丙烯球罐设计方案
丙烯球罐区的安全设计
大学课程设计(论文) 题目:300m3丙烯罐区的安全学生姓名:学号:班级:专业:指导教师:摘要由于工业过程特别是化工工业、石油化学工业为代表的高能化、自动化大型生产装置在世界范围内的迅速发展,灾害性爆炸事故、火灾事故、大范围人群中毒事故不断出现,这些灾害所造成的后果和社会问题远远超过事故本身。
随着经济规模越来越宏大、高科技越来越密集,避免化学工业灾害性事故成为工业装置平稳安全运行的核心问题。
本次论文通过对300丙烯球罐区球罐的设计、强度设计、附件设计及其防火防爆安全技术设计,以技术上先进性、可行性,经济上合理性为前提,综合分析丙烯的物理、化学性质,通过其危险性的分析来设计储罐区的布置。
同时对重大事故分析、安全管理制度和措施的研究来制定一系列的预防措施,从而保证过程正常运行、安全生产,为创造一个良好的工作环境提供了保障。
关键词:球罐防火防爆安全设计管理制度目录第一章概述 (5)一、丙烯的性质 (5)1、丙烯的理化性质 (5)2、丙烯的毒性 (5)二、丙烯的危害 (5)1、环境危害 (6)2、危险特性 (6)三、事故的预防与控制 (6)1、操作储存的注意事项 (6)2、个体防护 (6)3、事故应急处理 (7)四、法规信息 (7)第二章总平面布置设计 (8)一、丙烯球罐区的方位布置 (8)1、区域规划 (8)2、工厂总平面的布置 (9)二、厂内道路及罐区的布置 (10)1、道路的规划 (10)2、罐区的布置 (11)三、管线的布置 (12)1、简单设置 (12)2、管线保冷大都是用发泡的泡沫塑料成型管壳 (13)3、弯曲、异形处的保冷 (13)4、外防护层 (13)四、防火堤的设计原则 (14)第三章球罐的设计 (15)一、球罐的设计条件 (15)二、罐体的设计 (15)1、球罐材料的确定 (15)2、罐体制造 (15)三、球罐的附件 (16)1、附件的简介 (16)2、安全阀 (16)3、梯子平台 (18)4、水喷淋装置 (18)5、液位计 (19)6、压力表 (20)7、温度计 (20)8、防雷、防静电装置 (21)第四章罐区的消防安全设计 (22)一、球罐区消防安全的注意事项 (22)1、消防给水系统 (22)2、罐区的消防 (22)3、球罐的安全措施 (23)二、水喷雾消防冷却系统的介绍 (24)1、水喷雾系统的作用 (24)2、水雾喷头的选型 (25)三、球罐区水喷雾消防冷却系统的设计 (26)1、供水管道设计 (26)2、系统控制 (27)3、水雾喷头的布置 (27)4、设计冷却水喷雾强度核算 (28)四、球罐区消防系统的监督与维护 (30)第五章重大事故后果分析 (31)一、引起重大事故的原因 (31)1、火灾危险性分析 (31)2、液化丙烯火灾爆炸的事故树分析(FTA) (32)二、重大事故后果分析计算 (34)1、丙烯球罐火灾爆炸的伤害模型 (34)2、丙烯球罐火灾爆炸的定量评价计算(球罐蒸气云爆炸) (34)第六章安全管理措施及制度 (36)一、防雷电 (36)1、雷电的危害 (36)2、雷电的安全防护措施 (36)二、防静电 (36)1、静电的危害 (36)2、静电的安全防护措施 (37)三、开停车制度 (37)1、装置的开车管理 (37)2、装置的停车管理 (38)四、防泄漏 (38)1、丙烯的泄漏 (38)2、防泄漏的安全措施 (38)3、丙烯泄漏的应急处理措施 (39)参考文献 (40)第一章概述一、丙烯的性质1、丙烯的理化性质丙烯(propene,CH2=CHCH3)常温下为无色、无臭、稍带有甜味的气体。
丙烯球罐区的安全总平面布置设计方案

丙烯球罐区的安全总平面布置设计方案一、丙烯球罐区的方位布置1、区域规划(1) 由于球罐内储存的是有毒易燃易爆的甲A类液体,而且丙烯在常温常压下是气态,所以在进行区域规划时,应根据石油化工企业及其相邻的工厂或设施的特点和火灾危险性,结合地形、风向等条件,合理布置。
(2) 石油化工企业的生产区,宜位于邻近城镇或居住区全年最小频率风向的上风侧。
(3) 石油化工企业的生产区沿江河岸布置时,宜位于邻近江河的城镇、重要桥梁、大型锚地、船厂等重要建筑物或构筑物的下游。
(4) 石油化工企业的液化烃或可燃液体的罐区邻近江河、海岸布置时,应采取防止泄漏的可燃液体流入水域的措施。
(5) 石油化工企业与相邻工厂或设施的防火间距,不应小于表2-1的规定。
(6) 高架火炬的防火距离,应经幅射热计算确定;对可能携带可燃液体的高架火炬的防火距离,并不应小于表2-1规定。
表2—1石油化工企业与相邻工厂或设施的防火间距(单位:m)注:A. 括号内指防火间距起止点。
B. 当相邻设施为港区陆域、重要物品仓库和堆场、军事设施、机场等,对石油化工企业的距离有特殊要求时,应按有关规定执行。
2、工厂总平面的布置(1) 工厂总平面,应根据工厂的生产流程及各组成部分的生产特点和火灾危险性,结合地形、风向等条件,按功能分区集中布置。
(2) 可能散发可燃气体的工艺装置、罐组、装卸区或全厂性污水处理场等设施,宜布置在人员集中场所,及明火或散发火花地点的全年最小频率风向的上风侧;在山区或丘陵地区,并应避免布置在窝风地带。
(3) 液化烃罐组或可燃液体罐组,不应毗邻布置在高于工艺装置、全厂性重要设施或人员集中场所的阶梯上。
但受条件限制或有工艺要求时,可燃液体原料储罐可毗邻布置在高架工艺装置的阶梯上。
(4) 当厂区采用阶梯式布置时,阶梯间应有防止泄漏的可燃液体漫流的措施。
(5) 全厂性的高架火炬,宜位于生产区全年最小频率风向的上风侧。
空气分离装置,应布置在空气清洁地段并位于散发乙炔、其他烃类气体、粉尘等场所的全年最小频率风向的下风侧。
1500m3丙烯球罐设计

1500m3丙烯球罐设计摘要本文首先对球形储罐的特点、发展概况和结构形式进行了简单的介绍,然后对目前国内外对球形储罐的研究水平进行了研究,发现目前国内的研究水平和国外相比还是有一定的差距。
对球形储罐设计的意义在于:通常球罐作为大容量、有压存储容器,在各工业部门中作为液化石油气(LPG)、液化天然气(LNG)、液氨、液氧、液氢、液氮及其他中间介质的贮存,也作为压缩空气、压缩气体(氧气、氮气、城市煤气……)的贮存;在原子能工业中球罐还作为安全壳(分割辐射和无辐射去的大型球壳)使用,总之随着工业的发展,球罐的使用范围也越来越广泛。
但是目前限制球罐向大型化发展的主要因素有:设计制造规范、球罐用钢、球罐现场组装和焊接问题、球罐现场热处理、球壳板尺寸精度,因此对球罐的结构和材料的选用提出了新的要求。
本文主要针对球罐的上支柱连接结构进行了相应的改进,把U形柱结构型式支柱改为长圆形结构型式支柱,在球罐施焊过程中和球罐受力方面到得了优化。
关键词:球形储罐应用范围大型化支柱结构Design of 1500m3 Propylene Spherical TankAbstractFirst, the characteristics, development of the survey and structural of the Spherical Tank are introduced in this paper.Then the Level of research for Spherical tank at home and abroad were studied. Study found that the level of development, or has a gap compared domestic to foreign. The significance of the spherical tank design are as follows: Usually as a large spherical tank capacity, pressure storage containers, In the industrial sector as liquefied petroleum gas (LPG), liquefied natural gas (LNG), liquid ammonia, liquid oxygen, liquid hydrogen, liquid nitrogen, and other storage media center, also as compressed air, compressed gases (oxygen, nitrogen, city gas ... ...) of the storage; In the atomic energy industry, also serves as the containment sphere (division of radiation and no radiation to the large spherical shell), In short With industrial development, the use of spherical tanks are increasingly being used. But the current restrictions on development to large spherical main factors: design and manufacturing specifications, spherical steel, spherical field assembly and welding problems, spherical tanks on-site heat treatment, dimensional accuracy of shell plates. Therefore, the structure of spherical tank and material selection were proposed new requirements. This paper corresponding improves on the pillar of the main connection for the spherical structure, changing the U-shaped column structure type pillar into pillar oblong structure type, has optimization in the spherical tank welding process and the terms of the spherical tank force.Key Words: Spherical tank; Scope of application; Large to turn; Support structure目录摘要 (Ⅰ)ABSTRACT (Ⅱ)第一章绪论 (4)1.1概述 (4)1.2球罐的设计参数 (5)1.3国内外发展情况 (5)第二章基本尺寸确定 (7)2.1外形尺寸的确定 (7)2.2材料选择 (7)2.3球壳设计 (9)第三章球罐受力分析 (10)3.1球罐质量计算 (10)3.2地震载荷计算 (12)3.3风载荷计算 (12)3.4弯矩计算 (13)第四章强度及稳定性校核 (14)4.1支柱计算 (14)4.2地脚螺栓计算 (16)4.3支柱底板计算 (17)4.4拉杆计算 (18)4.5支柱与拉杆最低点A点应力计算 (20)4.6支柱与球壳连接焊缝强度 (21)4.7开孔补强校核 (21)第五章球壳分瓣计算 (23)5.1赤道带和上温带合板(如图5-1) (23)5.2赤道带(如图5-2) (24)5.3极板(如图5-3) (25)第六章工厂制造及现场组装 (28)6.1工厂制造 (28)6.2现场组装 (29)6.3组装方案 (30)第七章检验 (34)7.1原材料检验 (35)7.2车间制造检验 (36)7.3安装焊接检验 (40)7.4竣工检查 (45)7.5使用安全检查 (47)第八章技术经济分析 (51)第九章结论 (52)参考文献 (54)致谢 (57)第一章绪论1.1概述近十几年来球形容器在国外发展的很快,我国球形容器引进建设在七十年代才得到了飞速的发展。
最新400M3丙烯球罐设计(机械CAD图纸)
400M3丙烯球罐设计(机械C A D图纸)摘要本次设计中的400m³球罐用于贮存氧气,其球壳板的材质为16MnR,本文对其母材的焊接性做了简要的分析,并在次基础上选择了球罐焊接前的预热温度,以及焊接方法和焊接材料。
预热温度为120-140℃,焊接方法为焊条电弧焊,焊条为E5015。
根据工厂的生产经验和相关标准编制了400m³球罐的生产工艺流程。
在整个生产过程中,球壳板的压制成形,球罐的组装与球罐的焊接属于生产中的重点与难点,在本文中都进行了详细的分析和论述。
球壳板成形采取布局成形的方法,必须在现场进行。
本文根据球罐上每条焊缝的不同特点,制定了各个焊缝的具体焊接方法,并选择了焊接工艺参数。
球罐组装‘焊接之后,需要进行焊后处理,包括无损检测,焊后热处理,以及耐压试验等,本文也都进行了简要的分析和说明,并介绍了相应的处理方法和注意事项。
关键词:球罐成形组装焊接AbstractThe design of the 400m³ spherical container used for store oxygen ,its spherical shell plate material is 16MnR .In this paper, the welding of the base metal was analysed briefly ,and on this foundation ,the preheat temperature before the spherical container for welding ,the welding process ,and the welding material were selected . The preheat temperature is 120-140 ℃,the welding process is the shield metal are welding, the covered electrodes are E5015 .The produce technologic course of the 400 m³spherical container was compiled according to the experience of the manufacturing plant and related standards .In the entire production process ,the press of forming spherical shell plate ,the installation and welding of spherical container belong to important and difficult in the production . In this paper ,they were carried out a detailed analysis and exposition .the methods of forming the spherical shell plate was part forming . The of the spherical container was divided two parts, they are the parts installation method ,and it should be conducted at the scene. According to the different character of each weld on the spherical container ,in this paper ,the concrete welding process of every weld was complied ,and the welding procedure parameters were chose .After the installation and welding of the spherical container ,there need to conduct process when the welding finished ,which include non-destructive testing , post weld heat treatment ,and the pressure test ,and so on .In the paper , they were conducted a brief analysis and exposition ,and were introduced the corresponding resolve methods and attention matters .Key words :Spherical container forming installation welding目录绪论 (1)1.1球形容器的特点 (1)1.2球形容器分类 (1)1.3国内球罐建造情况 (2)第一章材料选用 (3)1.1材料的选择原则 (3)1.2壳体用材料 (4)1.3锻件用钢 (5)1.4螺栓、螺母和支撑结构的选材 (6)1.4.1螺栓螺母的选用 (6)1.4.2支承结构(支柱、拉杆等)选材 (6)第二章结构设计 (7)2.1概述 (7)2.2球壳设计 (7)2.3球壳的分带,分块及分角 (8)2.4纯桔瓣球壳的瓣片设计和计算 (9)2.4.1瓣片设计 (9)3.4.2纯桔瓣球瓣的计算 (9)3.5坡口设计 (15)3.6支座设计 (16)3.6.1支座结构 (16)3.6.2拉杆结构 (16)3.7人孔和接管 (16)3.7.1人孔结构 (16)3.7.2接管结构 (16)3.8球罐的附件设计 (17)3.8.1梯子平台 (17)3.8.2水喷淋装置 (17)3.8.3隔热设施 (18)3.8.4页面计 (18).8.5压力表 (18)2.8.6安全阀 (18)第四章强度计算 (19)4.1球壳壁厚计算 (19)4.1.1符号说明 (19)4.1.2计算各带壳板厚度时的计算压力,最大的物料成装体积 (20)4.13各带球壳板的厚度计算 (20)4.2支柱计算 (21)4.2.1载荷计算 (21)4.2.2支柱计算 (24)表4-2B向受力表 (28)4.2.3 支柱弯矩及偏心率计算 (29)支柱在操作和水压试验时,在内压力作用下,球壳直径增大,使支柱承受偏心弯矩和附加弯矩 (29)a 偏心弯矩 (29)4.2.4 支柱稳定性验算 (30)查表得ε0=0.278353 (31)4.2.5 地脚螺栓计算 (32)4.3拉杆计算 (33)4.3.1 拉杆强度计算 (33)4.3.2 拉杆连接部位计算 (34)4.4 支柱和球壳连接最低处a点的应力验算 (36)4.4.1 符号说明 (36)4.4.2 单项应力计算 (37)4.4.3 合成应力计算 (38)4.4.4 强度验算 (39)4.5 支柱与球壳连接焊缝强度验算 (39)4.6 支柱间的允许沉降差 (40)4.7 人孔锻件设计和强度校核 (41)4.7.1人孔锻件设计 (41)4.7.2法兰强度校核 (42)4.7.3法兰外力矩计算 (44)4.7.4法兰形状系数 (45)4.7.5 法兰应力计算 (46)4.7.6应力检验 (46)第五章工厂制造及现场组装 (47)5.1工厂制造 (48)5.1.1 原材料检验 (48)要了解钢板的使用状态和了解进厂钢板的实际状态是否与使用状态相符。
丙烯储罐毕业设计
1、绪论1.1 任务说明设计一个容积为50m³的丙烯储罐,采用常规设计方法,综合考虑环境条件、液体性质等因素并参考相关标准,按工艺设计、设备结构设计、设备强度计算的设计顺序,分别对储罐的筒体、封头、鞍座、人孔、接管进行设计,然后采用SW6-1998对其进行强度校核,最后形成合理的设计方案。
1.2 丙烯的性质常温为气体,不易溶于水,易溶于非极性或弱性有机溶剂苯、乙醚。
2、设计参数的确定表1 设计参数表2.1 筒体材料的选择根据丙烯的特性,查GB150-1998选择Q345R。
Q345R是压力容器专用钢,适用范围:用于介质具有一定腐蚀性,壁厚较大(16mm≥)的压力容器。
钢板标准GB6645和“关于《固定式压力容器安全技术监察规程》的实施意见”。
根据GB713-2008中规定,厚度允许偏差按GB/T709的B类偏差取0.3mm。
2.2 钢管材料的选择根据JB/T4731,钢管的材料选用20号钢,根据GB8163,其许用应力Mpat1.σ[=150]3、压力容器结构设计3.1筒体公称直径计算筒体的公称直径i D 有标准选择,而它的长度L 可以根据容积要求来决定。
根据公式 23i 50m 4D L π= 取 L/D=4将L/D=4代入得:i 2520D mm = 圆整后,i 2600mm D =3.2 封头结构设计查GB/T 25198-2010《压力容器封头》得:封头型号采用EHA 型,即标准椭圆封头,并以内径为标准。
表2 封头参数查JB/T 4746-2002《钢制压力容器用封头》,由表B 、2 EHA 椭圆形封头质量得:m=1064.2kg 。
3.3筒体长度计算根据 g 2?/0.9V V V +=筒封 得:9.4m L=筒圆整后取9.5mi9500 3.62600LD=≈ 在3-6之间 故计算容积为54.98m ³3.4 计算压力cp查《压力容器介质手册》可得丙烯在50℃下的密度为457.63g m则:液柱静压力: 1P =457.69.81 2.60.0116596M gh Pa ρ=⨯⨯=1/0.015696/2.160.73%5%P P ==<,故液柱静压力可以忽略,设计压力可取计算压力 即:c P P 2.16MPa ==3.5 筒体壁厚计算该容器需100%探伤,所以取其焊接系数为 1.0φ=。
丙烯球罐安装工程施工组织设计

南京金浦锦湖化工有限公司8万吨/年丙烷装置2台1000m3丙烯球罐安装工程施工组织设计编制:审核:批准:中国石油天然气第一建设公司二○○七年六月1.编制说明1.1本施工组织设计仅适用于南京金浦锦湖化工有限公司8万吨/年环氧丙烷装置丙烯罐区2台1000m3丙烯球罐安装工程。
1.2编制及施工验收依据●施工蓝图●《压力容器安全技术监察规程》质技监局锅发[1999]●《钢制球形储罐》GB12337—1998●《钢制压力容器》GB150—1998●《球形储罐施工及验收规范》GB50094—98●《承压设备无损检测》JB47030.1-4730.6-2005●《熔敷金属中扩散氢测定方法》GB/T3965-1995●《金属夏比缺口冲击实验方法》GB/T229-94●《压力容器涂敷与运输包装》JB/T4711-2003●《钢制压力容器焊接工艺评定》JB4708-2000●《压力容器用钢板》GB6654-1996●《碳钢焊条》GB/T5117-1995●《压力容器用碳素钢和低合金钢锻件》JB4726-2000●《低合金钢焊条》GB/T5118-1995●《钢制压力容器产品焊接试板的力学性能检验》JB4744-2000●《压力容器用钢焊条订货技术条件》JB4747-2002●公司《压力容器现场组焊质量保证手册》及《质量管理手册》2.工程概况本工程南京金浦锦湖化工有限公司8万吨/年环氧丙烷装置2台1000m3球罐安装工程新建设备。
2.1 建设单位:南京金浦锦湖化工有限公司。
2.2 设计单位:中国天辰化学工程公司2.3 1000m3丙烯球罐设计参数设计压力:2.18Mpa设计温度:50℃工作压力:1.96Mpa水压试验压力:2.73Mpa气密性试验压力:2.18Mpa公称容积:1000m3内径:12300mm储存介质:丙烯材质:16MnR容器类别:III类壁厚:48mm腐蚀裕度:2m m2.4工程内容2.4.1 2台1000m3丙烯球罐本体组焊;2.4.2 球罐本体的罐顶平台、联合梯子平台预制安装、水喷淋系统安装等;2.5球罐结构形式赤道正切支柱三带混合结构,球罐零部件包括球壳板、支柱、拉杆、开孔接管及其它附件。
2000m_3丙烯球罐设计研究
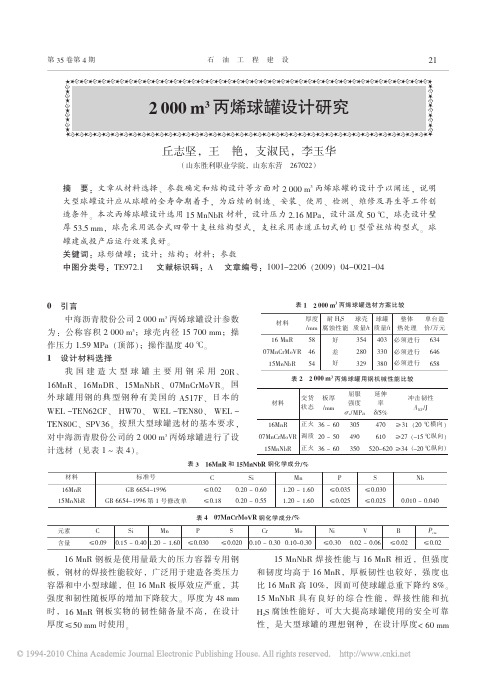
按球罐塑性失效法理论计算结果, 本罐不需 补强的最大孔径约为 100 mm, 但考虑到工程实际 中由于开孔附近材料可能存在缺陷, 接管焊缝存 在焊接应力, 几何尺寸变化不连续部位等会产生 应力集中, 为保险起见, 对所有接管的设计都进 行了补强。
本次设计中对于 DN > 100 mm 的开孔采用锻制 凸缘整体补强, 优点是它和球壳板形成的连接是对 接焊缝, 便于焊接及焊缝的无损检测。 对于 DN≤100 mm 的开孔采用厚壁管插入式整体补强, 优点是结构简 单, 节省材料; 缺点是因开孔较小, 角焊缝底部清 根困难, 又难以进行射线、 超声波等方法的内部检 测, 容易产生未焊透等缺陷。 由于插式接管焊缝是 近年来球罐质量中出现问题最多的部位之一, 在设
通过对采用 16MnR、 07MnCrMoVR 和15MnNbR 三个方案进行综合性分析比较 (表 1 ~ 表 4), 认为 16MnR 板厚效应严重, 设计厚度不宜超过 50 mm; 07MnCrMoVR 的 力 学 性 能 及 其 稳 定 性 好 , 厚 板 力 学性能一般, 但不允许有 H2S 腐蚀情况存在, 不宜 在本球罐中使用; 15MnNbR 属于中强度钢板, 厚 板力学性能稳定, 韧性储备好, 具有较好的抗 H2S 腐 蚀 能 力 。 用 15MnNbR 制 造 球 罐 , 虽 然 厚 度 较 07MnCrMoVR 厚 , 但 总 成 本 与 07MnCrMoVR 相 差 不多, 所以最后决定本球罐选用 15MnNbR 材料。 2 设计参数确定
设计中比较了 3 种方案, 第一种是混合式五带 十二支柱型式; 第二种是混合式四带十支柱型式, 见图 1; 第三种是混合式三带十支柱型式。 第一种 型式焊缝数量多, 施工工期长; 第三种焊缝数量最 少, 但单个球壳尺寸大, 生产厂家少, 价格高, 交 货时间长; 第二种比第三种增加了一道环焊缝, 但 比第一种焊缝数量少, 采购钢板比较容易。 根据制 作单位的情况及钢板的采购工期短的实际要求, 2 000 m3 丙烯球罐采用混合式四带十支柱型式。
3000m3丙烯球罐保冷设计技术方案创新
由于球 罐外 表 面 为 曲 面 , 若 采 用 泡 沫 玻 璃 的 技 术方 案 , 则加工 量 大且施 工难 度非 常大 , 因此 很
的不 同 , 有 按 照常温 设计 的 , 也有将 最低 设计 温度 取到 一 4 8 ℃ 的 。国内建造 的丙 烯球 罐大 都不进 行 保 冷设计 和施 工 , 也 有 一些 仓 储 企 业 根 据 自身 的 特 点进行 丙烯 球罐 的保 冷施 工 。笔者 以江苏 一 家
冷 防护 。
用下 , 通过 专用 设备 混合 , 经 高压 喷涂现 场发 泡而
成 的高分 子 聚合 物 , 具 有 保 温 与 防 水 的功 能 。该
材料 有 保 温 、 防水 和 粘 结性 能 好 、 施 工 简单 、 速 度
快及 造价 低等 特 点 , 也 是球 罐 保 冷 设 计 采用 最 多
1 . 3 橡 塑板
橡塑板 是 密闭式 发泡结 构 , 导热 系数 小 , 具 有 良好 的绝热 效果 , 密 闭式 气 泡结 构 和致 密 的 表 皮 使 水 汽不 易透过 , 且 吸水率 低 。产 品富有 柔韧性 , 施 工 安装 极 为 方便 、 省工省料、 外 观整 洁 完美 、 没
常 温下 的 丙 烯 为 无 色 、 无臭 、 稍 带 甜 味 的气
体, 分子量 为 4 2 . 0 8 、 密度为 0 . 5 1 3 9 g / c m 、 冰 点 为 一1 8 5 . 3 ℃、 沸 点为 一 4 7 . 4 ℃, 易燃 、 爆 炸 极 限为 2 % ~1 1 %, 不溶 于水 , 可溶 于有 机溶 剂 , 是 一种 低
有污 染 。使 用 温 度 范 围广 、 耐 火 性 良好 、 经 久 耐
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
j、〔日〕WES3003“低温结构用钢板评定标准”
k、〔日〕JISZ3700-80
3、工程简介
3.1结构简图
球罐板及焊缝代号
上极板为F;Fl-F7
赤道带板为A;Al-A20
下极板为G;Gl-G7
相邻板间焊缝采用对应板号前后组合,如:A2A3;F1F2等
3.2焊缝坡口形式
球罐组装时,利用工卡具调整球壳板对口间隙、错边量及角变形,不得采用机械方法进行强力组装。
c 外脚手架的搭设(见下图)
赤道带最大截面处平面图
上温带带最大截面处平面图
外架子立面图
当赤道带组对成环后,开始着手搭设防雨防风大棚及外脚手架子,成环后开始立片封盖。
1)外脚手架的绑扎应按有关规定进行,这不仅关系到操作人员的人身安全,而且还直接影响焊接质量。
所达到的质量目标计划:
a、单位工程交验合格率100%;
b、分部、分项工程交验优良率90%;
c、封闭设备抽检合格率100%;
d、无任何大小质量事故;
2、编制依据
a、《压力容器安全技术监察规程》国家技术质量监督局
b、GB150-98《钢制压力容器》
c、GB12337-98《钢制球形贮罐》及附录A“低温球形储罐”
5、施工前准备
5.1 根据建设单位要求及现场实施情况,绘制总平面图并搞好暂设工程,详见用电、用水计划。
5.2 球罐的零部件检验及焊材复验
球罐零部件的检查验收是控制质量的重要环节,是一项极其细致而复杂的工作,每一项的检查都要有记录,并应如实地记录所测数据,经确认合格后,才能进行球罐的组装工作。
5.2.1 球罐的球壳板、人孔、接管、法兰、补强件、支柱及拉杆等出厂证明包括:
B1、B2、B3
±2
3
对角线弦长D
±3
4
两条对角线间距
≤5
测量曲率及弦长时,应使板成自然形态,如果测钝边长应考虑到它与未开坡口时值不同。
e 支柱直径及长度用钢尺检测,其结果应符合图纸要求,长度偏差3mm直径偏差2mm,支柱的几何参数如下表:
部位
L(mm)
K(mm)
φ(mm)
δ(mm)
α(o)
m(mm)
6.5 球壳板的组装
a 球壳板的组装采用伞形架一散装法进行组装。(见下图)
球罐伞型架立面图
球罐伞型架平面示意图
b 球壳板的组装
球罐的赤道带板组装前,应将下极板,下极侧板放入基础中间备用。吊装第一块带支柱的赤道板,就位后用拖拉绳将赤道板固定,紧固地脚螺栓再吊装第二块带支柱的赤道板,采用同样的方法固定,将不带支柱的赤道板插入两块带柱板中间,并用卡具联接好,调整好间隙,支柱垂直度、水平度、错边量,以后的吊装都以此三块为基准,因此头三块赤道板的安装位置很重要。
b单个零件或部件的设备代号、零件或部件的序号,出厂标号等体积较大的标记作在零部件上,体积较小的用系在其上的扉标明。
c极带板需在外面标出0°、90°、180°、270°方位基准线。
d球壳板内外表面应除锈,并涂防锈漆两遍,坡口表面及其内、外边缘100mm的范围内涂可焊性涂料。
e球壳板应采用钢结构托架包装,球壳板的凸面朝上,各板间垫以柔性材料,每个包装架的总重不宜超过30吨。
球壳板的四角顶好,曲率、弧长应符合要求,上支柱与下支柱须在钢平台上组对好之后,焊接成一体,再吊装。组对后在底板上放好径向和周向中心线,并在上部打洋冲眼,以便安装找正。
组对示意图见下图:
支柱底板到赤道线距离L:±2
支柱直线度:三点标高差不得大于2mm
支柱与赤道板轴线的平行度:L1-L2不得大于2mm
经施工者、检查员检查无误办理工序交接方可焊接。
2)具体搭设尺寸应按附图所标尺寸制作绑扎。
3)每层架子宽度必须足够两人并行的量,以保证工作人员行走时不影响焊工施焊。
4)靠近球罐纵缝的脚手杆要搭在纵缝右侧,距离要保持1000mm以上,以利于施焊。
5)应符合《脚手架搭设规程》
6.6 球罐梯子平台的安装
梯子平台的安装应严格按图纸要求施工。
6.7 质量检验标准
b 球壳板的厚度应进行抽查,实测厚度不小于41.75mm,抽查数量共11块,赤道带4块,上温带3块,上、下极板各2块;每张球壳板的检测不应少于5点。
测厚位置如下图所示,每块板测5点。
c 坡口检查
1)平面度≤1mm;表面应平滑,表面粗糙度≤25μm,缺陷间的极限间距应大于或等于0.5m。
2)坡口表面应经磁粉或渗透检测抽查,不应有裂纹、分层、夹渣等缺陷。抽查数量及部位与测厚数量及部位一致,若发现有不允许的缺陷,应加倍抽查,若仍有不允许的缺陷,应逐件检查。(按JB4730-94要求Ⅰ极为合格)
用同样的方法吊装完其余的赤道带板,待赤道板成环后,调整好错边量、水平度、角度形、焊缝间隙后,方可安装下极侧板及上极侧板(步骤与安装赤道带板相同)。
上下极侧板吊装完毕后,安装下极板和上极板,调整好间隙、错边量、角变形后,测量直径,合格后方可进行点焊,点焊完毕复测角变形、
经有关部门及劳动局检查之后办理工序交接,交焊工焊接。
6.7.2 梯子平台等连接位置允许偏差≤10mm
应符合《钢结构工程施工及验收规范》GB50205-95
7、焊接
7.1 焊接方法、设备、焊工
7.1.1 球罐焊接采用手工电弧焊。
7.1.2 球罐焊接采用直流焊机,钢结构焊接采用交流焊机。设备的维护严格执行吉化建《压力容器质量保证手册》及有关规定。
3.3主要设计参数
序号
项目名称
丙烯球罐
1
公称容积
2000m3
2
设计温度
50/-32℃
3
盛装介质
丙烯
4
容器类别
Ⅲ类
5
球体材质
RIVER ACE 610L
6
腐蚀裕度
3mm
7
结构形式
赤道正切10支柱混合式五带球罐
8
设备净重
3348855Kg
9
设计压力
2.16MPa
10
工作压力
1.7 MPa
11
水压试验压力
6.7.1 球罐组对焊接允许偏差
对口间隙:2±2mm
对口错边量:不得大于3mm
角变形:焊前≤7mm,焊后≤10mm(样板弦长1m)
连接板安装位置:偏差应≤10mm
支柱垂直度≤15mm
球罐组装完成后得最大直径与最小直径之差宜小于球罐设计内径的3/1000,即47.1mm;焊后两极间的内直径、赤道截面的最大内直径和最小内直径三者之间相互之差均应小于等于80mm,两极间的内直径、赤道截面的最大内直径和最小内直径与设计内直径之差均应小于等于80mm。
3)坡口角度允许偏差:±2o30,;
坡口钝边及坡口深度的允许偏差:±1.5mm。
4)球壳板周边100 mm范围内应进行全面积超声波检测抽查,抽查数量及部位与测厚数量及部位一致。若发现有不允许的缺陷,应加倍抽查,若仍有不允许的缺陷,应逐件检查。(按JB4703-94要求Ⅰ极为合格)
d 球壳板曲率及几何尺寸检查
l工厂在制造的过程中临时在球壳板上焊接吊具、卡具及电弧烧伤部位的记录
m工厂修改设计或产品与原设计不一致部分的记录
n注有分瓣角度、尺寸及材料批号的球壳排板图
5.2.2产品零部件的油漆、包装、运输
a全部受压零件及提供给安装单位的试板必须具有材料标记(钢号及炉批号或其它专用代号),标记必须用牢固较大的油漆写成。
鉴于上述原因,吉化集团公司决定将10.6万吨/年丙烯腈装置扩建至21万吨/年,并相应增设罐区及配套设施。扩建后的丙烯腈装置提供储存原料丙烯和成品丙烯腈能力的罐区。在现有的基础上新增3台2000m3丙烯球罐。
本施工方案针对吉化集团公司10.6万吨/年丙烯腈装置罐区中的丙烯球罐而编制。其中包括组装及焊接施工工艺,并另对安全措施给予介绍。
方案编号
施 工 技 术 方 案
吉化集团公司10.6万吨/年丙烯腈扩建工程丙烯球罐组焊
三类
批准:
复审: 审核:
编制:
编制单位:
1、工程概况
吉化集团公司丙烯腈装置是“吉化30万吨乙烯及其配套工程”的配套装置之一。该装置采用美国BP公司的工艺技术,于1997年10月建成投产。原设计规模为6.6万吨/年,2000年丙烯腈装置扩建至10.6万吨/年。根据吉林石化公司“十五”计划和吉林化纤厂“十五”计划,吉林地区对丙烯腈产品的总需求量预计超过21万吨/年。
d、HG20585-1998《钢制低温压力容ห้องสมุดไป่ตู้技术规定》
e、GB50094-98《球形储罐施工及验收规范》
f、JB/T4709-2000<钢制压力容器焊接工艺评定》
g、JB4730-94《压力容器无损检测》、
中国石油集团工程设计有限责任公司东北分公司设计院丙烯球罐设计图纸
h、JB4708-2000 《 钢制压力容器焊接工艺评定》
f试板宜装箱运输,拉杆等杆件宜集束包扎。
g所有加工件表面应涂防锈油脂,拉杆螺纹应采用软包工装妥善保护。
5.2.3 球罐受压元件及支柱所用的材料应符合设计要求,非受压元件的焊接性能与球壳板材料相适应。
5.2.4 球壳板的检验
a 球壳板应有良好的表面质量,不得有气孔、结疤、拉裂折叠、夹渣和压入的氧化皮,无明显的压坑、划伤和严重的麻点等缺陷,壳板边缘不应有分层,每块球壳板本身不得拼接。
a球罐零部件出厂合格证
b材料代用审批手续
c各种材料质量证明书及球壳材料的复验报告
d钢板、锻件及零部件无损检测报告
e球壳板周边超声波探伤报告
f坡口和焊缝无损探伤报告
g产品试板检验报告
h焊接试板试验报告
i各球壳瓣片的尺寸测量结果及偏差值
j主要焊接工艺,焊后热处理温度曲线
k球壳板等受压件缺陷及修补记录(要求有记录缺陷性质、位置、修补方法和修补后检验结果)