QC作业指导书
锂电装配QC作业指导书

文件类别
深圳市***电池有限公司
文件编号
OTM-WI-PB-123
标准文件
版 别
A/0
文件名称:锂电装配QC作业指导书
页 码
1/1
作业名称
装配பைடு நூலகம்
设备及工具
焊接 冲槽
材料名称
电芯
作业前准备:生产计划表、工艺标准、焊针、卡尺、短路测试仪、报表、记录笔等
操作步骤:
1)设备点检:
a,检查检查吸粉机,点焊机,超焊机,冲槽机运作是否正常;
核准:
日期:
审核:
日期:
制表:
日期:
生效日期:
4)装配巡检:
a,每30分钟抽检吸粉电芯有无粉尘及其它不良;焊接效果及外观是否符合工艺标准,记录于抽检记录表中;
b,每30分钟抽检冲槽钢壳外径、颈高、内径是否符合工艺要求并将检验状况记录在巡检记录表中;
c每30分钟点检所有工序是否符合《作业指导书》或《设备操作规程》要求
d在巡检过程中发生若发生机器原因而产生的产品不良,应立即停机并通知机修,直到合格后方能生产。
5)记录:
a,《首件记录表》;b,《巡检记录表》;c,《抽检记录表》
控制标准:
1)《装配作业指导书》
2)《工艺标准》文件
3)《设备操作规程》
4)《QC工程图》
注意事项:
1)本岗位所有操作员均需戴手套和口罩;
2)本车间环境控制标准:湿度<20%;
3)监督装配现场5S;
4)当在检验过程中出现重大异常或不良比例连续两次超过目标值时,即时填写《异常情况报告》知会IPQC领班和生产线领班协助处理;
b,检查焊针头部直径是否与工艺标准一致。
QC作业指导书新.docx
文件制/修订履历备注:执行日期为批准日期延后一个工作日开始。
1. 目的:规范作业标准,减少不良流入下工序,提高产品合格率2. 范围:适用于生产一部品质QC3. 定义:合格:外观完全满足理想状况,判定为合格。
不合格:外观缺陷不满足理想状况,判定为不合格4. 组织与职能:4.1. 生产一部有责任与权限修改与解释此作业指导书内容4.2. 质虽:部有责任少权限对本指导书做出反馈5. 职责与权限5.1. QC主管负责本标准的制定和修改。
5.2. 检验人员负责参照木标准对SMT产品外观进行检查。
6. 业务流程6.1. 作业前的准备。
6.1.1. AQI光学检测仪,静电手贴手套,静电收环。
6.1.2. 依据《静电防护作业指导书》确认静电服、静电帽、静电手环、静电鞋穿戴合格6.1.3. 确认所需要的报表、笔、订单号、机型是否正确。
6.2作业步骤:6.2.1. TS而AOI检验过程一左手取板。
6212取板0K后,右手拿取条码,将条码贴在指定的位置。
条码位置由QA组长确图一图二6.2.1.3. 贴条码时,条码应贴正贴平严禁歪斜、翘脚的现象发牛;6.2.1.4. 放板,左手拿取的PCB板传递到右手,右手拿取的PCB板不用换手,用右手拿取PCB板轻轻放置在AQI轨道上;6.2.1.5. 用右手将PCB板平行轻轻推移,将PCB板靠齐AOI轨道左侧;如下图所示。
6.2.1.6. PCB板放好后,按AOI测量开始按钮,进行外观扫描,将AOI测试好的PCB6.2.1.7.对AOI报警元件位号逐个进行外观结果确认,依据《外观检验作业指导卩》判定元件是否合格,检查错料、漏贴、反向、假炸、连炸、少锡等项冃。
如下图所示。
6.2.1.8.不合格产品对不合格元件位置进行标示,用汕性笔画箭头做标示。
不超过2厘米(有特别客户要求用不良标签),并对产品进行目检。
622 PCB目检6.2.2.2经行烧录IC检查,确认是否有反向,打点的颜色依据样板确认是否疋确;6.2.2.3引脚主芯片外观检查,确认是否方向,丝印是否正常,偏移、假炸、连焊,少锡;6.2.2.4 BGA主芯片外观检查,确认是否反向,丝印异常,偏移;6.2.2.5髙清端子外观检査,确认是否浮高、连焊、少锡;6.2.2.6网络IC检查,确认是否假、反向、丝卬是否界常;6.2.2.7生产TS面时需对BS lflj进行外观冃检,确认是否冇撞件;如下图所示。
目视作业指导书
盖 章
序号 ① ② ③
修改日期
修改内容
确
认
制
作
审
核
核
准
产品型号
当前作业名称
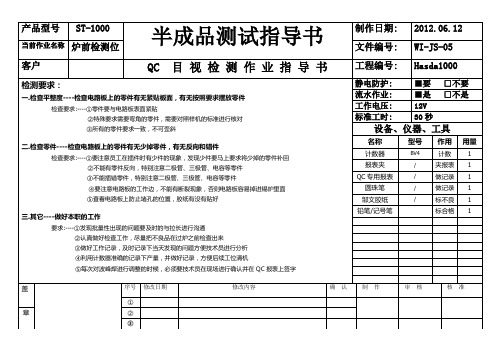
ST-1000 主板检查
半成品测试指导书
QC 目 视 检 测 作 业 指 导 书
制作日期: 2012.06.12 文件编号: WI-JS-05 工程编号: Hasda1000
静电防护: 流水作业: 工作电压: 标准工时:
名称
三.注意事项----针对部分零件做重点检查
检查内容:----①重点检查板上的补焊零件,要求补焊零件参数要正确,焊接工艺无异常 ②重点检查线材焊接质量, 防止线材错位
盖 章
序号 ① ② ③
修改日期
修改内容
确
认
制
作
审
核
核
准
产品型号
当前作业名称
ST-3000 炉前检测位
半成品测试指导书
QC 目 视 检 测 作 业 指 导 书
用量
1 1 1 1 1 1
三.其它----做好本职的工作
要求:----①发现批量性出现的问题要及时的不拉长进行沟通 ②认真做好检查工作,尽量把丌良品在过炉之前检查出来 ③做好工作记录,及时记录下当天发现的问题方便技术员进行分析 ④利用计数器准确的记录下产量,并做好记录,方便后续工位清机 ⑤每次对波峰焊进行调整的时候,必须要技术员在现场进行确认并在 QC 报表上签字
作用
计数 夹报表 做记录 做记录 标丌良 标合格
二.检查零件----检查电路板上的零件有无少掉零件,有无反向和错件
检查要求:----①要注意员工在插件时有少件的现象,发现少件要马上要求将少掉的零件补回 ②丌能有零件反向,特别注意二极管、三极管、电容等零件 ③丌能插错零件,特别注意二极管、三极管、电容等零件 ④要注意电路板的工作边,丌能有断裂现象,否则电路板容易掉进锡炉里面 ⑤查看电路板上防止堵孔的位置,胶纸有没有贴好
印刷QC检验作业指导书
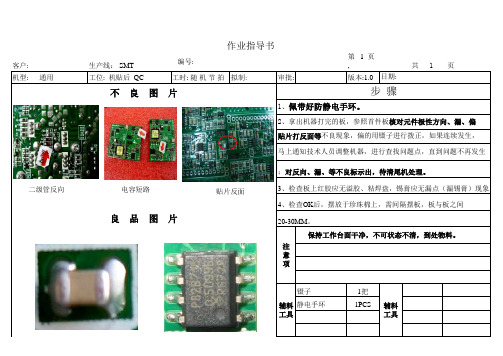
机型: 通用工位: 机贴后 QC 工时: 随 机 节 拍拟制:审批:版本:1.0镊子
1把静电手环
1PCS 佩带好防静电手环!注
意
项
辅料工具辅料工具
4、检查OK 后,摆放于珍珠棉上,需间隔摆板,板与板之间
良 品 图 片20-30MM 。
保持工作台面干净,不可状态不清,到处物料。
1、佩带好防静电手环。
2、拿出机器打完的板,参照首件板核对元件极性方向、漏、偏贴片打反面等不良现象,偏的用镊子进行拨正,如果连续发生,马上通知技术人员调整机器,进行查找问题点,直到问题不再发生;对反向、漏、等不良标示出,待清尾机处理。
3、检查板上红胶应无溢胶、粘焊盘,锡膏应无漏点(漏锡膏)现象
作业指导书
编号:日期:不 良 图 片
步 骤
二级管反向电容短路贴片反面。
作业指导书QC(进料检验)
1、质检要点
(1)来料暂收:仓管收到供应商的送货单后根据送货单核对来料:数量,种类及标签内容等无误后送交IQC检验,予以暂收,并签回货单给来料厂商。
(2)来料检查:
①外观:自然光或日光灯下,距离样品30CM目视;包装完好、标识正确、完整、清晰,第一批进料时要附检测报告及物质安全表及客户要求的其它有害物质检测报告;
②项目检测:按QC检测标准文件(原料)所列项目进行检测,若公司不具备该项检测能力则送至第三方检测机构检测或对某些特殊材料进行试制;检验合格后贴上合格标签,填写《物料检验表》并通知仓库入库,仓库要按材料类型、种类分开放置标示清楚;
抽样方法:每批次原料按照固体样每包取中间样;液体样按每桶上中下各取1/3,固液体总取样量为300g;然后均匀混合所有各包或桶的样品为总样品;
当检出不良品时,应及时通知相关分管领导、研发、生产部门、采购,研究出处理方案后,按相关方案作放宽使用或采用试制操作确认性能。
3、判定依据:每种原料的抽样频次详见QC检测标准文件(原料);
4、检验项目一览表
序号
检验项目
具体操作步骤
测试标准
仪器
合格
不良
不合格
1
40℃粘度
详见该项目的标准方法
GB/T 265
运动粘度仪
2
100℃粘度
详见该项目的标准方法
运动粘度仪
3
倾点
详见该项目的标准方法
GB/T 3535
倾点测定仪
4
闪点
详见该项目的标准方法
GB/T 267
闪点测定仪
5
皂化值
详见该项目的标准方法
GB/T 5354
水溶性酸碱测定
6
QC品质作业指导书

QC品质作业指导书
一、背景介绍
QC(Quality Control)品质控制是指在生产过程中,以采用定型的方式对原材料、半成品、成品检测及使用诊断性试验,判断其是否达到质量要求为目的的过程。
QC 品质作业涉及生产过程中对原材料、半成品及成品品质控制的全过程,从收料、检验、过程控制到产品交付之前,紧密结合质量计划,一环套一环,确保产品质量,提升产品品质,保证生产的科学性、合理性和可靠性,同时也为生产流程的改善和优化提供科学的依据。
二、QC作业步骤
1、收料环节
购料:购料人员根据采购单验收材料,检查运输过程中有否受损,材料是否符合型号及质量要求,若有受损或者质量不符合要求,则向质量部反馈。
入库:购料人员将材料入库入库后,入库人员将受到材料准确的位置以及库存量,同时入库人员还会根据入库记录,及时将不合格的材料及时发送质量部进行处置。
2、检验环节
抽检:检验工作一般会按照 AQL 抽样方案进行检验,按照AQL (Acceptable Quality Level)要求,以抽检的方式 Control 将质量控制在一定的程度。
样品评定:样品评定是检验工作中的关键,它要求检验人员仔细观察产品的表面、外观、尺寸及表现等,以判定它是否符合合格标准。
炉后QC作业指导书

文件编号版本号页数WI-751-01-0300第1页1、目的:为SMT 进行品质检查和维修,控制生产品质,制订本规程。
2、范围:适用于炉后QC 工位3、内容:3.1 操作3.1.1、检查人员必须佩戴静电环。
3.1.2、依照以下标准对元件焊接效果进行检查。
3.1.3、若发现有贴乱、擦花、漏件的PCB 板,要用胶框插起来,送专人处理。
3.1.4、要检查IC和有极性的元件,极性方向是否正确。
3.1.5、对看不完的PCB 要用胶框插上,严禁将PCB 重叠放置。
3.1.6、作好品质检查不良报表,发现有严重和普遍性品质问题,要及时上 报反馈。
3.1.7、每班开始生产时和转换机种时,要作首件确认,有问题及时作出改正.3.2 不良因素及标准3.2.1、标准:焊接面呈弯月形、光滑、有亮度A:无引脚矩形元器件 B、L型引脚元器件 C、J型引脚元器件 最佳: 最佳: 最佳: 焊接面呈弯月状, 引脚内侧形成的弯月形焊接 引脚内侧形成的弯月形焊接 焊接面高度H>3/4L 面高度至少等于引脚的厚度 面高度至少等于引脚的厚度 合格:合格: 合格:焊接面高度H>1/2L 引脚内侧形成的弯月形焊接 面高度引脚内侧形成的弯月形焊接 面高且焊接面有一端为凸圆体状 大于或等于引脚的厚度的一半 度大于或等于引脚的厚度的一半A 、少锡B 、多锡C 、锡尖D 、锡珠焊接面高度H<1/2L焊接面为凸圆体状,不允许流动性锡珠存在 焊接高度大于元件厚度每面数量不得超过3处,深 圳 市 凯 利 华 电 子 有 限 公 司SHENZHEN KALIF ELECTRONIC CO,.LTD文件名贴片炉后QC作业指导书HLHLLH焊接面上有尖刺。
制程QC作业指导书
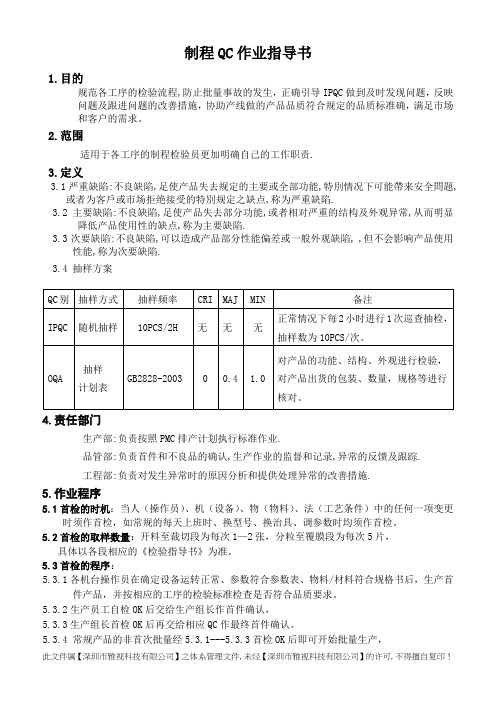
制程QC作业指导书1.目的规范各工序的检验流程,防止批量事故的发生,正确引导IPQC做到及时发现问题,反映问题及跟进问题的改善措施,协助产线做的产品品质符合规定的品质标准确,满足市场和客户的需求。
2.范围适用于各工序的制程检验员更加明确自己的工作职责.3.定义3.1 严重缺陷:不良缺陷,足使产品失去规定的主要或全部功能,特別情况下可能帶来安全問題,或者为客戶或市场拒绝接受的特別规定之缺点,称为严重缺陷.3.2 主要缺陷:不良缺陷,足使产品失去部分功能,或者相对严重的结构及外观异常,从而明显降低产品使用性的缺点,称为主要缺陷.3.3 次要缺陷:不良缺陷,可以造成产品部分性能偏差或一般外观缺陷, ,但不会影响产品使用性能,称为次要缺陷.3.4 抽样方案4.责任部门生产部:负责按照PMC排产计划执行标准作业.品管部:负责首件和不良品的确认,生产作业的监督和记录,异常的反馈及跟踪.工程部:负责对发生异常时的原因分析和提供处理异常的改善措施.5.作业程序5.1首检的时机:当人(操作员)、机(设备)、物(物料)、法(工艺条件)中的任何一项变更时须作首检,如常规的每天上班时、换型号、换治具、调参数时均须作首检。
5.2首检的取样数量:开料至裁切段为每次1—2张,分粒至覆膜段为每次5片,具体以各段相应的《检验指导书》为准。
5.3首检的程序:5.3.1各机台操作员在确定设备运转正常、参数符合参数表、物料/材料符合规格书后,生产首件产品,并按相应的工序的检验标准检查是否符合品质要求。
5.3.2生产员工自检OK后交给生产组长作首件确认,5.3.3生产组长首检OK后再交给相应QC作最终首件确认。
5.3.4 常规产品的非首次批量经5.3.1---5.3.3首检OK后即可开始批量生产,此文件属【深圳市雅视科技有限公司】之体系管理文件,未经【深圳市雅视科技有限公司】的许可,不得擅自复印!5.3.5. 但是如为单个型号的首次批量或新工艺、物殊工艺、新材料则由生产组长通知相应工序的工程部人员进行关键工序的首件确认工作,必要时需签样片。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S8作业指导书S580作业指导书E665作业指导书
测试码*#99*##测试码*#2580#测试码*#89#
1 版本号(201
2 12 22) 1 版本号2012 12 02 1 版本号2012 11 29
2 电话回环 2 LCD测试 2 闪光灯
3 按键 3 触屏测试 3 背光键灯
4 色彩
4 震动 4 Cam era测试(前后摄像头)
5 喇叭 5 背光测试 5 按键
6 FM测试 6 键盘测试 6 麦克喇叭
7 触摸屏7 FM测试7 前摄像头
8 重力感应8 震动8 后摄像头
9 前摄像头9 重力感应9 马达
10 后摄像头10 光线感应10 触摸屏
11 多点触控测试11 距离11 加速度
12 距离传感12 喇叭12 距离
13 光传感13 听筒13 光感
14 闪光灯14 麦克风14 FM
H800作业指导书H900作业指导书P207作业指导书
测试码*#*#66#*#*测试码*#*#66#*#*测试码*#*#66#*#*
1 触屏 1 触屏 1 版本201
2 12 07
2 LCD 2 LCD 2 闪光灯
3 按键 3 按键 3 震动
4 喇叭 4 喇叭 4 按键
5 麦克 5 麦克风 5 听筒
6 听筒 6 听筒 6 喇叭
7 震动7 震动7 前摄像头
8 重力传感8 重力传感8 后摄像头
9 光传感9 距离传感9 麦克风
10 距离10 后摄像头10 重力传感
11 后摄像头11 前摄像头11 光传感
12 前摄像头12 收音机12 距离传感
13 收音机13 版本2012 10 2913 收音机
14 版本CST 201214 触屏
W7510作业指导书
测试码*#*#998#*#*。