
在代数中,量规用于定义变量之间的转换关系。
例如,在矩阵乘法中,矩阵A
和矩阵B的大小关系可以用一个矩阵的大小量规来表示。
这个量规可以定义一个大小为n×m的矩阵A的大小为A的大小,而大小为n×n的矩阵B的大小为B的大小。
除了定义物理量之外,量规还广泛应用于计算机科学、统计学等领域。
例如,在编程中,算法的时间复杂度可以用算法的时间复杂度量规来表示,而数据的分
布可以用数据分布量规来描述。
量规是数学中非常重要的概念,可以用于定义和描述系统中的量和测量单位。
了解量规的定义和应用对于从事数学和相关领域的人员来说非常重要。
量规仪器简单讲
2、统一性
统一性是计量学最本质的特性,从计量的 定义可看出计量的统一和一致。它不仅对单位统 一,还是对量值准确可靠的要求,也就是对计量 活动结果是否符合规定的技术指标。
3、溯源性
为了使计量结果准确可靠,任何量值都必须 溯源于该量值的基准(国家基准或国际基准)。 也就是任何量值均能追溯到 ”源“ 头。量值的 基准,是确保计量活动结果能满足量值的准确可 靠和统一的基础。
三、千分尺
千分尺是应用螺旋副传动原理,将回转运动变为直线 运动的一种量具,主要用来测量各种外尺寸。
1—尺架;2—测砧;3—测微螺杆;4—锁紧装置;5—固定套管 6—微分筒;7—测力装置;8—隔热装置
注意事项:
1、不能将千分尺当作其他工具使用,如当锒头敲击工件等; 2、使用前,使用人员应将测量面的油污擦干净,检查千分 尺各部分作用是否正常、可靠,“0”位是否准确; 3、测量工件时,应用测力装置测量,将千分尺两测砧距离 调至略大于被测物的尺寸;轻轻卡住被测物,然后调节粗 调旋钮,使两测砧逐渐靠近被测物,当即将完全靠近时转 调旋钮直至千分尺微调旋钮发出三声“咔咔咔”打滑之声; 4、测量时不可强行卡住被测物; 5、测量完毕后,应使两测量面保持一定缝隙,以防测量面 锈蚀。
二、按专业可分为: 十大计量
1、长度计量 2、热学计量 3、力学计量 4、电磁学计量 5、无线电计量 6、时间频率计量 7、声学计量 8、光学计量 9、电离辐射计量 10、标准物质
第三 计量的特点
计量活动以单位统一、量值准确可靠为目的, 因此,计量具有以下4个特点。
1、准确性
准确性是计量的基本特点,计量技术工作的 核与被测量 真值的接近程度。
1、測量力度:請勿加以超過 所需要求的測定力。測 定力過強,爪會傾斜, 產生測量上的誤差; 2、測量外尺寸:盡量將被測 物體夾在靠近主尺的根 部,使整個測定面緊挨 著被測物體; 3、測量內尺寸:請盡量將內 爪深入測定處,使整個 測定面緊挨著被測物體 ; 4、測量深度:請對著測定的 面將游標卡尺設定成直 角; 5、測量高度差:請將高度差 測定面緊挨著被測物體。
量规
第5章光滑极限量规5.1 概述在机械制造中,检验尺寸一般使用通用计量器具,直接测取工件的实际尺寸,以判定其是否合格,但是,对成批大量生产的工件,为提高检测效率,则常常使用光滑极限量规来检验。
光滑极限量规是用来检验某一孔或轴专用的量具,简称量规。
一、量规的作用量规是一种无刻度的专用检验工具,用它来检验工件时,只能判断工件是否合格,而不能测量出工件的实际尺寸。
检验工件孔径的量规一般又称为塞规,检验工件轴径的量规一般称为卡规。
塞规有“通规”和“止规”两部分,应成对使用,尺寸较小的塞规,其通规和止规直接配制在一个塞规体上,尺寸较大的塞规,做成片状或棒状的。
塞规的通端按被测工件孔的MMS(Dmin)制造,止规按被测孔的LMS(Dmax)制造,使用时,塞规的通端若能通过被测工件孔,表示被测孔径大于其Dmin,止规若塞不进工件孔,表示孔径小于其Dmax,因此可知被测孔的实际尺寸在规定的极限尺寸范围内,是合格的,否则,若通规塞不进工件孔,或者止规能通过被测工件孔,则此孔为不合格的。
同理,检验轴用的卡规,也有“通规”和“止规”两部分,且通端按被测工件轴的MMS(dmax)制造,止规按被测轴的LMS(dmin)制造,使用时,通端若能通过被测工件轴,而止规不能被通过,则表示被测轴的实际尺寸在规定的极限尺寸范围内,是合格的,否则,就是不合格的了。
二、量规的标准与种类我国于1981年颁布者了《光滑极限量规》GB1957-81,标准规定的量规适用于检验基本尺寸500mm,公差等级为IT6-IT16级的孔与轴。
量规按其用途不同可分为工作量规、验收量规和校对量规三类。
1.工作量规:工作量规是工人在工件的生产过程中用来检验工件的量规。
其通端代号为“T”止端代号为“Z”。
2.验收量规:验收量规是检验部门或用户验收产品时使用的量规。
GB对工作量规的公差带作了规定,而没有规定验收量规的公差,但规定了工作量规与验收量规的使用顺序。
即:加工者应使用新的或磨损较少的量规;检验部门应使用与加工者具有相同形式且已磨损较多的量规;而用户在用量规验收产品时,通规应接近工件的MMS,而止规应该接近工件的LMS,这样规定的目的,在于尽量避免工人制造的合格工件,被检验人员或用户误判为不合格品。
[高效管理]第七章(孔、轴检测与量规设计基础)
![[高效管理]第七章(孔、轴检测与量规设计基础)](https://img.taocdn.com/s3/m/208ebcc13086bceb19e8b8f67c1cfad6195fe933.png)
第七章孔、轴检测与量规设计基础孔、轴(被测要素)的尺寸公差与形位公差的关系采用独立原则时,它们的实际尺寸和形位误差分别使用普通计量器具来测量。
对于采用包容要求○E的孔、轴,它们的实际尺寸和形状误差的综合结果应该使用光滑极限量规检验。
最大实体要求应用于被测要素和基准要素时,它们的实际尺寸和形位误差的综合结果应该使用功能量规检验。
孔、轴实际尺寸使用普通计量器具按两点法进行测量,测量结果能够获得实际尺寸的具体数值。
形位误差使用普通计量器具测量,测量结果也能获得形位误差的具体数值。
量规是一种没有刻度而用以检验孔、轴实际尺寸和形位误差综合结果的专用计量器具,用它检验的结果可以判断实际孔、轴合格与否,但不能获得孔、轴实际尺寸和形位误差的具体数值。
量规的使用极为方便,检验效率高,因而量规在机械产品生产中得到广泛应用。
我国发布了国家标准GB/T 3177—1997《光滑工件尺寸的检验》和GB/T 1957—1981《光滑极限量规》、GB/T 8069—1998《功能量规》,作为贯彻执行《极限与配合》、《形状和位置公差》以及《普通平键与键槽》、《矩形花键》等国家标准的技术保证。
§1 孔、轴实际尺寸的验收一、孔、轴实际尺寸的验收极限按图样要求,孔、轴的真实尺寸必须位于规定的最大与最小极限尺寸范围内才算合格。
考虑到车间实际情况,通常,工件的形状误差取决于加工设备及工艺装备的精度,工件合格与否只按一次测量来判断,对于温度、压陷效应以及计量器具和标准器(如量块)的系统误差均不进行修正。
因此,测量孔、轴实际尺寸时,由于诸多因素的影响而产生了测量误差,测得的实际尺寸通常不是真实尺寸,即测得的实际尺寸=真实尺寸±测量误差,如图7-1所示。
鉴于上述情况,测量孔、轴实际尺寸时,首先应确定判断其合格与否的尺寸界限,即验收极限。
如果根据测得的实际尺寸是否超出极限尺寸来判断其合格性,即以孔、轴的极限尺寸作为孔、轴实际尺寸的验收极限,则有可能把真实尺寸位于公差带上下两端外侧附近的不合格品误判为合格品而接收,这称为误收。
用量规测量物体的长度
使用图表等方式直观展示测量结果,如柱状图、折线 图等。
图表展示技巧分享
选择合适的图表类型
根据数据特点和表达需求选择合适的图表类型,如柱状图适用于比 较不同物体的长度,折线图适用于展示物体长度随时间的变化趋势 。
突出重要信息
通过调整图表元素的大小、颜色等突出重要信息,引导读者关注关 键数据。
注意事项
测量步骤与注意事项
01
1. 保持量规和被测物体 的清洁,避免污渍和划 痕影响测量精度;
02
2. 选择合适的测量方法 ,根据被测物体的特点 和要求选择合适的测量 方法;
03
3. 注意量规的精度和稳 定性,定期检查和校准 量规;
04
4. 在进行测量时,要保 证量规与被测物体充分 接触且稳定不动,避免 误差的产生。
量规作用
量规在各个领域都有广泛的应用,尤其在几何量计量方面,是一项科学发展成 熟的技术。通过量规可以准确、快速地测量物体的长度、宽度、高度等尺寸, 为各种制造、加工、检测等提供可靠的数据支持。
量规分类及特点
精确度高
量规的测量精度通常可达到微 米级别,满足高精度测量的需 求。
稳定性好
优质量规采用高品质材料和先 进制造工艺,具有良好的稳定 性和耐用性。
物体长度测量方法与步骤
直接测量法
定义
直接测量法是指使用量规直接与被测 物体接触,读取量规上的刻度值来确 定物体长度的方法。
适用范围
适用于规则形状且表面平坦的物体, 如直尺、平板等。
优点
操作简便,测量精度高。
缺点
对量规和被测物体的要求较高,如需 要保证量规的精度和被测物体表面的 平整度。
间接测量法
体长度的方法。
优点
量 规
量规
量规是一种结构化的定性与定量相结合的评价工具,常以二维表格的形式呈现,在表现性评价或本真性评价中,利用量规不仅可以为学习者指明学习方向,同时也可以为不同的评价者提供统一的判断标准。
量规从与目标相关的多个方面详细规定评价指标,因而操作性好、准确性高。
将量规与作业分析等评价方法结合起来使用,可以有效降低评价的主观随意性。
应用量规,可以由教师评价学生,也可以由学生自评或互评。
如果事先公布量规,对学生学习还会起到导向作用。
在量规设计的过程中,一般需要根据学习目标和学生水平来设计其结构分量(主要评价指标),并根据学习目标的侧重点确定各结构分量的权重,用具体的、可操作性的描述语言来说明量规中各具体分量的评价要求。
评价量规是评价工具的一种。
它是通过对学习者的某一具体行为的关键要件或学习成果的构成要件进行分等级的描述,并赋予相应比例的权重,从而便于学习者据此进行自评、互评
制定评价量规,首先要依据学习目标的预设要求,相应地划分、确定评价量规的若干评价项目。
然后对每一个评价项目进行分等级的描述,并根据学生能力发展需要有针对性地分配评分权重(每一个评价量规的权重分配最好采用百分制或十分制)。
一般量规都具有评价指标、权重、分级描述这几个基本构成要素,但这并非是一个机械的规定,有时量规可能缺少权重或完整的等级描述,而且形式也可能是多种多样。
有的量规没有采用表格形式,而是用项目符号引领以标明各项标准,也有的量规中给出了最高(优)标准,而并不写明其他(中、差)标准。
设计并使用怎样的量规完全视实际情况的需要,不必拘泥于形式。
量规
可以由教师评价学生,也可以由学生自评或互评。如果事
先公布量规,对学生学习还会起到导向作用。
量规 二、量规的设计 通常,在量规设计的过程中,需要根据学习目标和学 生水平来设计评价指标,并根据学习目标的侧重点确定各 评价指标的权重,用具体的、可操作的描述语言来说明量
规中各个指标的评价要求。一般地,评价量规的设计包括
以下六个步骤。
量规 二、量规的设计
1.确定主要评价要素 2.确定主要评价指标 3.设计评价指标权重 4.描述评价的具体要求 5.设计量规的水平 对学习计划的内容进行分析,然 后确定影响学习计划执行的主要学习环 节或要素,从中选择某些要素作为评价 要素,选择评价要素时要考虑其总体涵 盖的范围及其在单元学习计划中的地位。
6.修改和完善评价量规
量规 二、量规的设计
1.确定主要评价要素 2.确定主要评价指标 3.设计评价指标权重 4.描述评价的具体要求 5.设计量规的水平 对所选定评价要素的主要评价指标 进行综合权衡,为每个主要评价指标分 配权重,并对量规中各评价指标的权重 (分数)进行合理设置。 首先,评价指标的权重设计与教学 目标的侧重点有直接的关系,并与评价 的目的相关,反映主要考察目的的评价 指标,权重应该高些。 其次,在设计指标权重时要保证某 个一级评价指标的所有二级 评价指标权重之和应等于该一 级指标的权重。
6.修改和完善评价量规
量规 二、量规设计范例
培训过程中应抓住 一条主线
四个实施环节
一个真实的任务
两方面指导 思想
三种学习 形式 强调活动参与 自主探究学习 强调理论联系实际 重视案例观摩和体验 重视过程性评价和反馈
混合式学习思想 “主导-主体”的教学结构
小组协作学习 师生互动学习
长度计量基础知识讲座(十三)量规
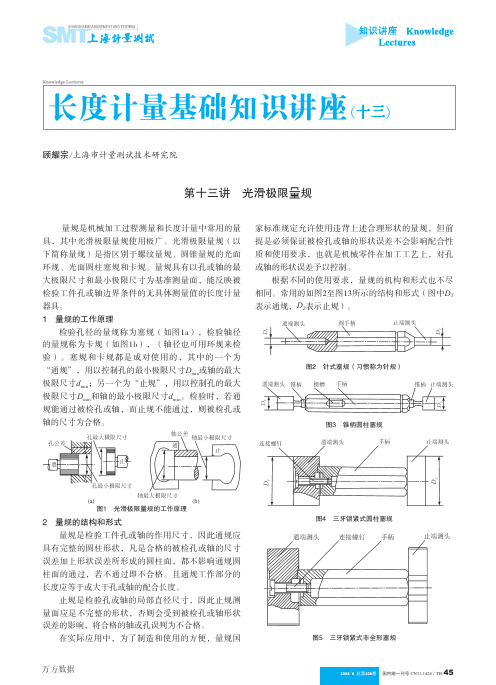
国内统一刊号CN31-1424/TB2008/6 总第208期第十三讲 光滑极限量规量规是机械加工过程测量和长度计量中常用的量具,其中光滑极限量规使用极广。
光滑极限量规(以下简称量规)是指区别于螺纹量规、圆锥量规的光面环规、光面圆柱塞规和卡规。
量规具有以孔或轴的最大极限尺寸和最小极限尺寸为基准测量面,能反映被检验工件孔或轴边界条件的无具体测量值的长度计量器具。
1 量规的工作原理检验孔径的量规称为塞规(如图1a),检验轴径的量规称为卡规(如图1b),(轴径也可用环规来检验)。
塞规和卡规都是成对使用的,其中的一个为“通规”,用以控制孔的最小极限尺寸D min 或轴的最大极限尺寸d min ;另一个为“止规”,用以控制孔的最大极限尺寸D min 和轴的最小极限尺寸d min 。
检验时,若通规能通过被检孔或轴,而止规不能通过,则被检孔或轴的尺寸为合格。
图1 光滑极限量规的工作原理2 量规的结构和形式量规是检验工件孔或轴的作用尺寸,因此通规应具有完整的圆柱形状,凡是合格的被检孔或轴的尺寸误差加上形状误差所形成的圆柱面,都不影响通规圆柱面的通过,若不通过即不合格。
且通规工作部分的长度应等于或大于孔或轴的配合长度。
止规是检验孔或轴的局部直径尺寸,因此止规测量面应是不完整的形状,否则会受到被检孔或轴形状误差的影响,将合格的轴或孔误判为不合格。
在实际应用中,为了制造和使用的方便,量规国顾耀宗/上海市计量测试技术研究院家标准规定允许使用违背上述合理形状的量规,但前提是必须保证被检孔或轴的形状误差不会影响配合性质和使用要求,也就是机械零件在加工工艺上,对孔或轴的形状误差予以控制。
根据不同的使用要求,量规的机构和形式也不尽相同。
常用的如图2至图13所示的结构和形式(图中D T 表示通规,D Z 表示止规)。
图2 针式塞规(习惯称为针规)图3 锥柄圆柱塞规图4 三牙锁紧式圆柱塞规图5 三牙锁紧式非全形塞规万方数据国内统一刊号CN31-1424/TB2008/6 总第208期图6 非全形塞规图7 非全形塞规图8 球端杆规图9 圆柱环规图10 双头组合卡规3 量规的用途和正确使用量规在机械零件加工中被广泛地用于检验机械零件的基本尺寸至500mm、公差等级为IT6~IT16的孔和轴。