球罐安装方案
球罐安装技术施工方案

zxxxxxxx 石化有限公司醇基多联产项目一期工程球 罐 施 工 技 术 方 案编制:校审:批准:中石化第xx 建设有限公司xxxxxx 工程项目部2014年12月08日综合一般目录1. 工程概述 (1)1.1. 工程概况 (1)1.2. 球罐技术参数 (1)2. 主要施工工序 (3)2.1. 编制说明 (4)2.2. 编制依据 (4)3. 施工程序及准备 (5)3.1. 施工程序 (5)3.2. 施工准备 (6)4. 零部件的检查和验收 (9)4.1. 零部件质量证明书的检查 (9)4.2. 球壳板复验 (9)4.3. 球壳板无损检测 (10)4.4. 支柱及零部件的检查 (11)5. 球罐组装 (12)5.1. 基础复查验收 (12)5.2. 组装方法 (12)5.3. 组装设备及工具 (13)5.4. 球罐柱腿的组装 (13)5.5. 操作脚手架制安装 (14)5.6. 球壳板吊装 (15)5.7. 焊道调整和定位焊 (22)5.8. 球罐组装后质量检查标准 (23)5.9. 附件安装 (25)6. 球罐焊接 (26)6.1. 焊接工艺 (26)6.3. 焊接施工 (28)6.4. 缺陷的修补 (31)6.5. 球罐焊后质量检查 (33)6.6. 产品焊接试板的制作及试验要求 (33)7. 无损检测 (34)7.1. 射线检测与超声检测 (35)7.2. 磁粉检测 (35)7.3. 硬度检测 (36)8. 焊后整体热处理 (36)8.1. 热处理前的准备工作 (36)8.2. 整体热处理保温 (37)8.3. 测温系统 (37)8.4. 热处理工艺 (37)8.5. 热处理装置及操作过程 (38)8.6. 柱脚调整及测温点处理 (39)8.7. 热处理效果的认定 (39)9. 水压试验和气密性试验 (39)9.1. 水压试验 (39)9.2. 气密性试验 (41)10. 交工验收 (42)10.1. 交工验收的主要内容 (42)10.2. 验收应提交的技术资料 (42)11. 质量管理 (43)11.1. 质量保证措施 (43)11.2. 保证工期措施 (45)11.3. 球罐现场组焊质量目标 (46)12. 安全管理 (47)12.1. 安全目标 (48)12.2. 安全保证措施 (48)12.3. 安全控制措施 (49)12.4. 剩余风险评价(LEC) (50)13. 人员机具设备 (52)1.工程概述1.1.工程概况江苏斯尔邦石化有限公司醇基多联产项目一期工程,有液氨罐组:4台Q370R钢制2000M³液氨球形储罐;丁二烯罐组:4台Q345R钢制2000M³丁二烯球形储罐、1台Q345R钢制2000M³不合格丁二烯球形储罐、1台Q345R钢制1000M³醚后C4球形储罐;辅助设施区:6台Q245R钢制400 M³EO球形储罐。
球形储罐安装工程施工技术方案
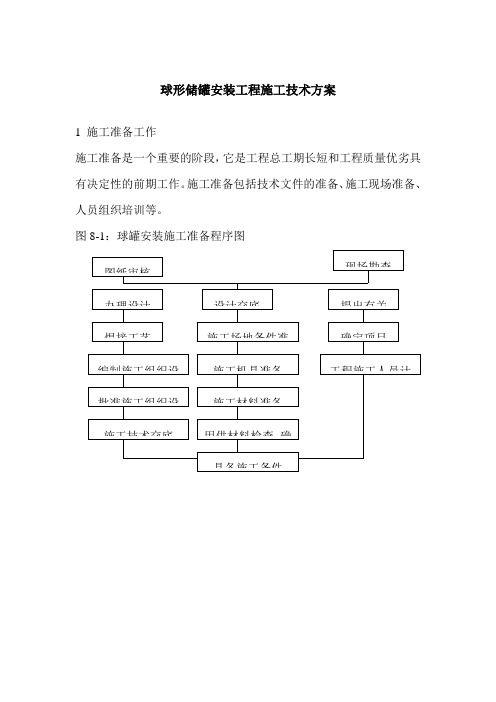
球形储罐安装工程施工技术方案1 施工准备工作施工准备是一个重要的阶段,它是工程总工期长短和工程质量优劣具有决定性的前期工作。
施工准备包括技术文件的准备、施工现场准备、人员组织培训等。
图8-1:球罐安装施工准备程序图1.1 施工准备1.1.1 审核球罐施工图及有关技术文件,必须明确以下问题:a.设计是否符合现行规范、规程及技术的要求。
b.图纸是否齐全,能否满足施工的需要。
c.零部件的规格、型号、材质、使用部位是否明确。
d.焊接、试压及检测等技术要求是否明确。
1.1.2 按球形压力容器现场组焊《质量保证手册》有关部分的要求,编制施工组织设计。
1.2 施工现场准备1.2.1 施工现场平面布置应满足施工程序要求,必须清理平整施工现场,安排球壳板和附件的运输道路及存放地点,设置水、电线路。
1.2.2 安排临时设施。
1.2.3 调入设备进场,并对其进行功能检查。
1.2.4 调入仪表应计量合格,并在有效期内。
1.2.5 组织技措用料进场。
1.2.6 组织有关施工机械进场。
1.2.7 将周转使用的工装卡具进场。
1.2.8 平台的搭设,施工现场铺设具有足够钢度的5×20m 平台二个,用水准仪对平台进行找平,在平台的四角和中间部位选取找正点,各点应在一个水平面上,不水平度<5mm。
1.3 施工人员组织1.3.1 人员组织,根据施工现场的情况及工期要求,由项目部负责调入管理人员及施工操作人员,确定其岗位和责任。
对特殊工种必须持证上岗。
1.3.2 组织全体施工人员学习,由有关责任工程师向参加施工的全体人员进行技术交底。
2 组装工艺球罐的组装是将成形的球壳板及附属件组对成球形体的过程,是球罐安装工程的关键环节,根据我单位的施工经验,本工程采用散装法,以达到组装速度快,焊接变形小,容易保证球体的几何形状及尺寸之目的。
2.1 球罐各部件的复验由有关人员按GB12337-1998《钢制球形储罐》及GB50094-98《球形储罐施工及验收规范》等有关标准对所有构件进行复验、清点并做好记录,对误差超出规范要求的部件,应另行摆放,并把缺陷部位圈画好,同时标在示意图上报现场工程师会同有关部门研究处理。
球罐安装技术施工方案
z重大xxxxxxx 石化有限公司醇基多联产项目一期工程球 罐 施 工 技 术 方 案编制: 校审: 批准:中石化第xx 建设有限公司xxxxxx 工程项目部2014年12月08日综合一般目录1。
工程概述 (1)1.1。
工程概况 (1)1.2。
球罐技术参数 (1)2。
主要施工工序 (3)2.1。
编制说明 (3)2.2。
编制依据 (3)3.施工程序及准备 (4)3。
1。
施工程序 (4)3。
2.施工准备 (5)4.零部件的检查和验收 (8)4.1。
零部件质量证明书的检查 (8)4.2。
球壳板复验 (8)4。
3.球壳板无损检测 (9)4.4。
支柱及零部件的检查 (9)5。
球罐组装 (10)5。
1.基础复查验收 (10)5。
2.组装方法 (11)5.3。
组装设备及工具 (11)5。
4.球罐柱腿的组装 (11)5。
5.操作脚手架制安装 (12)5。
6.球壳板吊装 (13)5。
7.焊道调整和定位焊 (20)5。
8.球罐组装后质量检查标准 (20)5。
9。
附件安装 (23)6。
球罐焊接 (23)6.1.焊接工艺 (24)6.2.焊条材料及管理 (24)6。
3.焊接施工 (25)6.4。
缺陷的修补 (27)6。
5。
球罐焊后质量检查 (29)6。
6。
产品焊接试板的制作及试验要求 (29)7。
无损检测 (30)7。
1.射线检测与超声检测 (31)7.2。
磁粉检测 (31)7。
3.硬度检测 (31)8.焊后整体热处理 (32)8。
1。
热处理前的准备工作 (32)8。
2。
整体热处理保温 (32)8。
3.测温系统 (33)8.4.热处理工艺 (33)8。
5.热处理装置及操作过程 (33)8.6。
柱脚调整及测温点处理 (34)8.7。
热处理效果的认定 (34)9。
水压试验和气密性试验 (34)9。
1.水压试验 (34)9。
2。
气密性试验 (36)10。
交工验收 (36)10.1.交工验收的主要内容 (36)10。
2.验收应提交的技术资料 (37)11。
球罐组装方案

1.球罐技术参数1.1球罐基本参数1.2吊装重量(304-T-005/006)单台球罐各构件吊装重量2. 球罐组装方法、程序2.1 组装方法为了减少焊接变形,达到速度快、质量好的目的,采用散装法组装,散装法组装分为两部分,赤道带及上极带为内部组装外部调缝,下极带为内部组装内部调缝。
吊装选用70T汽车吊,首先组装赤道带,赤道带组装完后,调整赤道带上、下口水平度在允许偏差范围内。
以赤道带下口为基准,组装下极带边板,再组装下极带侧板,预留下极中板。
以赤道带上口为基准,组装上极带。
等组装好的球罐各带焊缝焊接完成后,再组装预留的极中板。
2.2 组装程序球罐(混合式三带十支柱)组装顺序如下:赤道带板——下极带边板——下极带侧板——上极带边板——上极带侧板——上极带中板——下极带中板3. 组装过程3.1施工前验收检查对球罐基础进行验收,检查合格后办理交接。
检查内容包括对技术资料的审核以及对球罐基础施工质量的实测实量。
检查项目如下:基础尺寸允许偏差基础预埋地脚板表面的油污、泥土、积水等均应清除干净;预埋地脚螺栓的螺纹和螺母应保护完好;检查地脚螺栓露出长度、丝扣长度、变形等情况。
3.2支柱的全长直线度允许偏差应小于或等于全长的1/1000,且不大于10mm。
3.3检查带上段支柱的赤道带板,采用弦长1m的样板检查赤道带的曲率,其间隙不得大于3mm,轴线位置偏移不应大于2mm。
3.4下段支柱与底板的组焊应垂直,其垂直度允许偏差为2mm。
下段支柱与底板垂直度检查(单位:mm)3.3具体措施3.3.1在球壳板上按定位方铁布置图将定位方铁位置画好,选用有施焊资格的焊工对定位方铁三面按施焊工艺进行施焊,保证焊接质量。
根据组装位置,赤道带、上极带板的组装定位方铁在球壳板的凸面侧,下极带的组装定位方铁焊在球壳板的内侧,组装施工人员在吊装重物上方施工。
3.3.2根据每带球壳板所在的位置及吊装要求,每块赤道板内侧焊四个吊点,下极带各板(除下极中板)内侧焊三个吊点,上极带各板(除上极中板)外侧焊三个吊点,上极中板外侧焊四个吊点,下极中板内侧焊四个吊点,每个吊点均选用有施焊资格的焊工按施焊工艺进行四面施焊,保证焊接质量及吊装强度,为尽量减少下极带内部焊迹数量,下极带内部吊点选用多个定位方铁代替,加强焊肉高度,四面满焊,保证焊接质量及吊装强度。
球形储罐安装工程施工组织设计方案
球形储罐安装工程施工组织设计方案一、项目概况球形储罐安装工程是指在工业企业的现场,按照施工图纸和相关技术要求,进行球形储罐的安装工作。
该项目涉及到的工程量较大,施工过程较为复杂,需要合理安排施工进度、人员配备和资源调配,以确保施工进度和工程质量。
二、施工组织结构和人员配备1.施工组织结构根据项目的规模和施工特点,本工程将采用总承包方式进行施工,建立由项目经理、技术负责人、施工人员等组成的施工组织结构。
项目经理负责整个项目的管理和协调工作,技术负责人负责施工工艺和质量控制。
2.施工人员配备(1)项目经理:1名,负责项目的整体管理和协调工作。
(3)施工人员:根据项目需要,包括焊工、安装工、起重工、电工等各类技术工人。
三、施工进度计划1.制定施工进度计划根据项目图纸和工期要求,制定详细的施工进度计划,包括施工开始日期、各项工作任务的开始和结束日期、关键节点的控制等。
确保施工进度合理安排,以达到高效、高质量的施工效果。
2.施工进度管控在施工过程中,严格按照施工进度计划进行施工,确保各项工作按时完成。
同时,及时跟踪施工进度,发现问题及时调整,并与相关部门及时沟通,协调解决施工延误等问题。
四、施工准备工作1.施工资料的准备收集项目所需的施工图纸、质量控制标准和技术规范等施工资料,确保施工过程中的参考和依据。
2.施工材料的采购根据工程需求,提前采购施工所需的材料,确保施工过程中材料的供应和使用。
3.施工设备的准备准备所需施工设备,如吊车、焊接设备等。
确保施工设备的合理配置,以满足施工需要。
五、施工工艺和质量控制1.施工工艺的确定根据施工图纸和相关规范,确定储罐的安装工艺和操作步骤,确保施工的准确性和安全性。
2.施工质量控制(1)质量检查:在施工过程中,设立质量检查点,对施工质量进行检查和控制,确保施工质量符合相关标准和要求。
(2)焊接工艺控制:对焊接过程进行严格的控制,采用非破坏性检测等手段,确保焊缝的质量。
石油化工项目球罐安装施工方案

GB12337-1998《钢制球形储罐》、《压力容器安全技术监察规程》
GB50094-98《球形储罐施工及验收规范》
材料要求
在正火状态下使用
材料无损检测
逐张超声检测,按JB4730-2005进行,Ⅲ级合格。
焊接规程
JB/T4709-2000
焊接试板
GB12337-1998
焊接接头无损检测
类别
球罐支柱长度用盘尺检查,其长度承诺偏差为3mm,球罐支柱本身的直线度承诺偏差不大于全长的1/1000mm,支柱与底板垂直度承诺偏差为2mm,支柱上的斜拉杆的支耳方向用样板检查,其偏差不得大于1°。支柱间可调式斜拉杆的螺纹应进行外观检查,不得有锈蚀、断扣现象,螺丝配合应良好。
随球壳板带来的产品试板和焊接工艺评定用试板,应对其材料标记及厚度进行核查,并和球壳板相一致。
GB50094-98《球形储罐施工及验收规范》
材料要求
在正火状态下使用
材料无损检测
逐张超声检测,按JB4730-2005进行,Ⅲ级合格。
焊接规程
JB/T4709-2000
焊接试板
GB12337-1998
焊接接头无损检测
类别
射线检测长度100%
焊接接头无损检测复验
类别
—
标准
JB4730-2005,Ⅱ级
2.2基础验收
球罐安装前应对基础进行检查验收,其承诺偏差见下表:
序号
检 查 项 目
承诺偏差
1
基础中心圆直径
±5mm
2
基础方位
1°
3
相邻支柱之间的中心距
±2mm
4
基础
标高
地脚螺栓
任意两基础上表面标高
球罐制造安装方案
球罐制造安装方案球罐制造安装程序分为两个部分第一部分为制造第二部分为安装依据的规范标准:1、设计图样2、GB150-1998《钢制压力容器》3、GB12337-1998《钢制球形储罐》4、GB50094-98《球形储罐施工及验收规范》5、《压力容器安全技术监察规程》(国家质量技术监督局)[2009版]6、GB6654-1996《压力容器用钢板》7、JB4726-2000《压力容器用碳素钢和低合金钢锻件》8、JB4708-2000 《钢制压力容器焊接工艺评定》9、JB/T4709-2000 《钢制压力容器焊接规程》10、《锅炉压力容器焊工考试规则》11、JB4730-94《压力容器无损检测》制造(制造单位完成的工作量)制造单位拿到图纸及合同后,按照图纸及相关规范要求订球壳板钢板、法兰及法兰盖锻件、球罐支腿部件、拉杆等材料;压制球壳板并进行二次下料,达到图纸要求(几何尺寸、圆弧度、坡口);机加工所需的法兰、法兰盖、人孔短节等,达到图纸要求;将加工好的法兰、人孔短节、支柱上段与球壳板进行焊接、检测;将带接管(包括人孔)、支柱上段的球壳板按要求进行热处理;由制造单位将加工好的球壳板、支柱下段、法兰盖、螺栓、垫片、内件、产品试板(每具球罐3付)等连同相关合格证送抵施工现场。
安装(安装单位完成的工作量)安装方案1、基础检查验收1.1 检查验收的基础应有施工单位提交的交验单,交验单应有质检部门的签字盖章,证明基础符合设计要求,质量合格。
1.2 提交验收的基础应有中心线、中心圆划线和标高测量标记,如有预埋滑动板,标高及不平度应符合要求。
1.3球罐基础验收应按图样进行尺寸检查,检查项目及允许偏差值应符合表1.规定。
并填写基础验收检查记录。
防风蓬布或铁皮搭设UT、MT或PT外脚手架拆除清根MT或PT打磨中间验收1.几何尺寸检查2.审片3.焊接资料审查内脚手架搭设球壳板几何尺寸复验超声波、渗透检测外脚手架搭设赤道带检查1.圆度2.间隙、错边量、棱角度3.支柱垂直度4.赤道线水平度内脚手架搭设1.焊接工艺评定2.焊工资格证审查3.焊条复验4.试板焊接5.加热系统安装隐蔽工程验收内脚手架拆除内脚手架拆除产品试板力学性能检验交 工除锈涂漆气密性试验整体热处理水压试验纵缝焊接NDT检测环缝焊接现场清理焊前整体尺寸检查1.圆度2.错边量、间隙、棱角度3.支柱垂直度吊 卡 具 焊 接上下段支柱组焊上极板组装下极板组装上温带板组装赤道板组装基础验收外脚手架完善2、球壳板的检查要求2.1表面质量良好,无明显压痕、划伤和严重麻点等缺陷。
某球罐项目制作安装方案
3.3 球罐工程主要施工方法及技术要求3.3.1球罐工程概况3.3.2球罐的主要施工程序图3.3.1-1 单台球罐主要施工程序3.3.3施工准备正式施工前,必须做好以下施工准备工作。
3.3.3.1施工图纸会审1设备图纸、明细表及设计说明书是否有效、完整、统一,并有必要的份数。
2 图面是否清晰、图签明确、签字齐全。
3 说明书、技术条件和检验标准是否符合《压力容器安全技术监察规程》以及规范的要求。
4需要修改或补充图纸时,由设计单位办理修改联系单或补充图,作为施工的依据之一。
5图纸审核由工艺技术人员组织,工艺责任师审查确认并填写图纸会审记录。
3.3.3.2完善施工组织设计,编制焊接工艺卡、无损检测方案、热处理方案等工艺文件。
3.3.3.3施工用机械、设备、工卡具进入施工现场,并完成“三通一平”。
3.3.3.4现场施工人员资格审查,电焊工、起重工、电工等必须持用劳动部门颁发的有效的合格证。
3.3.3.5进入现场的检验、测量器具必须是符合标准且经检验合格的。
3.3.3.6球壳板及其附件到达现场后,与甲方共同验收清点其规格、数量、标记,并核对制造厂提供的质量证明书及各项检验报告,并将材料卸于指定位置(方便组装施工为宜)。
3.3.3.7对照施工图和标准规范对所有半成品进行现场检验。
3.3.3.8检查焊条的质量证明书和外观质量,按批量进行扩散氢含量复验。
3.3.4基础验收3.3.4.1在业主、监理的领导下,与土建专业办理基础中间交接验收证明书。
并附有测量记录、隐蔽记录、中间交接记录及有关试验报告等技术资料。
安装单位按交工资料和基础验收标准进行复测验收。
3.3.4.2 基础上应明显划出标高基准线、纵横中心线及观测沉降的水准线。
3.3.4.3 基础外观不得有裂纹、蜂窝、空洞、露筋等缺陷。
3.3.4.4 基础混凝土强度须达到设计要求,周围的土要回填、整平、夯实。
3.3.4.5基础尺寸检查项目及其允许偏差值应符合下表规定表3.3.4-1 球罐基础尺寸允许偏差3.3.5球壳板检查验收3.3.5.1 球壳板外观及几何尺寸检查1球壳板的形式与尺寸应符合图样要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
技术标目录
1 工程项目概况
2 采用的主要标准规范
3 现场组织机构
3.1 现场施工组织机构图
4. 球罐安装施工方案
5 工程施工进度计划表
6. 球罐安装管理人员动员计划
7 施工机具设备、材料动员计划
7.1 现场安装主要施工机械设备表
7.2 球罐安装主要检测工具表
8 质量保证措施(略)
9 安全措施和文明施工(略)
1 工程项目概况。
2 采用的主要标准规范。
施工用主要规范及技术文件
《压力容器安全技术监察规程 (99) 》
GB150 - 1998 《钢制压力容器》
GB12337-98 《钢制球形储罐》
GB50094-98 《球形储罐施工及验收规范》
JB4708-92 《钢制压力容器焊接工艺评定》
JB/T4709-92 《钢制压力容器焊接规程》
JB4730-94 《压力容器无损探伤》
劳动部颁发《锅炉压力容器焊工考试规则》
SHJ514-90 《石油化工设备安装工程质量检验评定标准》HGJ233-87 、 SHJ505-87 《炼油、化工施工安全规程》Q/HSJ202.02.23-1999 公司《质量手册》
GB985 — 88 《手工电弧焊焊接接头的基本型式与尺寸》GB986 — 88 《埋弧焊焊接接头的基本型式与尺寸》
3 现场组织机构。
3.1 现场施工组织机构图。
3.2 职责和权限。
3.2.1 项目经理的职责与权限
3.2.1 .1 项目经理的职责
项目经理在工程项目施工中处于中心地位,对工程项目施工负有全面管理的责任。
项目经理在承担工程项目施工管理的过程中,履行下列职责:
a. 贯彻执行国家有关法律、法规和政策,执行企业的各项决议;
b. 严格执行财经制度,加强财经管理,正确处理国家、企业、集体与个人的利益关系;
c. 执行承包合同中由项目经理负责履行的各项条款;
d. 对施工全过程进行有效控制,实现安全生产,确保工程质量和进度,努力提高经济效益。
3.2.1 .2 项目经理的权限
在企业法人代表授权范围内:
a. 组织项目管理班子;
b. 以企业法人代表的代理人身份处理与工程项目有关的外部关系,受委托签署有关合同;
c. 指挥施工项目内的生产经营活动,调配人力、资金、物资等生产要素;
d. 选择施工作业队伍和分包单位;
e. 在不违反国家和企业要求的条件下,建立和实施项目内部的经济责任制和分配办法。