刀具材质和涂层
刀具涂层技术介绍
刀具涂层技术介绍刀具涂层技术是一种在刀具表面涂覆一层特殊材料的技术,旨在提高刀具的硬度、耐磨性、热稳定性和化学稳定性等性能。
刀具涂层技术的发展与高速切削、高效加工和先进制造技术的进步密切相关。
本文将对刀具涂层技术的原理、种类以及应用进行介绍。
1.碳化物涂层:如碳化钛(TiC)、碳化钽(TaC)等。
这些涂层具有极高的硬度和耐磨性,适用于高速切削和重载切削。
2.氮化物涂层:如氮化钨(WN)、氮化钛(TiN)、氮化铝(AlN)等。
这些涂层具有较高的硬度和化学稳定性,广泛应用于切削、修磨和打孔等工艺。
3.金属涂层:如钛合金(TiAlN)、氧化锆(ZrO2)等。
这些涂层具有较高的热稳定性和抗氧化性能,适用于高温切削和挤压。
4.金刚石涂层:金刚石涂层具有超高硬度和低摩擦系数,能够有效提高刀具的寿命和切削质量。
但由于金刚石涂层的制备技术复杂和成本较高,目前还处于实验阶段。
1.金属切削:刀具涂层技术在金属切削领域得到广泛应用,可以提高切削效率和工件表面质量。
例如,在高速铣削中,采用碳化钛涂层的刀具可以显著提高切削速度和切削质量。
2.木材加工:刀具涂层技术在木材加工领域也有一定的应用。
通过涂覆特殊涂层,可以延长刀具的使用寿命,并提高加工效率。
例如,在木材切削中,采用氮化钛涂层的刀具可有效降低磨损和摩擦。
3.非金属材料加工:刀具涂层技术在陶瓷、塑料、复合材料等非金属材料加工领域也得到了广泛应用。
通过涂层技术,可以改善切削表面的光洁度,并提高工件的精度和质量。
4.汽车零部件加工:在汽车零部件加工领域,刀具涂层技术可以有效提高零部件的加工精度和耐用性,适用于发动机气门、曲轴、轴承等零部件的加工。
刀具涂层技术的发展为现代制造业带来了巨大的效益。
随着材料科学、纳米技术和涂层技术的进一步发展,刀具涂层技术的性能和应用范围将会不断扩大。
预计未来刀具涂层技术将更加智能化和环保化,能够实现刀具表面的自动修复和自动调节。
这将进一步提高切削效率和加工质量,推动现代制造业的发展。
提高铣刀效率的方法是哪些

提高铣刀效率的方法是哪些要提高铣刀的效率,可以采取以下几种方法:1. 选择合适的刀具材质和涂层铣刀的材质和涂层直接影响着切削力和耐磨性。
一般来说,硬质合金刀具具有较好的切削性能,可以用于常见钢材的铣削加工。
对于更高硬度和耐高温的工件,可以选择使用涂层刀具,如PVD、CVD或PCD涂层等。
这些涂层能提供更好的切削速度和刀具寿命。
2. 精确的刀具几何设计刀具的几何设计对切削效率也有很大影响。
合理的主偏角、副偏角和后角能够提高切削效率和切削性能。
同时,刀具的齿数和齿距也需要根据加工工件的不同进行选择。
较大的齿数和较小的齿距可以提高切削效率和表面质量。
3. 合适的切削速度和进给量切削速度和进给量是影响铣削效率的重要参数。
在保证刀具和工件安全的前提下,可以适当提高切削速度和进给量。
一般情况下,适当提高切削速度可以提高铣削效率,而增加进给量则可以减少切削时间。
但需要根据不同材料和工件来调整这些参数,以避免过高的切削力和温度。
4. 选择合适的冷却液冷却液在铣削过程中起着很重要的作用。
合适的冷却液能够降低切削温度,减少刀具磨损和延长刀具寿命。
对于高温切削,可以选择使用高性能的切削液,如切削油或切削液。
对于一些难切削的材料,如镍基合金和钛合金,可以使用高压冷却系统来提供更强的冷却效果。
5. 优化加工策略合理的加工策略也能够提高铣削效率。
例如,采用高效的切削路径,如螺旋下刀和全切削路径,可以减少刀具过渡时间和提高加工效率。
另外,合理的切削条件选择和工艺参数的优化也能够提高铣削效率。
使用自动化设备和数控系统,可以实现复杂的铣削过程,并提高加工效率。
6. 定期保养和更换刀具定期保养和更换刀具是确保铣刀效率的重要措施。
刀具需要定期清理和磨刃,以保持其切削性能。
对于损坏或磨损严重的刀具,应及时更换,以免影响加工质量和切削效率。
同时,选用高品质的刀具和及时更换磨损的刀具也可以提高铣削效率。
以上是提高铣刀效率的一些方法,通过合理选择刀具材质和涂层、精确的刀具几何设计、合适的切削速度和进给量、合适的冷却液、优化加工策略以及定期保养和更换刀具,可以有效提高铣刀的切削效率和加工质量。
什么材料做刀最好
什么材料做刀最好做刀的材料有很多种,每种材料都有其独特的特点和适用的场景。
在选择刀具材料时,需要考虑刀的用途、刀的功能需求、使用环境等因素。
下面将介绍几种常见的刀具材料以及其特点和适用场景。
1. 不锈钢:不锈钢是最常见的刀具材料之一,它具有良好的抗腐蚀性和耐磨性,因此成为了家用刀具的首选。
不锈钢刀具耐用,易于保养,不易生锈,适合在日常生活中使用,如烹饪、切水果等。
2. 高碳钢:高碳钢刀具的主要特点是硬度高,耐磨性好,刀锋锋利且持久。
由于高碳钢含有较高的碳含量,因此易于锻造和进行刀刃调整。
高碳钢刀具适合于需要持久锋利刀锋的工具,如打猎刀、生存刀等。
3. 叠层钢:叠层钢是将不同种类的钢材叠加在一起,通过多次折叠和锻造形成的。
叠层钢刀具继承了多种钢材的优点,比如具有高碳钢的硬度和耐磨性以及不锈钢的抗腐蚀性。
叠层钢刀具通常具有美观的纹理和特殊的外观,适合作为收藏和赏析的刀具。
4. 陶瓷:陶瓷刀具的主要特点是硬度高、刀锋锐利、抗腐蚀性强,且不会对食材产生氧化反应。
陶瓷刀具适合用于切割水果、蔬菜等软质食材,但不适合用于切割硬质食材和骨头,因为陶瓷容易脆裂。
5. 钛合金:钛合金是一种轻质且高强度的材料,具有非常高的耐腐蚀性和耐磨性。
钛合金刀具具有良好的刀锋保持性和抗刮伤性能,适合用于户外野营、登山等活动中。
6. 金属陶瓷复合材料:金属陶瓷复合材料是将金属和陶瓷两种材料结合而成的复合材料,具有金属的韧性和陶瓷的硬度。
金属陶瓷复合材料刀具具有优异的切割性能和抗腐蚀性能,适合用于外科手术刀具和工业刀具等领域。
总而言之,没有一种材料可以适用于所有的刀具,选择合适的刀具材料要根据实际需求和使用环境来决定。
以上介绍的几种常见的刀具材料只是其中的一部分,读者可以根据自己的需求来选择适合自己的刀具材料。
常用刀具材料有哪些
常用刀具材料有哪些
刀具是我们日常生活中常见的工具,而不同的刀具材料会直接影响到刀具的使
用寿命和性能。
下面就让我们来了解一下常用刀具材料有哪些。
首先,我们来介绍一下不锈钢。
不锈钢是一种常见的刀具材料,它具有抗锈蚀、耐磨损、硬度高等特点,因此在厨房刀具、医疗器械等领域被广泛应用。
不锈钢刀具的优点在于使用寿命长,而且不易生锈,清洁方便,但是价格相对较高。
其次,碳钢也是常用的刀具材料之一。
碳钢的硬度高,刀刃锋利,易于磨刃,
因此在刀具制造领域有着广泛的应用。
碳钢刀具的优点在于价格相对较低,易于磨刃,但是缺点是容易生锈,需要定期保养。
除了不锈钢和碳钢之外,陶瓷材料也是常见的刀具材料之一。
陶瓷刀具硬度极高,刀刃锋利,且不易生锈,不会产生金属离子,因此在切割蔬菜、水果等食品时能够保持食品的原有味道。
然而,陶瓷刀具也有其缺点,比如易碎、不适合用于切割硬物等。
最后,还有一种常用的刀具材料是高速钢。
高速钢刀具具有耐磨性好、切削性
能优异等特点,因此在金属切削加工、车削、铣削等领域得到广泛应用。
高速钢刀具的优点在于切削效率高、寿命长,但是价格较高。
综上所述,常用的刀具材料包括不锈钢、碳钢、陶瓷和高速钢。
不同的材料具
有不同的特点和适用范围,选择适合自己需求的刀具材料是非常重要的。
在使用刀具时,也要根据不同材料的特点进行正确的保养和使用,以延长刀具的使用寿命,确保安全使用。
希望本文能够帮助大家更好地了解常用刀具材料,选择合适的刀具材料,提高工作和生活的效率。
PCD﹑PCBN刀具材料及刀具涂层
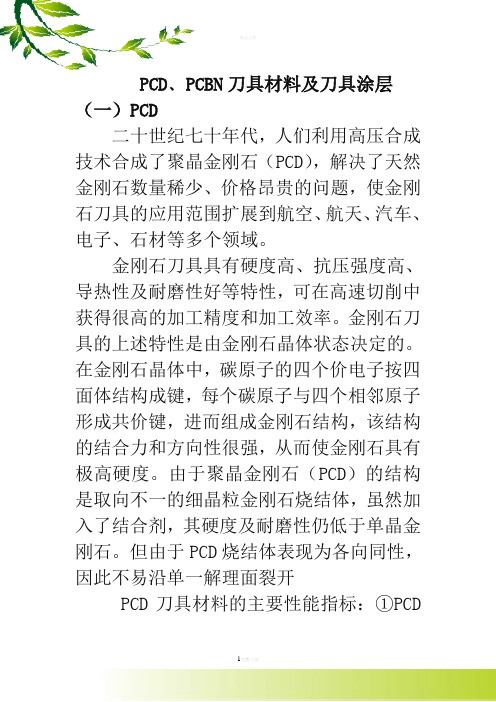
PCD﹑PCBN刀具材料及刀具涂层(一)PCD二十世纪七十年代,人们利用高压合成技术合成了聚晶金刚石(PCD),解决了天然金刚石数量稀少、价格昂贵的问题,使金刚石刀具的应用范围扩展到航空、航天、汽车、电子、石材等多个领域。
金刚石刀具具有硬度高、抗压强度高、导热性及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率。
金刚石刀具的上述特性是由金刚石晶体状态决定的。
在金刚石晶体中,碳原子的四个价电子按四面体结构成键,每个碳原子与四个相邻原子形成共价键,进而组成金刚石结构,该结构的结合力和方向性很强,从而使金刚石具有极高硬度。
由于聚晶金刚石(PCD)的结构是取向不一的细晶粒金刚石烧结体,虽然加入了结合剂,其硬度及耐磨性仍低于单晶金刚石。
但由于PCD烧结体表现为各向同性,因此不易沿单一解理面裂开PCD刀具材料的主要性能指标:①PCD的硬度可达8000HV,为硬质合金的80~120倍;②PCD的导热系数为700W/mK,为硬质合金的1.5~9倍,甚至高于PCBN和铜,因此PCD刀具热量传递迅速;③PCD的摩擦系数一般仅为0.1~0.3(硬质合金的摩擦系数为0.4~1),因此PCD刀具可显著减小切削力;④PCD的热膨胀系数仅为0.9×10 -6~1.18×10 -6,仅相当于硬质合金的1/5,因此PCD刀具热变形小,加工精度高;⑤PCD 刀具与有色金属和非金属材料间的亲和力很小,在加工过程中切屑不易粘结在刀尖上形成积屑瘤。
PCD刀具的应用: 工业发达国家对PCD刀具的研究开展较早,其应用已比较成熟。
自1953年在瑞典首次合成人造金刚石以来,对PCD刀具切削性能的研究获得了大量成果,PCD刀具的应用范围及使用量迅速扩大。
目前,国际上著名的人造金刚石复合片生产商主要有英国De Beers公司、美国GE公司、日本住友电工株式会社等。
据报道,1995年一季度仅日本的PCD刀具产量即达10.7万把。
刀具涂层

3.涂层刀具的种类
涂层刀具有四种:
(1)涂层高速钢刀具、 (2)涂层硬质合金刀具、 (3)在陶瓷刀片上的涂层刀具、 (4)在超硬材料(金刚石或立方氮化硼)刀片上的 涂层刀具
ቤተ መጻሕፍቲ ባይዱ
陶瓷和超硬材料刀片上的涂层是硬度 较低的材料,目的是为了提高刀片表 面的断裂韧度(课提高10%以上), 可减少刀片的崩刃和磨损,扩大应用 范围。
此外,该涂层可以和TiN 涂层形成多层膜结 构,不但可以保持TiN 涂层与基体材料良好的结 合和表面抗氧化性能, 同时多层涂层形成的TiN / TiCN 内界面能改变单一涂层的柱状晶生长结构, 提高涂层的韧性,从而提高涂层刀具的切削性能。
软涂层也称为自润滑涂层,追求的目标是低 摩擦因数,增加刀具表面的润滑性能,在切削加 工中减少工件与刀具之间的摩擦,防止积屑瘤的 产生,从而提高加工表面质量,延长刀具寿命。 在某些情况下,一些材料并不适合采用硬涂层刀 具加工, 如在航空航天中的一些高硬度硬质合金、 钛合金等。这些材料在加工中非常黏刀,在刀具 前刀面生成积屑瘤,不仅增加切削热、降低刀具 寿命,而且影响加工表面质量。采用软涂层材料 刀具可获得更好的加工效果。通常的软涂层有 MoS2、WS2、WC/C、TaS2/Mo 等。
4.涂层方法
目前生产上常用的涂层方法有两种:物理气 相沉积法(PVD)和化学气相沉积法(CVD)。 前者沉积温度为500℃,涂层厚度为2~5um;后 者的沉积温度为900~1100℃,沉积厚度可达 5~10um,并且设备简单,涂层均匀。因PVD法 未超过高速钢本身的回火温度,故高速钢刀具一 般采用PVD法,硬质合金大多采用CVD法。
2) 碳氮化钛(TiCN) 是通过多元合金化方法 向TiN 涂层中加入C 元素得到的, 由于C 元素的 引入,涂层的硬度和抗氧化温度都得到了提高。 TiCN 涂层在常规加工、温度低于500℃的条件下, 表现出比TiN 及TiAlN 涂层更优越的性能——— 涂层硬度高、 表面粗糙度值和摩擦因数小。
刀具涂层
涂层刀具是在强度和韧性较好的硬质合金或高速钢(HSS)基体表面上,利用气相沉积方法涂覆一薄层耐磨性好的难熔金属或非金属化合物(也可涂覆在陶瓷、金刚石和立方氮化硼等超硬材料刀片上)而制备的。
涂层作为一个化学屏障和热屏障,减少了刀具与工件间的扩散和化学反应,从而减少了基体的磨损。
涂层刀具具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦系数小和热导率低等特性,切削时可比未涂层刀具寿命提高3~5倍以上,提高切削速度20%~70%,提高加工精度0.5~1级,降低刀具消耗费用20%~50%。
现状涂层刀具已成为现代切削刀具的标志,在刀具中的使用比例已超过50%。
切削加工中使用的各种刀具,包括车刀、镗刀、钻头、铰刀、拉刀、丝锥、螺纹梳刀、滚压头、铣刀、成形刀具、齿轮滚刀和插齿刀等都可采用涂层工艺来提高它们的使用性能。
类别涂层刀具有四种:涂层高速钢刀具,涂层硬质合金刀具,以及在陶瓷和超硬材料(金刚石或立方氮化硼)刀片上的涂层刀具。
但以前两种涂层刀具使用最多。
在陶瓷和超硬材料刀片上的涂层是硬度较基体低的材料,目的是为了提高刀片表面的断裂韧度(可提高10%以上),可减少刀片的崩刃及破损,扩大应用范围。
新型涂层技术Ti-Al-X-N新型涂层技术是利用气相沉积方法在高强度工具基体表面涂覆几微米高硬度、高耐磨性难熔Ti-Al-X-N涂层,从而达到减少刀具磨损,延长寿命,提高切削速度的目的。
它是高档数控机床与基础制造装备国家重大专项课题取得的重要成果。
涂层方法生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。
前者沉积温度为500℃,涂层厚度为2~5μm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10μm,并且设备简单,涂层均匀。
因PVD法未超过高速钢本身的回火温度,故高速钢刀具一般采用PVD法,硬质合金大多采用CVD法。
硬质合金用CVD法涂层时,由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(η相),导致刀片脆性破裂。
常用的刀具材料
常用的刀具材料在日常生活和工作中,我们经常会使用到各种各样的刀具,比如厨房刀、办公刀、工艺刀等。
而这些刀具的材料也各不相同,不同的材料会影响刀具的使用寿命、锋利度和耐用性。
下面就让我们来了解一下常用的刀具材料吧。
1. 不锈钢。
不锈钢是目前最常见的刀具材料之一,它具有不易生锈、易清洁、耐腐蚀等优点。
不锈钢刀具通常用于厨房中,比如厨师刀、水果刀等。
不锈钢刀具的硬度一般在50-60HRC之间,锋利度较高,但相对来说比较容易磨损。
2. 高碳不锈钢。
高碳不锈钢是不锈钢的一种改良材料,它在保持不锈钢的耐腐蚀性的基础上,增加了碳元素的含量,提高了硬度和耐磨性。
高碳不锈钢刀具的硬度一般在55-60HRC之间,锋利度更高,使用寿命也更长。
3. 陶瓷。
陶瓷刀具是近年来逐渐流行起来的一种刀具材料,它具有不易生锈、不易变色、不会产生金属味等特点。
陶瓷刀具的硬度非常高,一般在HRC60以上,因此刀锋锋利度极高,而且不易磨损。
但是由于其硬度过高,也容易产生脆裂的问题,需要小心使用和保养。
4. 钛合金。
钛合金是一种轻质高强度的金属材料,具有耐腐蚀、耐高温、耐磨损等优点。
钛合金刀具一般用于户外活动、野外生存等场合,比如野外刀、多功能刀等。
钛合金刀具的硬度一般在50-60HRC之间,具有较好的耐用性和稳定性。
5. 钢铁。
钢铁是传统的刀具材料,具有良好的韧性和耐用性,通常用于制作一些特殊用途的刀具,比如医疗器械刀、工业刀等。
钢铁刀具的硬度和耐磨性较好,但相对来说锋利度稍逊于不锈钢和陶瓷刀具。
总的来说,不同的刀具材料各有优缺点,选择合适的刀具材料要根据具体的使用场景和需求来进行考量。
希望以上内容对您有所帮助,谢谢阅读!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
K級碳化物
碳化鎢加鈷粉製造而成,密度大、耐磨耗高、又稱為普通碳化物。但是因為其韌性 低,不宜用於切削性不良之材料,適用於切削鑄鐵、非鐵金屬以及硬化鋼。
P級碳化物
碳化鎢加碳化鈦及鈷粉製成,密度較小、耐磨耗,又稱為鈦碳化物,適用於一般材 料、鋼材之切削。
M級碳化物
碳化鎢加碳化鈦、碳化鉭及鈷粉製造而成,密度與K級相同。其性質介於P、K級碳 化物之間,具有相當之強度及韌性,又稱為鉭碳化物。適用於切削不銹鋼、合金鋼、 延性鑄鋼等抗拉強度大而難以切削的材料。
uncoated 未鍍層、TiN 氮化鈦、TiCN 氮碳化鈦 TiAlN 氮鋁鈦、Al2O3 氧化鋁
刀具材料&鍍層與加工時間
左邊的圖表顯示出自1900年後至今,由於刀具技 術的發展使得切削時間縮短了100倍。而在1960 年之後,因為鍍層刀具的出現,縮短了4倍的加 工時間。
100
碳鋼 Carbon Steel
陶瓷工具 Ceramic Tools
陶瓷工具可分為兩種基本類型: A型& B型 A型:以氧化鋁(Al 2O3 ) 為主 A1 = 純的氧化鋁 A2 = 添加20﹪~ 40﹪的碳化鈦(TiC)和氮化鈦(TiN)來加以混和 A3 = 增加碳化矽晶體的含量 B型:以氮化矽(Si3N4 )為主
A型
以氧化鋁(Al 2O3)為主體,而類似於陶瓷器的材料。通常是在純度為99.5%以上的Al 2O3中加 入微量的MgO、CaO、Na2O、K2O、SiO2等而在1600℃以上加以燒結製成。與前述瓷金工具 不同的是燒結時不使用結合劑。MgO、SiO2的添加物是為了保持Al 2O3粒子的細微,而且使密 度增加。在高溫時具有極大的硬度及強度,此為其特徵。所以可比WC系超硬合金在更高的速 度進行切削,而且在切削時可以不需要使用切削劑。但是因為陶瓷工具比WC系合金更脆而缺 乏耐衝擊性,所以僅做為最後精加工或半最後加工用的切削工具。
鍍
層
技
術
鍍層的產生為使用汽化沉澱法製作,通常所使用的有兩種方法-化學汽化 沈澱法CVD以及物理汽化沈澱法PVD。汽化沉澱法可有效的控制其成分 組成、厚度以及多孔性。 製程方式
HT-CVD 高溫-化學汽化沈澱法 MT-CVD 中溫-化學汽化沈澱法 Plasma-CVD 電漿-化學汽化沈澱法
製程溫度範圍
ISO分類-碳化物系列
主 要 類 別 適 用 切 削 材 料 等
P 顏色:藍色 適合重切削量 M 顏色:黃色 適合重切削量及 韌性強而難以切 削的材料 K 顏色:紅色 適合微量切削與 精加工
級 耐磨耗性 韌
P01 P10 P20 P30 P40 P50 M01 M10 M20 M30 M40 K01 K03 K10 K20 K30 K40 耐切 磨削 耗速 性度 增增 大高
min
1900 ,10 ,20 ,30 ,40 ,50 ,60 ,70 ,80
年代
高速鋼 High-Speed Steel
1900年發展成功之切削刀具材料為切削工具鋼之一種,含有 鎢、鉻、鉬、釩、鈷等合金元素。因含有較多的合金元素故 有相當高的硬度,經熱處理後其硬度可高達HRc 68。做為切 削工具在高速切削時其刀鋒即使被加熱至500~600℃也不會產 生回火軟化,仍能保持其硬度之性質,而且在高溫時硬度降 低極微,是刀具材料所具備的重要性質之一,故能耐高溫及 重切削。一般常用者有鎢W系高速鋼以及鉬Mo系高速鋼: 1、鎢W系高速鋼係為鋼基中含有18%鎢、4 %鉻以及 1%釩,為一般之多用途 刀具材料。 2、鉬Mo系高速鋼此為W系高速鋼中W之含量降至6 %後,再加入4.5~7 %鉬的 合金鋼,具有良好之韌性及耐衝擊性。適合於製造強力之切 削、耐磨刀具,如銑刀、螺絲攻等。
各種工具材料的高溫硬度
1700 1600 硬度(Hb) 1500
800 700 600 碳化物超硬合金 500 400 碳工具鋼 300 高速鋼 200 鑄造合金 100 0 200 400 600 800 1000
溫度(℃)
鍍
層
一般刀具的鍍層厚度在2~5μm,鍍層應有以下的特點以符合需求:
a、在溫度不斷的提昇下,仍能保持相當的硬度。 b、穩定的化學性質並且不會與工件的材料發生作用。 c、熱傳導性低。 d、與刀具材質的結合性良好、不會發生剝落或裂開。 e、多孔性低,最好不會產生孔洞。 鍍層的好處可以強化刀具材料的硬度、韌性以及熱傳導性。具有鍍層保 護的刀具其壽命將近是一般沒有鍍層刀具的10倍。而無鍍層的刀具,可 以用於一般的切削速度,或於老舊機台使用較低的速度,亦可間 〈 〉
26 15 6 3 1.5 1 0.7
高速鋼 HSS 鑄造合金 Cast cobalt-base alloys 超硬合金 Cemented Carbides 新超硬合金 Improved Carbide Grades 鍍層 First coated Grades 雙鍍層 First double-coated Grades 複合鍍層 First triple-coated Grades
刀 具 材 質 & 鍍 層
Ⅰ、刀具材質近代機製生產能力不斷的大幅提高,尤其在大量生產的工作要求下,從事於大量且高速的切 削工作。為發揮高性能工作母機應有之生產工作效能,則切削刀具尤須密切的配合。為了發 揮刀具之切削能力,故刀具材料需有顯著之進展與改良,目前使用之各種刀具材料均有其特 性以適應各種不同加工的要求。一般刀具材料必須具備的性能為生產製造費用須最低、具有 高溫之抵抗軟化的能力、低的摩擦係數、較高的抵抗磨耗性質,導熱性良好、充分的韌性以 及耐衝擊性等等,一般使用的刀具材料有下列幾種:
450℃
2-5μm
450℃
2-5μm
500℃
4-6μm
450℃
2-5μm
600℃
600℃
400℃
850℃
800℃
氮-鋁-鈦(TiAlN)鍍層的優點
TiAlN鍍層結構 氧化鋁 (Al 2O3)
氮-鋁-鈦 (TiAlN)
基體 (Substrate)
特性
為在基體上度上一層氮-鋁-鈦的鍍層。使用這樣的材料當作切削工具時,由 於溫度升高,鍍層中的鋁會被釋放出來並且與氧結合產生氧化鋁(Al 2O3) 而披覆在切削工具外面形成一層薄膜。由於氧化鋁本身不易氧化,所以不易 銹蝕,形成薄膜披覆在切削工具上時可防止受到侵蝕;而且在高溫時氧化鋁 具有更佳的強度以及硬度,如同陶瓷工具一樣可在更高的速度切削。
在以氮化物做為切削刀具中,除了氮化矽Si3N4以外,尚有氮化硼BN與氮 化鋁AlN〈皆為燒結體〉,其性質皆為硬度極高、抗熱性佳。尤其是以BN 為立方晶結構的立方晶氮化硼CBN具代表性。立方晶結構的氮化硼使它成 為僅次於鑽石(Diamond)之後最硬的材料。用此類材料所作成的切削工 具,其承受溫度可達到2000℃,但是與陶瓷刀具一樣,因為脆性太大所以 強度不高,因此切削量不能太大,故只適合最後精加工用之切削工具或適 用於超過50HRC的硬化合金鋼與鑄鐵之精加工或是其他高度耐磨之工件材 料。使用CBN做為切削刀具時,其切削速度為500~1000m/min,在普通工 具機之速度下是不足以產生足夠之切削速度來配合。
層
TiC
灰色
2.800-3.000
特
TiCN
黑紫色
2.800-3.000
色
Al 2O3
黑色
3.700
Plasma-CVD & PVD
TiN
金色
2.300-2.700
TiAlN
黑紫色
3.000-3.600
PVD
Plasma-CVD
PVD
PVD
製程溫度
鍍層厚度
於切削加工 時所能承受 之最高溫度
450℃
2-5μm
◆鋼 ◆鑄鐵 ◆鑄鋼 韌 ◆鋼 ◆淬火鋼 性 ◆鑄鐵 增 ◆鑄鋼
200~500 m/min 200~400 m/min
震動較小之作業 尺寸精密之加工
震動較小之作業 不適合粗加工
大
NTK HC2
◆鋼 ◆鑄鐵 ◆鑄鋼
100~300 m/min
比C1、HC1更耐 震動之切削,適 合中、細切削
多晶鑽石刀具 CBN
高速鋼、燒結式碳化物 Carbides 、瓷金工具Cermet 陶瓷刀具Ceramics、CBN刀具 Ⅱ、鍍層由於工程材料不斷持續的發展,在1960年之後,陸續開發出新一代的合金材料。這些新材料 不僅有高強度,而且具有高磨損性甚至有極高的化學性質,在切削時會與切削刀具產生化學 作用造成侵蝕現象。除此之外,在時間及成本降低的要求下,高速切削正逐漸被人們廣泛的 接受。因此以往的刀具材料已不敷人們的需求。在因應如此嚴格的需求下,發展出刀具材料 再加上鍍層保護。具有鍍層保護的刀具其壽命將近是一般沒有鍍層刀具的10倍,常見的刀具 鍍層有下列幾種:
性
切韌 削性 量增 增大 大
◆鋼 ◆鑄鐵 ◆4系列不銹鋼 ◆鑄鐵 ◆耐熱鋼 ◆錳鋼 ◆鎳合金 ◆3系列不銹鋼 ◆硬化鋼 ◆鑄鐵 ◆非鐵金屬
耐切 磨削 耗速 性度 增增 大高
切韌 削性 量增 增大 大
耐切 磨削 耗速 性度 增增 大高
切韌 削性 量增 增大 大
瓷金工具 Cermet Tools
碳化矽TiC具有良好的高溫硬度、高溫耐氧化性、耐凹蝕性Crater,所以 開發出TiC與Ni的燒結合金,稱之為瓷金工具。為介於碳化物合金與陶瓷 工具之間的工具材料。 材質: TiC(Titan Carbide)碳化鈦(最常使用) TiCN(Titan Carbonitrit)氮碳化鈦 TiN(Titan Nitrit)氮化鈦 WC(Wolfram Carbide)碳化鎢 金屬結合劑: Ni / Co(Nickel / Cobalt)鎳/鈷 瓷金工具的優點:適合切削高硬度的超硬合金 或是用來作鋼及鑄鐵材料的精加工
B型
以氮化矽(Si3N4 )為主體,氮化物系陶瓷中之氮化矽(Si3N4 )因其熱衝擊抵抗大,機械強度可維 持到高溫,另外亦有優良的耐氧化性及耐蝕性所以適合高溫機械零件與切削工具等。近年來已 成為最重要的機械零件用新陶瓷。