实训项目十五 制作錾口榔头
1錾口榔头的制作
3
钳工强化技能实训教学
教法进程
实训教学内容
任务三: 加工步骤
实物演示
给出毛坯讨论如何加工燕尾弧样板副的工艺过程?(让同学们到讲台分 析讲解)
答:根据同学们的讲解总结分析,一步一步给同学讲解加工燕尾镶配的 工艺过程!
师生互动 提问: 加工步骤 事项有哪
三、加工步骤 1.将圆钢放臵在“V”型铁上,以高度游标卡尺测量出其最高点,然后下
5.如果前三个锯削面无加工缺陷,则可以先锉削基准面 1。首先用大板锉 对第一面进行粗锉,,再用小板锉进行精锉,使其平面度达到 0.03mm。基准 面的锉削加工量尽可能少,但形位精度要尽可能高。
然后粗、精锉第 2 面,保证该面平面度达到 0.03mm,和第 1 面垂直,垂 直度达到 0.03mm。
用大板锉粗锉第 3 面,控制该面和第一面垂直,垂直度达到 0.03mm,和 第二面相互平行,平行度达到 0.05mm,控制尺寸精度在 20±0.05mm(用大板 锉粗锉时,留下 0.1—0.2mm,改用小板锉进行精锉)。
4
钳工强化技能实训教学
教法进程
实训教学内容
讲解演示
3.完成第 1 面的锯削后,将第 1 面放置在划线平板上,将高度游卡尺调至 21mm,对第 2 面进行划线并锯削;完成第 2 面锯削后,将工件放置在“V” 型铁上,结合刀口直角尺和高度游标卡尺对第 3 面进行划线(高度调整方法 同第一面),保证第 3 面与第 1、2 面基本垂直,最后进行锯削,如下图 1-3 示。(均以线外起锯)
6
钳工强化技能实训教学
教法进程
分析讲解
实训教学内容 6.按照图纸尺寸要求进行划线,如下图 1-6 示。
实物演示
注意事项
图 1-6 由于端面未加工,所以所有的长度尺寸必须加 0.5mm 的加工余量。
钳工实训项目一 錾口榔头
钳工项目一錾口榔头一、用途、作用錾口榔头是钳工必不可少的工具,也是日常生活常用的工具,同时也可以用于铆接和钣金加工等常用的工具。
二、内容、要求分析图样,了解錾口榔头的材料和使用性能要求,分析錾口榔头加工工艺要求和加工方法。
三、设备、工具、量具1、设备:台式钻床,型号ST-16J,规格φ16mm,功率0.55KW。
2、工具:锯弓、锉刀、规划、钻头Φ10mm(刀具)。
3、量具:高度游标卡尺、游标卡尺、直角尺、钢板尺。
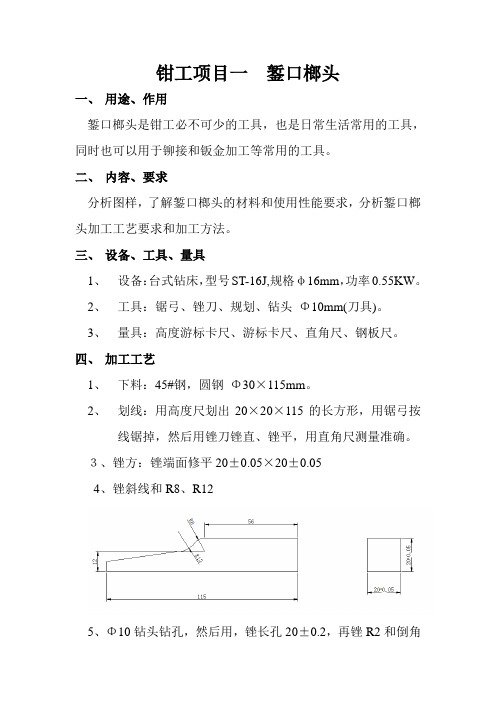
四、加工工艺1、下料:45#钢,圆钢Φ30×115mm。
2、划线:用高度尺划出20×20×115的长方形,用锯弓按线锯掉,然后用锉刀锉直、锉平,用直角尺测量准确。
3、锉方:锉端面修平20±0.05×20±0.054、锉斜线和R8、R125、Φ10钻头钻孔,然后用,锉长孔20±0.2,再锉R2和倒角2×45°。
钳工项目二五角星镶配一、目的熟练掌握划线、钻孔、锯、锉、钳工的基本功,能按图纸的技术要求完成件1和件2的镶配,保证配合间隙。
二、内容要求1、各锉削面的平面度为0.02mm,与基准面的垂直度为0.02mm。
2、件1和件2的配合间隙为0.01-0.05mm;3.5孔均布公差为0.04。
三、设备、工具、量具1、设备:台式钻床,型号ST—16J,规格16茂密、,0.55KW;2、工具:锯弓、锉刀、规程、样冲、钻头Φ7.8、Φ4,铰刀Φ8(刀具);3、量具:钢板尺、直角尺、游标卡尺、千分尺、粗糙度样板。
4、其它:砂纸、油石、研磨剂。
四、加工工艺镶配件内五角加工工艺:1、下料:材料45#,尺寸105mm×105mm×12mm2、划线3、铣、锉方:先铣板四边铣成接近100±0.02,再锉100±0.02×100±0.02和10mm上下面4、划线打样冲:划规线划出圆分成五等份,划出五角星,打出样冲眼10个5、钻孔5-Φ4五角工艺孔、钻5-Φ7.85底孔,倒角1×45°,绞孔5-Φ8;适当位置钻锯条下锯孔Φ12,锯掉五角星,用锉刀精锉五角星,在配合面留配合加工余量0.2mm。
金工实习——榔头制作简介

金工实习——榔头制作简介
榔头的制作是将下料、车工、铣工、钳工、刨工、铸造、锻压、焊接等串联起来。
榔头的制作分两部分:一是头的制作,头是在钳工车间完成的,其斜劈是用锯子锯出来的,其它则全部是用锉刀手工锉出来的;二是柄的制作,柄是在车床上,用钢筋加工完成的。
主要制作过程如下:
1.检查坯料。
2.锯、锉出长方体外形,并修整—端面,达到尺寸要求和垂直要求。
实习要求是我们做的小榔头是长50毫米的,所以我们需要做一个12*12的长方体。
3.划出4—R2倒角线并挫削加工达到图纸要求。
(左侧为全图右侧为单独图例)
4.划线加工扁嘴部位,达到各形面连接圆滑、光洁、纹理齐正并与侧面垂直。
5.划腰孔和SR32球面加工线,钻Φ8孔。
6.按图纸要求挫削腰孔。
7.挫SR32球面,并保证总长100mm。
8.去毛刺,复核。
錾口榔头制作实训报告
錾口榔头制作实训报告一、实训背景本次实训是为了提高学生的手工制作能力和操作技巧,以及加深对机械加工原理和方法的理解。
通过制作錾口榔头,学生能够掌握金属材料的切削、钻孔、铣削等基本操作技能,并熟悉各种机床的使用方法。
二、实训内容1. 设计图纸首先,老师给我们提供了一份錾口榔头的设计图纸,包括钢材尺寸、形状和加工要求等。
我们需要根据图纸上的要求进行制作。
2. 材料准备在材料准备环节中,我们需要准备好所需的钢材和其他辅助材料,如刀具、锉刀等。
选用合适的钢材是非常重要的,因为它会直接影响到最终产品的质量。
3. 切割和打孔在进行切割时,我们需要使用金属锯片进行切割,并确保锯片与工件垂直。
在打孔时,则需要使用钻头,并注意保持钻头与工件垂直,并且避免过度加压。
4. 铣削和修整在铣削时,我们需要使用铣床,并且根据设计图纸上的要求进行加工。
在修整时,则需要使用锉刀和砂纸等工具,将工件表面进行平整和打磨。
5. 钎焊最后,我们需要将两个部件进行钎焊,并确保焊接部位牢固可靠。
在进行钎焊时,需要注意保持焊接部位的干燥和清洁,并且掌握好火源和火候的控制。
三、实训成果经过多次反复的尝试和修正,我们最终成功地制作出了一把完整的錾口榔头。
通过这次实训,我们不仅学习到了金属加工的基本技能,还提高了自己的耐心和动手能力。
四、实训收获1. 掌握了金属材料加工的基本技能和原理。
2. 增强了自己的动手能力和耐心。
3. 加深了对机械加工设备和操作方法的理解。
4. 培养了团队合作精神,提高了沟通协调能力。
五、实训感想通过这次实训,我深刻地认识到机械加工是一门非常重要的技能,它不仅可以提高我们的动手能力,还可以为我们今后的职业发展打下坚实的基础。
在实际操作中,我也遇到了很多问题和困难,但是通过反复尝试和改进,我最终成功地完成了任务。
这让我深刻地认识到了“失败是成功之母”的道理,也让我更加珍惜每一次机会去学习和实践。
錾口榔头实训报告

錾口榔头实训报告一、实训背景錾口榔头是一种常见的手工工具,广泛应用于金属加工、木材加工等领域。
为了提高学生的实践能力和技能水平,我校开设了钳工基础课程,并在其中设置了锻造实训环节,其中包括使用錾口榔头进行金属加工操作。
二、实训目的通过本次实训,旨在使学生掌握以下技能:1.掌握錾口榔头的使用方法和操作技巧;2.熟悉金属锻造的基本流程和注意事项;3.培养学生的动手能力和创新意识。
三、实训内容实训中主要包括以下内容:1.熟悉錾口榔头的结构和分类;2.掌握使用錾口榔头进行金属打孔、裁剪等操作;3.了解金属锻造的基本流程和注意事项;4.自主设计并完成一个小型金属制品。
四、实训过程1. 熟悉錾口榔头结构和分类在开始操作之前,老师先介绍了不同类型的錾口榔头,包括单面榔头、双面榔头、圆头榔头等,让我们了解不同类型的榔头适用于不同的操作。
然后详细介绍了錾口榔头的结构,包括锤柄、芯棒和磨刀口等部分。
2. 掌握使用錾口榔头进行金属打孔、裁剪等操作在熟悉了錾口榔头的结构和分类之后,老师开始讲解如何使用錾口榔头进行金属打孔和裁剪操作。
首先是打孔操作,老师示范之后让我们自己动手尝试。
在实践中发现,在打孔时需要控制好力度和角度,否则容易损坏工件或者使孔位偏移。
接着是裁剪操作,也需要注意控制好力度和角度,并且要保持一定的节奏感。
3. 了解金属锻造的基本流程和注意事项在掌握了基本的金属加工技能之后,老师开始介绍金属锻造的基本流程和注意事项。
首先是选材,要选择质量好、适合加工的材料;然后是设计图纸,要考虑到工件的功能、美观和可制作性等因素;接着是加工操作,需要掌握好加热温度、锻打力度和锻打次数等参数;最后是表面处理,要根据需要进行抛光、喷漆等处理。
4. 自主设计并完成一个小型金属制品在熟悉了基本的金属加工技能和注意事项之后,老师让我们自己设计并完成一个小型金属制品。
在设计过程中,我们需要考虑到材料的选择和加工难度等因素,并且要充分发挥自己的创新意识。
优秀教案示例《錾口榔头制作的工艺分析》教案
优秀教案示例《錾口榔头制作的工艺分析》教案教案标题:錾口榔头制作的工艺分析教学目标:1.了解榔头的类别和用途;2.理解錾口榔头的制作原理;3.掌握制作錾口榔头的工艺步骤;4.提高学生的动手能力和创新思维。
教学重点:1.锻造和加工榔头的制作原理;2.制作錾口榔头的工艺步骤。
教学难点:1.制作錾口榔头的工艺步骤;2.提高学生的动手能力和创新思维。
教学准备:1. PowerPoint课件;2.原材料:榔头头部、木柄、紧固件;3.锻造和加工工具:锤子、电动钻、电焊机等;4.实验室或工作室。
教学过程:Step 1:导入(10分钟)介绍榔头的基本概念、类别和常见用途,并引入錾口榔头的制作。
Step 2:展示与讲解(15分钟)通过PPT展示榔头的制作原理和錾口榔头的结构特点,重点讲解制作錾口榔头的工艺步骤。
Step 3:实践操作(45分钟)1.学生分组,分配工作任务,每组一个实验台。
2.每组按照工艺步骤进行制作:a.在榔头头部上进行打孔和钻孔,制作出圆形和直径适中的錾口。
b.将木柄锯断,并用电焊机固定在榔头头部上。
c.通过电焊机或紧固件固定好木柄。
3.教师和助教在一旁指导学生操作和解答问题。
Step 4:展示和总结(20分钟)1.学生展示自己制作的錾口榔头,并介绍制作过程和遇到的问题。
2.教师进行点评和总结,鼓励学生不断创新和完善自己的作品。
Step 5:课堂讨论(10分钟)1.提出问题:你认为自己的榔头有什么不足之处?如何改进?2.学生进行思考和讨论,并提出自己的看法和建议。
3.鼓励学生勇于表达,尊重不同意见。
教学拓展:1.可以邀请当地的榔头制作工艺师傅来校进行示范,以增强学生的实际操作经验;2.可以组织学生进行榔头制作比赛,提高学生的动手能力和创新思维。
教学评估:1.观察学生制作过程中的动手能力和合作能力;2.学生展示制作的錾口榔头的质量和工艺水平;3.学生参与课堂讨论的积极性和思考深度。
教学反思:通过本节课的教学,学生对榔头的类别和用途以及榔头的制作原理有了初步的了解,掌握了制作錾口榔头的工艺步骤。
制作錾口榔头
项次
项目与技术要求
实测记录
单次配分
得分
1
尺寸要求20±0.05mm
(2处)
4
2
平行度0.05mm (2处)
3
3
垂直度0.03 (4处)
3
4
3.5×45°倒角尺寸正确
(4处)
3
5
R3.5内圆弧连接圆滑、尖端无坍角(4处)
3
6
R12与R8圆弧面连接圆滑
14
7
舌部斜面平直度0.03mm
6、按图划出腰孔加工线及钻孔检查线,并用φ9.7mm钻头钻孔。
7、用圆锉锉通两孔,然后用锉按图样要求锉好腰孔。
8、按划线在R12处钻φ5孔,后用手锯按加工线锯去多余部分(放锉削余量)。
9、用半圆锉按线粗锉R12内圆弧面,用板锉粗锉斜面与R8圆弧面至划线线简条。后用细板锉面锉斜面,用半圆锉细锉R12内圆弧面,再用细板锉细锉R8外圆弧面。最后用细板锉及半圆锉作推锉修整,达到各形面连接圆滑、光洁、纹理齐正。
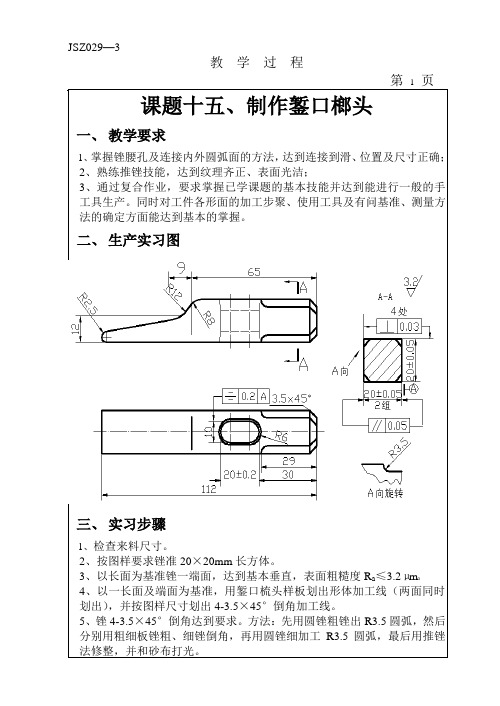
课题十五、制作錾口榔头
一、教学要求
1、掌握锉腰孔及连接内外圆弧面的方法,达到连接到滑、位置及尺寸正确;
2、熟练推锉技能,达到纹理齐正、表面光洁;
3、通过复合作业,要求掌握已学课题的基本技能并达到能进行一般的手工具生产。同时对工件各形面的加工步聚、使用工具及有问基准、测量方法的确定方面能达到基本的掌握。
10、锉R2.5圆头,并保证工件总长112mm,
11、八角端部棱边倒角3.5×45°。
12、用砂布将各加工面全部打光,交件待验。
13、待工件检验后,再将腰孔各面倒出1mm弧形喇叭口,20mm端面锉成略呈凸弧形面,然后将工件两端热处理淬硬。
錾口榔头的制作范文
錾口榔头的制作范文
锻口榔头的制作
首先,准备所需的材料和工具。
制作锻口榔头需要以下材料:硬质金属材料(如钢材)、榔头柄材料(如木材或橡胶)、焊接材料(如焊条或焊锡)、砂纸和润滑油。
需要的工具有:锤子、电焊机、木工锯、锉刀、砂纸和钢尺。
接下来,根据个人需求确定榔头的重量和形状。
重量较轻的榔头适合用于精细工作,而重量较重的榔头通常用于较大的工程项目。
根据需求可决定制作锤头的形状,如球形、方形或圆柱形。
同时也要根据锤柄的长度和直径确保其符合个人需求和使用习惯。
然后,将金属材料切割成所需的形状和尺寸。
使用木工锯和钢尺来确保切割的准确度。
然后,用锉刀和砂纸对锤头进行修整和打磨,以确保其表面光滑并符合设计要求。
接着,焊接锤柄和锤头。
将锤头和锤柄的一端用砂纸磨光,并涂上润滑油以减少摩擦。
然后,使用电焊机将锤头牢固焊接在锤柄的另一端。
确保焊接牢固,并使用锤子敲击锤柄和锤头以确保其稳固。
最后,对制作的榔头进行最后的检验和润饰。
检查焊接的质量和锤头与锤柄的连接是否牢固。
如果发现任何问题,需要进行修复或重新焊接。
然后,用砂纸对锤头和锤柄进行最后的打磨和润滑,以确保其表面光滑且易于操作。
总之,制作锻口榔头是一项需要一定技术和工具的任务。
通过仔细选择材料、精确测量和锤柄与锤头的牢固焊接,可以制作出满足个人需求的榔头。
请在制作过程中注意安全,并遵循正确的操作步骤。