SMA量具重复性和再现性分析报告
量具重复性与再现性分析

量具重复性与再现性分析GR&Rgaugerepetition&reappearance量具重复性与再现性分析R&R是推进6 SIGMA及QS 9000中常用的评价测定系统再现性及再生性的工具,被广泛应用于尺寸测定的工具上,根据本人的经验,其一般不用于电子测量仪器上,特别是数显的仪器.同时在应用GR&R方法时,很关键的是安排测量人员,测量样本及收集数据,这些步骤将影响评价的结果.备注: MSA 和GR&R是两个概念,MSA是测定系统分析的全称,其包含5种评价方法,通常称5-STUDY,即: BIAS, STABILITY, REPEATABILITY, REPRODUCIBILITY, LINEARITY.1. 测量系统分析(MSA) :Measurement Systems Analysis量具可重复性与可再现性分析(GR&R) :Gauge Repeatability and Reproducibility2. 测量系统:零件+ 评价人+ 测量工具3. 通常用以下程序来评价测量系统:3.1、偏倚:测量结果的观测平均值与基准值的差值。
偏倚常被称为“准确度”。
基准值:也称为可接受的基准值或标准值,是充当测量值的一个一致认可的基准,一个基准值可以通过采用更高级别的测量设备进行多次测量,取其平均值来确定。
3.2、重复性:由一个评价人,采用同一种测量仪器,多次测量同一零件的同一特性时获得的测试值变差。
3.3、再生性:由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。
3.4、稳定性:是测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。
3.5、线性:在量具预期的工作量程内,偏倚值的差值。
4. 总体说来,以上这些程序有时被称为“量具R&R ”程序,这是因为它们常常只是用来评价再现性和重复性这两项统计特性。
量具重复性和再现性分析报告

6
0.020 0.014 0.000
7
0.000 0.014 0.000
8
0.010 0.014 0.000
9
0.000 0.014 0.000
2
3
4
5
6
7
8
9
10
1
析图)
10
112.3133 112.318 112.307
3
4
5
6
7
8
9
10
112.3133 112.3100 112.3167 112.3067 112.3200 112.3200 112.3000 112.3133
%R&R
=
100 R&R
[ /
TV
= 9.75
%PV
=
100 [ PV / TV ]
= 99.52
1.41(PV/ ndc = R&R)
14.38633 =
注:当实验次数为2次时D4=3.267,A2=1.880;为3次时D4=2.575,A2=1.023;实验次数小于7时,D3 均为0
评价结论: □ %R统是可接受的;
量具可接 □ 10%≤%R&R≤30%,且数据级数ndc大于5,分析原因,参考过程能力并与客户商
受
定;
评价人: □ %R&R>30%,或数据级数ndc小于5时,系统不能接受,必须进行改进。
XXX
日期:
XXX
1
2
112.3100 112.3167
112.318 112.318
112.307 112.307
1
112.31
112.32 112.31 112.31 112.32 112.30 112.32 112.32
msa量具重复性与再现性分析样表
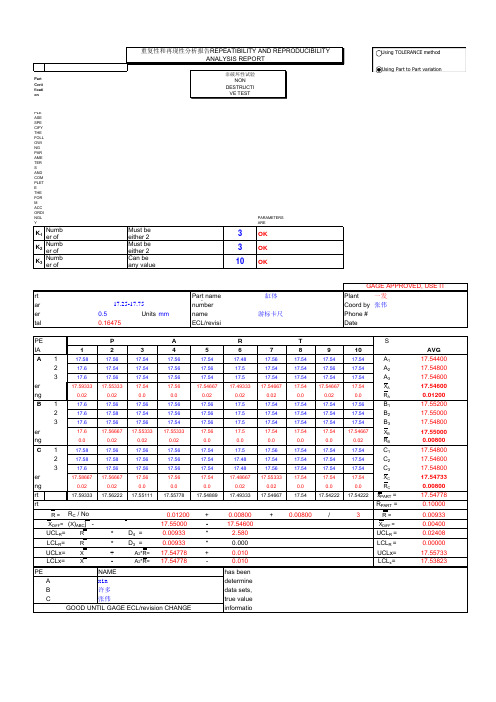
PLEASE SPECIFY THE FOLLOWING PARAMETERS AND COMPLETE THE FORM ACCORDINGLY PARAMETERS AREK1Number of Trials Must be either 2 or 33OKK2Number of Operators Must be either 2 or 33OKK3Number of Parts Can be any value between 2 and 10 10OK'01 PSW'01 PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE APPROVED, USE IT Part number Part name缸体Plant一发Characteristic Gage number Coord by张伟17.25-17.75Tolerance0.5Units mm Gage name游标卡尺Phone #Total Variation (TV)0.164754Gage ECL/revision DateOPERATOR P A R T RESULTSTRIAL #12345678910AVG A117.5817.5617.5417.5617.5417.4817.5617.5417.5417.54A117.54400 217.617.5417.5417.5617.5617.517.5417.5417.5617.54A217.54800 317.617.5617.5417.5617.5417.517.5417.5417.5417.54A317.54600 Average17.5933317.5533317.5417.5617.5466717.4933317.5466717.5417.5466717.54X A17.54600 Range0.020.020.00.00.020.020.020.00.020.0R A0.01200 B117.617.5617.5617.5617.5617.517.5417.5417.5417.56B117.55200 217.617.5817.5417.5617.5617.517.5417.5417.5417.54B217.55000 317.617.5617.5617.5417.5617.517.5417.5417.5417.54B317.54800 Average17.617.5666717.5533317.5533317.5617.517.5417.5417.5417.54667X B17.55000 Range0.00.020.020.020.00.00.00.00.00.02R B0.00800 C117.5817.5617.5617.5617.5417.517.5617.5417.5417.54C117.54800 217.5817.5817.5617.5617.5417.4817.5417.5417.5417.54C217.54600 317.617.5617.5617.5617.5417.4817.5617.5417.5417.54C317.54800 Average17.5866717.5666717.5617.5617.5417.4866717.5533317.5417.5417.54X C17.54733 Range0.020.020.00.00.00.020.020.00.00.0R C0.00800 Part Avg17.5933317.5622217.5511117.5577817.5488917.4933317.5466717.5417.5422217.54222x PART =17.54778 Part Range R PART =0.10000 R =R A+ R B + R C / No of operators =0.01200+0.00800+0.00800/3R =0.00933 X DIFF=[Max (X)ABC] - [Min (X)ABC] =17.55000-17.54600X DIFF =0.00400 UCL R=R*D4 =0.00933* 2.580UCL R =0.02408 LCL R=R*D3 =0.00933*0.000LCL R =0.00000 UCLx=X+A2*R=17.54778+0.010UCLx=17.55733 LCLx=X-A2*R=17.54778-0.010LCL x=17.53823 OPERATOR NAME NOTE: It has been statistically proven that the Tolerance Method is betterA wangshouxin to determine measurement equipment reliability. Even with negativeB许多Kurtosis data sets, the recorded measurements will be less than 1% away C张伟from the true value if GR&R is below 30%. Contact Quality Group if you GOOD UNTIL GAGE ECL/revision CHANGE need more information.FROM DATA SHEET:R =0.00933X DIFF =0.00400R PART =0.10000Measurement Unit Analysis Base on PART TO PART Variation Repeatibility - Equipment Variation (EV)EV =R * K1% EV = 100[EV/TV]EV =0.02847Trials K1% EV =17.283 3.05Reproducibility - Appraiser Variation (AV)AV= [ ( X DIFF * K2)2 - (EV2 / nr)](n parts, r trials)% AV = 100[AV/TV]AV=0.00947Oper K2% AV = 5.753 2.70Repeatibility & Reproducibility (R & R)% R&R = 100[R&R/TV]R&R= (EV2 + AV2)% R&R =18.21R&R=0.03000Part Variation (PV)PV=R PART * K3Parts K3% PV = 100[PV/TV]PV=0.1620010 1.62% PV =98.33Total Variation (TV) 1.62PLEASE SPECIFY THE FOLLOWING PARAMETERS AND COMPLETE THE FORM ACCORDINGLY PARAMETERS AREK 1Number of Trials Must be either 2 or 33OK K 2Number of OperatorsMust be either 2 or 33OK K 3Number of PartsCan be any value between 2 and 1010OK'01 PSW '01 PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE APPROVED, USE ITPart number Part name缸体Plant 一发Characteristic Gage number Coord by 张伟Tolerance0.5Units mm Gage name游标卡尺Phone #Total Variation (TV)0.164754Gage ECL/revisionDate17.25-17.75。
5-MSA量具重复性和再现性

质量体系要求
13
QUALITY SYSTEM REQUIREMENT 质量体系要求
ISO 9001:2000 - 7.6 监视和测量装置的控制 - 7.6.1 测量系统分析
ISO/TS 16949:2002
PPAP REQUIREMENT PPAP要求
14
AIAG MSA MANIAL AIAG MSA 手册
40
MEASUREMENT PROCESS 测量过程
41
STATISTICAL PROPERTIES OF MEASUREMENT SYSTEMS 测量系统的统计特性
AN IDEAL MEASUREMENT SYSTEM
WOULD PRODUCE ONLY “CORRECT”
MEASUREMENTS EACH TIME IT WAS USED. 理想的测量系统在每次使用时,应只产生“正确” 的测量结果。每次测量结果总应该与一个标准 相一致。
20
GENERAL
STANDARD 标准 l 用于比较的可接受的基准 l 用于接受的准则 l 已知数值,在表明的不确定度界限内, 作为真值被接受 l 基准值 一个标准应该是一个可操作的定义:由供应商或 顾客应用时,在昨天、今天和明天都具有同样的 含义,产生同样的结果。
21
BASIC EQUIPMENT 基本设备
47
由量具设计(分辨率)、固有质量(OEM)、 使用中的维修及仪器和标准的操作条件确定 总是以一个测量单位报告
33
WIDTH VARIATION 宽度变差
l CONSISTENCY 一致性 重复性随时间的变化程度 一个一致的测量过程是考虑到宽度 (变异性)下的统计受控
WIDTH VARIATION 宽度变差
重复性和再现性分析报告 MSA

2
0.253 0.253 0.253 0.253 0.000 0.253 0.253 0.253 0.253 0.000 0.253 0.253 0.253 0.253 0.000 0.2530
(
RA+RB+
17
RC ) / 评
价人个
R= 数 =
[Max(X
14
)ABC]- [Min(X)
XDIFF= ABC]=
重复性和再现性分析报告 MSA
零件号 特性 公差
公差(容 差)
位置度 0.254 0.254
评 价 人
N O.
试验次数
1A 1
2
2
3
3
4 平均值
5 极差
6B 1
7
2
8
3
9 平均值
10 极差
#C 1
#2
#3 14 平均值 15 极差 16 零件均值
1
0.254 0.254 0.254 0.254 0.000 0.254 0.254 0.254 0.254 0.000 0.254 0.254 0.254 0.254 0.000 0.2540
9.35
零件数
K3
10 0.3146
%PV= %PV=
100 * ( PV / TV )
99.56
量具可 以使用
。
文件编号: 2022.09.25
重复性和再现性分析报告 MSA
零件号 特性 公差
公差(容 差)
位置度 0.254 0.254
零件名称 量具编号 量具名称 量具精度
XXXX-XXXX-XX 三坐标(CMM) 0.001
0.000 0.000 0.000 0.000
8月份MSA重复性和再现性分析-(IQC数显卡尺)

重复性 - 设备变差(EV) EV = R K 1 EV = 0.0042 次数 2 3 再现性 - 操作人员变差(AV) AV = ( XDIFF * K ) 2 (EV 2 /nr) 2 AV = 0.0023 人数 2 3 重复性和再现性 (R & R) R&R = EV 2 AV 2 R&R = 0.0048 %R&R = 100 × [ R&R / TV ] %R&R = 20.5% 说明: 测量系统可能被接受,见Breakpoint的计算。 零件间变差(PV) 基于过程总变差的PV 零件数 6 7 总变差(TV) TV = R & R 2 PV 2 ———— TV = ——— ———— —>TV= 0.0233 基于过程总变差的TV=σ 8 9 10 K3 0.3742 0.3534 0.3375 数据分级数(NDC) 0.3249 0.3146 NDC = 1.41 × (PV / R&R) NDC = 7 说明: 数据分级数可以接受 重复性和再现性(%R&R)接收准则: 低于10%: 测量系统可接受。 介于10%到30%之间: 基于应用的重要性,该量具可能会被接受。在双性小于30%情况下,应计算风险参数 “BREAKPOINT”,并且检查其值是否小于37.8。 大于30%: 测量系统需要改善。识别出原因并纠正它们。 在该尺寸测量前,应从FMEA中确定风险顺序数(RPN)的值。将 BREAKPOINT RPN值填写到右边栏中,计算BREAKPOINT的值,并按照接收准 则作出相应的结论。 24.65 = 120 × 20.5% = RPN × %GR&R %PV = 100 × [ PV / TV ] %PV = 97.9% K2 0.7071 0.5231 %AV = 100 × [ AV / TV ] %AV = 9.9% K1 0.8862 0.5908 %EV = 100 × [ EV / TV ] %EV = 18.0%
APQP量具重复性和再现性X-R分析报告
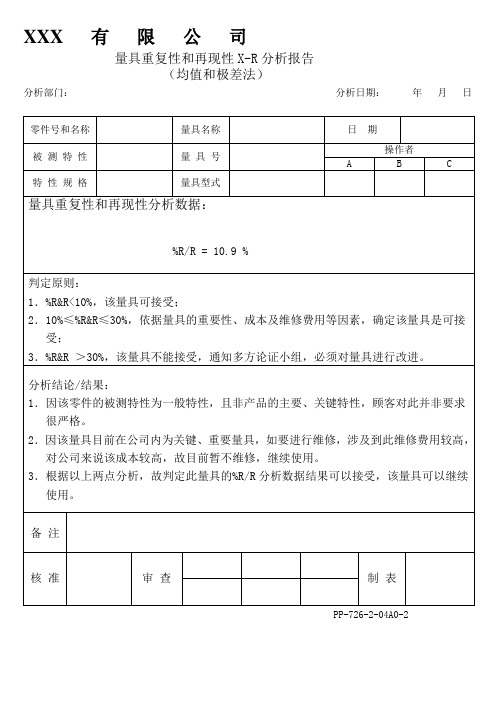
3.%R&R >30%,该量具不能接受,通知多方论证小组,必须对量具进行改进。
分析结论/结果:
1.因该零件的被测特性为一般特性,且非产品的主要、关键特性,顾客对此并非要求
很严格。
2.因该量具目前在公司内为关键、重要量具,如要进行维修,涉及到此维修费用较高,
对公司来说该成本较高,故目前暂不维修,继续使用。
3.根据以上两点分析,故判定此量具的%R/R分析数据结果可以接受,该
审 查
制 表
PP-726-2-04A0-2
XXX有限公司
量具重复性和再现性X-R分析报告
(均值和极差法)
分析部门: 分析日期: 年 月 日
零件号和名称
量具名称
日 期
被 测 特 性
量 具 号
操作者
A
B
C
特 性 规 格
量具型式
量具重复性和再现性分析数据:
%R/R =10.9 %
判定原则:
1.%R&R<10%,该量具可接受;
2.10%≤%R&R≤30%,依据量具的重要性、成本及维修费用等因素,确定该量具是可接
量具重复性和再现性分析报告

重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10操作P A R T 结果TR IA 12345678910AVG A 1 6.010 6.040 6.000 5.980 5.960 6.030 6.020 6.070 5.925 6.055A 1 6.0092 6.010 6.040 6.000 5.990 5.960 6.030 6.020 6.060 5.925 6.055A 2 6.00936.005 6.030 6.000 5.990 5.950 6.035 6.030 6.070 5.925 6.060A 36.010Av er 6.008 6.037 6.000 5.987 5.957 6.032 6.023 6.067 5.925 6.057X A 6.009Ra ng 0.0050.0100.0000.0100.0100.0050.0100.0100.0000.005R A0.007B 1 6.005 6.030 6.010 5.980 5.960 6.035 6.030 6.070 5.930 6.060B 1 6.0112 6.000 6.030 6.000 5.990 5.960 6.030 6.030 6.070 5.925 6.060B 2 6.0103 6.000 6.035 6.000 5.980 5.960 6.030 6.030 6.060 5.925 6.055B 36.008Av er 6.002 6.032 6.003 5.983 5.960 6.032 6.030 6.067 5.927 6.058X B 6.009Ra ng 0.0050.0050.0100.0100.0000.0050.0000.0100.0050.005R B0.005C 1 6.005 6.050 6.000 5.990 5.960 6.035 6.030 6.080 5.925 6.060C 1 6.0142 6.010 6.050 6.000 5.980 5.970 6.040 6.020 6.080 5.925 6.055C 2 6.0133 6.0106.050 6.010 5.980 5.960 6.040 6.030 6.070 5.930 6.055C 36.014Av er 6.008 6.050 6.003 5.983 5.963 6.038 6.027 6.077 5.927 6.057X C 6.013Ra ng0.0050.0000.0100.0100.0100.0050.0100.0100.0050.005R C0.007PART 6.006 6.0396.0025.984 5.9606.034 6.027 6.070 5.926 6.057R PART =0.144R =R A + R B + R C /0.007+0.005+0.007/3R =0.006X DIFF =[Max (X )ABC ] 6.013- 6.009X DIFF =0.004UCL R =R*D 4 =0.006* 2.580UCL R =0.016LCL R =R*D 3 =0.006*0.000LCL R =0.000UCL X =6.015LCL X =6.006O PENAMENOTE :It has A 罗艳艳todetermin B 于鹏淼Kurtosis data C 李志from the true GOOD UNTIL GAGE ECL/revision CHANGEneed moreFR O M DA TA SH EE T:R =0.006X DIFF =0.004R PART =0.144Me as ur em ent Un it An aly sisBase on PART TO PART VariationUsing TOLERANCE methodUsing Part to Part variation重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm 量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation量具重复性和再现性的()的可接受性准则:低于的误差测量系统可接受;的误差应根据应用的重要重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variationRange Chart by appraiser重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation重复性和再现性分析报告公差法过程变差法非破坏性试验'[1204442'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01'[1204442528.xls]01GAGE APPROVED, USE IT 零件压板零件号CL3202020单位名称*****有限公司特性6±0.15量具号LQT-101组织人公差0.3单位mm量具名称千分尺电话过程0.04547量具精度0.01日期2020/4/10Using TOLERANCE methodUsing Part to Part variation。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
量具重复性和再现性分析报告
量具名称: 量具编号: 评价人 量具量程: 评价人 --1 次 --2 次 --3 次 綜合測試儀 IC055 A: 陳錦燕 0-1999.9 1 360.5 359.0 360.3 2 367.3 366.1 365.4
366.267 1.900
A
样品变差: PV R P K 3
( R & R ) 2 PV
MSA 结果:GRR≦10%,Ndc≧5,測量系統是可接受的!
Xbar--CHART
A--平均值 B--平均值 C--平均值
R-- CHART 5.00
A--极差
B--极差
UCLX CLX LCLX UCLR CLR UCLX 382.1703 ######## ######## ######## ######## ######## ######## ######## ######## ########
LCLX 378.5898 ######## ######## ######## ######## ######## ######## ######## ######## ######## 3.00 UCLR 4.5045 200.20
150.20
4.5045 1.7500 0.0000
2 3
4.5045 1.7500 0.0000
X X A X B X C / Number _ of _ Operator
(
)
380.38 X A2 R UCLX
4.5045 R CL CL 382.1703 X
R
X
1.75 R D LCLR 3 380.38 X A R LCL
X 2
0 X DIFF Max X Min X 378.59
380.667 1.300
382.4 381.1 382.3
381.933 1.300
385.6 384.1 385.2
384.967 1.500
390.5 389.0 390.5
390.000 1.500
395.2 394.1 395.4
394.900 1.300
400.2 398.8 400.6
399.867 1.800
B--平均值 361.367 B--极差 2.300
C
--1 次 --2 次 --3 次
360.3 361.0 360.5
364.9 367.2 365.2
365.767 2.300 365.889
370.2 368.1 370.2
369.500 2.100 369.944
380.800 379.850 380.550 X B 380.400 R B 1.740 380.480 380.650 380.520 X C 380.550 RC 1.800 X 380.380 RP 38.222
重复性-设备变差: EV R K 1 再现性-评价人变差: AV ( X DIFF K 2 ) 2 ( EV 2 / nr ) 重复性和再现性: 总变差:
R A 1.710
B
--1 次 --2 次 --3 次
362.5 361.4 360.2
367.4 364.2 365.3
365.633 3.200
370.5 369.5 370.2
370.067 1.000
373.4 374.8 375.6
374.600 2.200
380.3 381.5 380.2
390.5 391.5 390.2
390.733 1.300 389.956
394.9 396.2 395.2
395.433 1.300 395.100
399.1 397.9 400.6
399.200 2.700 398.856
C--平均值 360.600 C--极差 0.700 平均值 360.633 XP
0.3600
QFE715 REV.2
C--极差 LCLR
450.20
4.50 400.20 CLX 380.3800 ######## ######## ######## ######## ######## ######## ######## ######## ########
350.20 300.20 250.20
4.00 3.50
370.267 2.000 375.033 1.300 380.700 1.300 382.433 1.400 385.667 1.800 389.133 2.600 394.967 1.300 397.500 2.000
X A 380.190
A--平均值 359.933 A--极差 1.500
报告编号: IC05520120918 HWM-950 样品名称: 特性规格:功率 400W+0/-10% 质量特性: B: 曾福玲 C: 張方斯 测量日期: 2012-9-18 样品个数(n): 10 评价人数(m): 3 测量次数(r): 3 样品编号 平均值 3 4 5 6 7 8 9 10 380.230 369.1 375.2 380.2 381.8 386.6 387.8 395.4 398.4 379.970 371.1 374.3 381.5 383.2 384.8 389.2 394.1 396.4 380.370 370.6 375.6 380.4 382.3 385.6 390.4 395.4 397.7
378.4 376.3 375.4
376.700 3.000 375.444
380.3 382.0 380.4
380.900 1.700 380.756
380.8 382.3 382.1
381.733 1.500 382.033
385.4 384.0 385.4
384.933 1.400 385.189
5 6 part number 7 8 9 10
CLR 1.7500 100.20 LCLR
50.20
1.7500
0.0000
1
0.20 5 6 part number
0.00 1
UCLX= 382.170
CLX= 380.380
LCLX= 378.590
UCLR= 4.504
CLR= 1.750
LCLR= 0.000
TV
R&R ( EV 2 AV 2 )
2
EV= 1.0339
AV= 0.0000
%EV=EV/TV*100 = 9% %AV=AV/TV *100= 0% %GRR=R&R/TV*100 = 9% %PV=PV/TV*100 = 100% Ndc=1.41*PV/R&R= 16.4
R&R= 1.0339 PV= 12.0247 TV= 12.0691
4
4.5045 1.7500 0.0000
7
4.5045 1.7500 0.0000
8 9
4.5045 1.7500 0.0000
10
4.5045
2.00 1.50
1.00 0.50 0.0000
2.50
4.5045 1.7500 0.0000
2 3
4.5045 1.7500 0.0000
4
4.5045 1.7500 0.0000
Xbar-R 图结论 ﹕
审批/日期:
D4= 2.5740 D3= 0.0000 A2= 1.0230 K1= 0.5908 K2= 0.5231
ห้องสมุดไป่ตู้
編制/日期:
K3= 0.3146
R (R A R B R C ) / Number _ of _ Operator 1.75 UCL R D R 4