GB-T 15055-94 未注公差尺寸极限偏差(冲压件)
机加工、冲压与焊接件未注公差
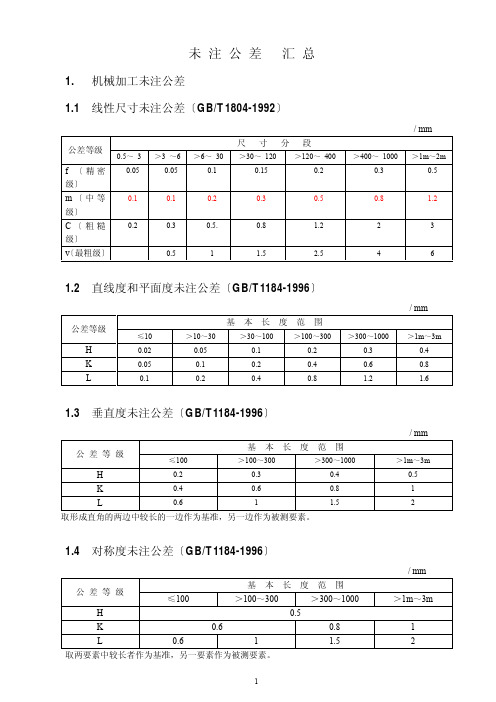
公差等级 H K L
/ mm 圆跳动公差值
0.1 0.2 0.5
1.6 其他形状和位置未注公差
1. 圆度的未注公差值等于标准的直径公差值,但不能大于上表的圆跳动值。 2. 圆柱度的未注公差值不作规定。它由圆度、直线度和相对素线的平行度误差组成。 3. 同轴度的未注公差值未作规定。其公差值可使用径向圆跳动值。 4. 线轮廓度、面轮廓度、倾斜度、位置度和全跳动的未注公差均由各要素的注出或
3.20
5.00
8.00
2.50
4.00
6.50
10.00
16.00
要求母线直线度的深度尺寸。D 要求母线直线度的直径尺寸。
3. 接焊结构件未注公差
3.1 尺寸与形位未注公差〔GB/T5000.3-1998〕
尺寸偏差 形位偏差
精度 等级
A B C D E F G H
>30~120
1 2 3 4 0.5 1.0 1.5 2.5
0.15
0.2
0.3
0.5
0.8
1.2
1.5
2.5
/ mm
>400~ 1000 0.3
>1m~2m 0.5
0.8
1.2
2
3
4
6
1.2 直线度和平面度未注公差〔GB/T1184-1996〕
公差等级
≤10
H
0.02
K
0.05
L
0.1
>10~30 0.05 0.1 0.2
基本长度范围
>30~100
>100~300
1.10
1.70 2.80
4.50
1.70
2.80 4.50
7.00
0.80
冲压件通用技术条件(征求意见稿)
前言本标准由河北中兴汽车制造有限公司汽车研究院提出。
本标准由河北中兴汽车制造有限公司汽车研究院产品管理部归口。
本标准起草单位: 车身所。
本标准主要起草人:本标准审核人:本标准审定人:本标准批准人:冲压件通用技术条件1 范围本标准规定了本公司自制及外供冲压件的技术要求、分类方法, 规定了冲压件的检验验收规则及冲压件的标志、包装、存放, 规定了冲压件未注公差尺寸的极限偏差。
本标准适用于本公司自制及外供冲压件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件, 其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准, 然而, 鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件, 其最新版本适用于本标准。
GB/T 15055-94 冲压件未注公差尺寸极限偏差QG/ZX 16.24 冲压件ZCPA评价标准3 术语3.1 划痕3.2 表面与其它物体接触或摩擦, 造成表面被划伤破坏。
3.3 皱褶冲压过程中由于拉伸或其它因素造成表面严重翘曲或重叠。
3.4 拉伸纹路3.5 冲压过程中由于拉伸变形造成拉伸面被拉伤, 表面被破坏。
3.6 棱线不清棱线部位棱线模糊不明确。
3.7 裂纹在冲压或焊接过程中金属板件局部区域内金属原子遭到破坏形成新界面而产生的缝隙。
4冲压件验收技术要求4.1 验收依据:冲压件的检验依据为产品数模、产品二维图纸及技术要求;未注尺寸按4.7。
4.2 车身冲压件分类: 所有冲压件均按其在车身的实际位置状态及对车身外观表面影响的程度进行类别划分。
(见附表1)4.3 相关实验:4.3.1 各焊接件采用破坏性试验验证, 保证两个焊接件熔接在一起;4.3.2 焊接凸焊螺母用螺栓能自由安装和拆卸, 并确保凸焊螺母与焊接件熔接在一起;4.3.3 材质检验, 确保使用材质与要求材质一致;4.3.4 硬度检验、荧光探伤、X光探伤、电子探针检验、超声波检验等补充检验。
未注公差的选用规定

未注公差的选用规定1围本文件规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本文件适用于金属切削加工的尺寸,也适用于非金属材料和其他工艺方法加工的尺寸。
2定义2.1一般公差指在车间通常加工条件下可保证的公差。
采用一般公差的尺寸,在该尺寸后不需注出其极限偏差数值。
3一般公差的公差等级和极限偏差数值〔摘自GB/T1804-2000〕一般公差分精细、中等、粗糙、最粗共4个等级。
按未注公差的线性尺寸和角度尺寸分别给出了各公差等级的极限偏差数值。
3.1线性尺寸表1给出了线性尺寸的极限偏差数值;表2给出了倒圆半径和倒角高度尺寸的极限偏差数值。
表1线性尺寸的极限偏差数值mm表2 倒圆半径和倒角高度尺寸的极限偏差数值 mm3.2角度尺寸表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定,对圆锥角按圆锥素线长度确定。
表3 角度尺寸的极限偏差数值4选用规定4.1金属切削、滚压、挤压加工:线性尺寸、倒圆半径和倒角高度尺寸未注公差尺寸的极限偏差选用精细f级。
4.2橡胶发泡类成型:未注公差尺寸的极限偏差选用粗糙c级。
4.3管路类加工、焊接:未注公差尺寸的极限偏差选用最粗v级。
4.4注射、压制、压注成型、塑料、橡胶〔不包括二次加工和发泡成型〕:未注公差尺寸的极限偏差数值规定见表4。
〔摘自SJ/T10628-1995〕4.5未注公差角度尺寸的极限偏差4.5.1金属切削加工:未注公差角度尺寸的极限偏差选用精细f级。
管路类管子弯曲:未注公差角度尺寸的极限偏差选用粗糙c级。
表4 塑料件未注公差尺寸的极限偏差数值 mm注:表中公差数值用于基准孔或非配合孔时取正〔+〕号;用于基准轴或非配合轴时取〔-〕号,用于非配合长度时取半值冠以正负〔±〕号4.6 电器线束类加工:极限偏差数值规定见表5。
〔摘自QC/T29106-92〕表5 电器线束类的极限偏差数值 mm4.7 冲压加工:未注公差尺寸〔线性、角度〕的极限偏差见表6、表7、表8。
冷冲压件尺寸公差
Q/XDZ 海南新大洲摩托车股份有限公司企业标准Q/XDZ JZ.14-1998金属冷冲压件尺寸公差1998-08-30发布 1998-09-30实施海南新大洲摩托车股份有限公司发布Q/XDZ JZ.14-1998前言在修订Q/XDZ JT.5-1998《摩托车零(部)件通用技术条件》时,根据GB/T 15055-94《冲压件未注公差尺寸极限偏差》对冲压件未注公差尺寸的极限偏差选择等级做了规定,所以本标准取消了对未注公尺寸的公差等级的规定。
本标准从实施之日起,同时代替XB-J8015-94。
本标准的附录A是提示的附录。
本标准由海南新大洲摩托车研究所提出并归口。
本标准主要起草人:孙玉荣、李春阳海南新大洲摩托车股份有限公司企业标准金属冷冲压尺寸公差 Q/XDZ JZ.14-1998代替XB-J8015-941 范围本标准规定了海南新大洲摩托车股份有限公司生产的金属冷冲压件尺寸公差等级、符号、代号、数值、极限偏差和公差等级选用。
本标准适用于海南新大洲摩托车股份有限公司生产的金属材料冷冲压成形的零件。
非金属材料冲压件可参照执行。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 13914-92 冲压件尺寸公差3 定义本标准采取用下列定义。
3.1 平冲压件经平面冲裁工序加工而成的冲压件。
3.2 成形冲压件经弯曲、拉深及其他成形方法加工而成的冲压件。
4 公差等级、符号、代号及数值4.1 平冲压件尺寸公差分10个等级,即:ST1~ST10。
其中ST表示平冲压件尺寸公差、海南新大洲摩托车研究所1998-07-30批准 1998-08-30实施1公差等级代号用阿位伯数字表示,从ST1~ST10等级依次降低。
平冲压件尺寸公差适用于平冲压件,也适用于成形冲压件上经冲裁工序加工而成的尺寸。
产品图样未注公差的规定
产品图样未注公差的规定1 范围规定了本公司产品图样上未注公差尺寸及未注形状和位置公差的极限偏差,适用于本公司产品及自制工艺装备的设计、零部件的加工和检验。
2 引用标准GB/T 1804 一般公差未注公差的线性和角度尺寸的公差GB/T 1184 形状和位置公差未注公差值GB/T 6403.4 零件倒圆与倒角GB/T 15055 冲压件未注公差尺寸极限偏差GB/T 13916 冲压件形状和位置未注公差GB/T 6414 铸件尺寸公差与机械加工余量GB/T 14486 工程塑料模塑塑料件尺寸公差GB/T 3672.1 橡胶制品的公差第1部分:尺寸公差GB/T 3672.2 橡胶制品的公差第2部分:几何公差3内容3.1金属切削加工零件的未注尺寸公差及形状位置公差3.1.1线性尺寸的未注公差等级选用GB/T 1804—m级(中等),表1给出未注公差的按线性尺寸的极限偏差数值,表2给出未注公差的按倒圆半径和倒角高度尺寸的极限偏差数值。
3.1.2表3给出未注公差的按角度尺寸的极限偏差数值,其值按角度短边长度确定,对圆锥角按圆锥素线长度确定。
表3 按角度尺寸的极限偏差数值3.1.3当采用以上表1、表2和表3中的极限偏差数值时,应在图样技术要求中注出标准号和公差等级代号,如:“未注公差按GB/T 1804—m”。
3.1.4直线度和平面度的未注公差选用GB/T 1184—K级,表4给出直线度和平面度的未注公差值,在选择公差值时,对于直线度应按其相应线的长度选择,对于平面度应按其表面的较长一侧或圆表面的直径选择。
3.1.5 圆度的未注公差值等于标准的直径公差值,但不能大于后面表中圆跳动的未注公差值。
3.1.6 圆柱度的未注公差值不做规定,其误差由圆度、直线度和相对素线的平行度三个方面组成,其中每一项误差均由它们的注出公差或未注公差控制。
如因功能要求,圆柱度应小于圆度、直线度和平行度的未注公差的综合结果,应在被测要素上注出圆柱度公差值。
Y尺寸公差、表面粗糙度的选择

Q/JDY尺寸公差、表面粗糙度选用规则饮水机事业部发布Q/JDY01010100-02前言尺寸偏差和公差要求,是一项涉及产品设计、工艺设计和制订有关标准的共同基础,而且是生产检验各个环节的较重要依据。
零件上的要素都有一定的功能要求,而零件的功能又决定着零件要素的尺寸、形状和位置等技术要求,因此,图样中零件的任何要素都有一定的精度要求,为此特制定本公司此份尺寸公差、表面粗糙度选用规则。
本标准的附录为规范性附录。
本标准由产品设计室提出。
本标准由产品设计室归口。
本标准起草单位:美的饮水设备有限公司。
本标准主要起草人:袁治国。
IQ/JDY01010100-02尺寸公差、表面粗糙度选用规则1 范围本标准适用于美的饮水设备制造有限公司的所有的零部件所选用的尺寸公差、表面粗糙度选用规则的标准。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1031-1995 表面粗糙度参数及其数值GB/T1800.3-1998 极限与配合基础第3部分:标准公差和基本尺寸GB/T 1804-1992 一般公差线性尺寸的未注公差GB/T 13914-1992 冲压件尺寸公差GB/T 13915-1992 冲压件角度公差GB/T 13916-1992 冲压件形状和位置未注公差GB/T 15055-1994 冲压件未注公差尺寸极限偏差SJ/T 10628-95 塑料制件尺寸公差ANSI Y 14.36-78 Surface Texture Symbols(R1993)DIN 4763-1981 Progressive ratio of number values of surface roughness parametersISO 468-1982 Surface roughness3 有关术语和定义3.1 基本尺寸是确定偏差起始的尺寸,通常指设计时确定的尺寸,有时亦称之为公称尺寸。
冲压件公差

1
±0.25 ±0.40 ±0.60 ±1.00
4
±0.50 ±0.80 ±1.30 ±2.00
—
±0.80 ±1.30 ±2.00 ±3.20
1
±0.30 ±0.50 ±0.80 ±1.30
4
±0.60 ±1.00 ±1.60 ±2.50
—
±1.00 ±1.60 ±2.50 ±4.00
1
±0.45 ±0.70 ±1.10 ±1.80
4
±1.40 ±2.00 ±2.80 ±3.90
—
±1.80 ±2.60 ±3.60 ±5.00
注:对于0.5及0.5以下的尺寸应标公差。
3.2 未注公差成形尺寸的极限偏差按表2规定。
基本尺寸
大于
至
0.5
3
表2 未注公差冲裁尺寸的极限偏差
mm 材料厚度
公差
大于
至
f
m
—
1
±0.15 ±0.20
1
4
3
6
1
4
—
1
6
30
4
—
1
30
120
4
—
1
120
400
4
—
1
400
1000
4
—
1
1000
2000
4
—
1
2000
4000
4
4
±0.20 ±0.30 ±0.40 ±0.55
—
±0.30 ±0.40 ±0.60 ±0.80
1
±0.15 ±0.20 ±0.30 ±0.40
4
±0.30 ±0.40 ±0.55 ±0.75
未注公差和行位公差(精品 值得参考)
讨论 --1
油缓冲油杯高度尺寸70.5,若一件实测值
70.9,可否接收? 储能操作块外R角4-R10,实测值R11,可否 接收?夹角28°实测28°35′,可否接收?孔 径Φ15,实测15.11可否接收? 驱动导轨固定板尺寸75,实测75.4,可否接 收? 机箱盖板尺寸385,实测386.2,可否接收?
位置度
位置度常用于控制孔 组的位置误差。对零 件上的一组孔的位置 的精度要求通常可以 分为两个方面:组内 各孔间的位置精度和 孔组相对于基准面的 位置精度。
径向圆跳动
径向圆跳动 公差带是在垂 直于基准轴线的任一测量 平面内半径差为公差值t, 且圆心在基准轴线上的两 同心圆。 如图所示,ød圆柱面绕基 准轴线作无轴向移动回转 时,在任一测量平面内的 径向跳动量不得大于公差 值0.05mm。
线轮廓度
线轮廓度公差带是包络 一系列直径为公差值t的 圆的两包络线之间的区 域,诸圆的圆心应位于 理想轮廓线上。如图所 示。
面轮廓度
面轮廓度公差带是包 络一系列直径为公差 值t的球的两包络面之 间的区域,诸球的球 心应位于理想轮廓面 上。
平行度(一)
当两要素要求互相平行时, 用平行度公差来控制被测 要素对基准的方向误差。 当给定一个方向上的平行 度要求时,平行度公差带 是距离为公差值t,且平行 于基准平面(或直线或轴 线)的两平行平面(或轴 线)之间的区域。
最常用的形位公差标注方法(三)
讨论--2
如果没有检具,依厂内现有量具,主轴要求的同轴度、圆柱 度该如何测量? 机箱盖板要求平面度0.15该如何测量最准确?
Φ0.020 M 0.025 L
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
400
1000
2500
f ±1°00′ ±0°40′ ±0°30′ ±0°20′ ±0°15′ ±0°10′ ±0°06′
m ±1°30′ ±1°00′ ±0°45′ ±0°30′ ±0°20′ ±0°15′ ±0°10′
c
V ±2°00′ ±1°30′ ±1°00′ ±0°45′ ±0°30′ ±0°20′ ±0°15′
v ±0.20 ±0.40 ±0.30 ±0.55 ±0.80 ±0.40 ±0.75 ±1.20 ±0.55 ±1.05 ±0.70 ±1.40
4
—
—
1
400
1000
1
4
4
—
—
1
1000
2000
1
4
4
—
—
1
2000
4000
1
4
4
—
注:对于 0.5 及 0.5 以下的尺寸应标公差。
±0.75 ±0.35 ±0.70 ±1.05 ±0.45 ±0.90 ±1.40 ±0.70 ±1.40 ±1.80
mm
基本尺寸
材料厚度
大于
至
大于
至
f
0.5
3
— 1
1
±0.15
4
±0.30
—
1
±0.20
3
6
1
4
±0.40
4
—
±0.55
—
1
±0.25
6
30
1
4
±0.50
4
—
±0.80
—
1
±0.30
30
120
1
4
±0.60
4
—
±1.00
—
1
±0.45
120
400
1
4
±0.90
4
—
±1.30
—
1
±0.55
400
1000
中华人民共和国国家标准
GB∕T 15055—94
未注公差尺寸极限偏差 Permissible stamping variations in dimensions without tolerance indication
1 主题内容与适用范围
本标准规定了冲压件未注公差尺寸、圆角半径和角度的公差等级及极限偏差值。 本标准适用与金属冲压件,非金属冲压件可参照本标准执行。 本标准规定的极限偏差适用于非配合尺寸。 本标准不适用于精密冲压和冷挤压零件。
3.4.2 未注公差弯曲角度的极限偏差按表 6 规定。
表 6 未注公差弯曲角度的极限偏差
短 边 长 度,mm
公差等级
≤10 >10~25 >25~63 >63~160
f
±1°15′ ±1°00′ ±0°45′ ±0°30′
m
±2°00′ ±1°30′ ±1°00′ ±0°45′
c
V
±3°00′ ±2°00′ ±1°30′ ±1°15′
>160 ±0°15′ ±0°30′
±1°00′
4 采用本标准的表示方法 采用本标准规定的未注公差尺寸的极限偏差,在相应的图样、技术文件或标准中用本
标准号和公差等级符号表示。例如选用本标准 m 级公差等级时,表示为:GB/T 15055-m
附加说明: 本标准由中华人民共和国机械工业部提出 本标准由机械工业部北京机电研究所归口 本标准由第一拖拉机厂负责起草,机械工业部工艺所、第一汽车制造厂、航空航天部 211 厂和湘潭电机厂参加起草。 本标准主要起草人石定永。
2 公差等级
未注公差冲裁尺寸、未注公差成形尺寸、未注公差角度及未注公差冲裁圆角半径等的 极限偏差均分为 f(fine 精密级)、m(medium 中等级)、c(coarse 粗糙级)、v(very coarse 最粗级)四个公差等级,未注公差成形圆角半径的极限不分公差等级。
3 未注公差尺寸的极限偏差
极限偏差 -0.30 -0.50 -0.80 -1.00 -1.50
>30 +5.00 -2.00
3.4 未注公差角度的极限。
表 5 未注公差冲裁角度的极限偏差
公差
短 边 长 度,mm
等级 ≤10 >10~25 >25~63 >63~160 >160~ >400~ >1000~
3.1 未注公差冲裁尺寸的极限偏差按表 1 规定。
表 1 未注公差冲裁尺寸的极限偏差 mm
基本尺寸
材料厚度
大于
至
大于
至
0.5
3
—
1
1
3
—
1
3
6
1
4
4
—
—
1
6
30
1
4
4
—
30
120
— 1
1 4
120
400
—
1
1
4
f ±0.05 ±0.15 ±0.10 ±0.20 ±0.30 ±0.15 ±0.30 ±0.45 ±0.20 ±0.40 ±0.25 ±0.50
c
v
±0.20
±0.40
±0.60
±1.00
±0.80
±1.40
±1.20
±2.40
±1.50
±3.00
±2.40
±3.50
3.3.2 未注公差成形圆角半径的极限偏差按表 4 规定。
表 4 未注公差成形圆角半径的极限偏差
mm
基本尺寸 ≤3
>3~6 >6~10 >10~18 >18~30
+1.00 +1.50 +2.50 +3.00 +4.00
表 3 未注公差冲裁圆角半径的极限偏差
基本尺寸
材料厚度
大于
至
大于
至
—
1
0.5
3
1
4
—
4
3
6
4
—
—
4
6
30
4
—
—
4
30
120
4
—
—
4
120
400
4
—
—
4
400
—
4
—
mm
公差
f
m
±0.15
±0.30
±0.40
±0.60
±0.60
±1.00
±1.00
±2.00
±1.20
±2.40
±2.00
±3.00
等级
1
4
±1.10
4
—
±1.70
—
1
±0.80
1000
2000
1
4
±0.90
4
—
±2.00
注:对于 0.5 及 0.5 以下的尺寸应标公差。
公差 m ±0.20 ±0.45 ±0.30 ±0.60 ±0.90 ±0.40 ±0.80 ±1.30 ±0.50 ±1.00 ±1.60 ±0.70 ±1.40 ±2.00 ±0.90 ±1.70 ±2.80 ±1.30 ±1.30 ±3.20
公差 m
±0.10 ±0.20 ±0.15 ±0.30 ±0.40 ±0.20 ±0.40 ±0.60 ±0.30 ±0.55 ±0.35 ±0.70
等级 c
±0.15 ±0.30 ±0.20 ±0.40 ±0.60 ±0.30 ±0.55 ±0.80 ±0.40 ±0.75 ±0.50 ±1.00
±2.10 ±1.00 ±2.00 ±2.90 ±1.30 ±2.50 ±3.90 ±2.00 ±3.90 ±5.00
v ±0.50 ±1.00 ±0.70 ±1.60 ±2.20 ±1.00 ±2.00 ±3.20 ±1.30 ±2.50 ±4.00 ±1.80 ±3.50 ±5.00 ±2.20 ±4.50 ±7.00 ±3.30 ±2.50 ±8.00
等级 c
±0.35 ±0.60 ±0.50 ±1.00 ±1.40 ±0.60 ±1.30 ±2.00 ±0.80 ±1.60 ±2.50 ±1.10 ±2.20 ±3.30 ±1.40 ±2.80 ±4.50 ±2.00 ±1.80 ±5.00
3.3 未注公差圆角半径的极限偏差
3.3.1 未注公差冲裁圆角半径的极限偏差按表 3 规定。
±1.05 ±0.50 ±1.00 ±1.45 ±0.65 ±1.30 ±2.00 ±1.00 ±2.00 ±2.60
±1.45 ±0.70 ±1.40 ±2.10 ±0.90 ±1.80 ±2.80 ±1.40 ±2.80 ±3.60
3.2 未注公差成形尺寸的极限偏差按表 2 规定。
表 2 未注公差冲裁尺寸的极限偏差