板材零件成对液压成形新技术
以液体静压为基础的高压成型技术分析

以液体静压为基础的高压成型技术分析随着科技的发展,各个行业都在不断探索与改进新的技术。
制造业中液体静压成型技术就是一种被广泛应用的高新技术。
这种技术通过利用高压油液推动金属板材变形,以满足产品对于形状、尺寸、性能等各方面的要求。
本文将从液体静压成型的基本概念、原理,以及优点等方面来对该技术进行分析。
一、基本概念液体静压成型技术(Hydrostatic Forming Technology)又称液压成型、液态冲击成型或压力成型,是一种利用高压油液来推动金属板材形成目标形状的成型技术。
这种技术广泛应用于航空、汽车、骨科、建筑等领域的产品生产中。
传统的冷冲压成型技术的局限性在于其不能对比较厚的材料进行成型,而液压成型技术则可以克服这种局限,成型厚度可以达到几百毫米。
二、原理在液态静压成型技术中,先将金属板材加工成凸台形状,并将其安置在硅胶板上方。
然后在凸台顶端装置一片板状的油囊,将油囊充满高压液体(通常为油)。
随后在凸台上端加上塑料膜,然后启动高压油泵,将高压油液注入油囊内。
这时,油囊内的压力就会逐渐升高,由于油囊的切线上的液体的力会作用在管子上,从而让管子形成所需要的凸缓形状。
整个成型过程中,凸台下的硅胶板要充满高压液体以保持均衡压力。
该过程的原理在于物理学中的伯努利原理。
泵抽出油液经过高压泵前经过油箱、空气旋流分离器、油箱回流阀,然后油液进入高压泵,在高压泵内部被压缩,经过高压泵出口进入高压阀体,进入行程液压泵中的柱塞式泵体,接着经过阀体,油液进入行程缸,以压力将成形件顶起并使之伸出打水滴状填充油囊的空间成形。
三、优点液态静压成型技术相对于传统的成型技术有如下的几个优点:1.变形效果好:该技术可以满足更复杂、精密、高强度的产品成型需求。
2.成型质量高:成型后的产品表面平整度好、无疤痕,无内部缺陷。
3.适用性广:该技术适用于各种类型的材料,比如金属、非金属、塑料等。
4.节约材料:该技术对材料的浪费较少,可以让生产成本更低。
液压成型

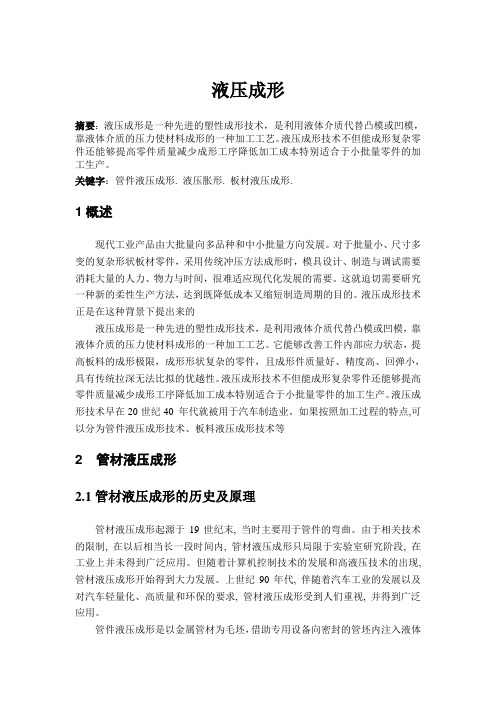
图1 空心异形截面零件引言液压成形技术同冲压,焊接等传统的成形技术相比,是一门新型的金属成形技术。
为了解决汽车,航空航天等领域的一些复杂的工艺问题和技术要求,从20世纪50年代起,德、美、日等国科学家在相关领域内先后提出了内高压成形技术和板料液压成形技术。
1985年我国科学家王仲仁教授发明了球形容器无模液压成形技术,提出了壳体液压成形技术。
近几年,依托于计算机控制技术和高压液压系统的发展,液压成形技术迅速发展。
目前,很多复杂结构的零件都可以通过该技术批量地加工生产。
一、液压成形技术的概述1.1 液压成形的定义和分类液压成形也称为液力成形是指利用液体作为传力介质或模具使工件成形的一种塑性加工技术。
按使用的液体介质不同,液压成形分为水压成型和油压成型;按使用的配料不同,液压成形分为管材液压成形,板料液压成形和壳体液压成形。
板料和壳体液压成形使用的成形压力较低,而管材液压成形使用的压力较高,又称为内高压成形,本文中称管材液压成形为内高压成形。
1.2 液压成形的特点现代液压成形技术的主要特点表现在两个方面:①液压成形技术仅需要凸模和凹模中的一个,或者不使用任何模具,这样可以省去一半,甚至不需要花费制造模具的费用和加工时间,而且液体作为凸模可以成形很多刚性凸模无法成形的复杂零件。
②液体作为传力介质具有实时可控性,通过液压闭环伺服系统和计算机控制系统可以按给定的曲线精确控制压力,确保工艺参数在设定的数值内,并且随时间可变可调,大大提高了工艺柔性。
二、内高压成形技术2.1 内高压成形技术的原理及分类内高压成形技术是用管材作为原材,通过对官腔内施加液体压力及在轴向施加负荷作用,使其在给定模具型腔内发生塑性变形,管壁与模具内表面贴合,从而得到所需形状零件的成形技术。
内高压成形技术主要可以整体成型轴线为二维或三维曲线的异形截面空心零件,从材料的初始圆截面可以成形为矩形,梯形,椭圆形或其他异形的封闭界面,如图1所示。
天锻“板材成形液压机柔性制造系统”通过验收
高竞 争力 的有 力工 具。
 ̄ lll lll l l llll ll lll lfl
自动 换 模 工 位 分 别 达 到 了 单 工 位 、 工 位 、 工 位 ; 器 人 行 双 三 机 走 速 度 达 到 了 6 m/ n 0 mi,定 位 精 度 达 到 了± .mm。项 目 申请 05
亿 元。
国 开 关 电器 的 工 业 之 美 。 第 二 季 大 赛 依 然
吸 引 了众 多 摄 影 师 及 摄 影 爱 好 者 的 关 注
和 参 与 , 这 一 期 累 计 收 到 了 4 2张 作 品 。 5
二重 制成 国 内最大核 电管板
5月 中 旬 , 件 国 内 最 大 的 三 代 核 电 管 板 , 二 重 水 压 两 在 机车 间完 成锻 造和锻 后 热处理 的关键 工序 。
打 破 了 国 外 对 这 块 市 场 的 垄 断 , 得 了 重 取
大 的 技 术 突 破 , 补 了 国 内 空 白 , 的 面 填 她
世 受 到 了 市 场 的 推 崇 , 代 替 了传 统 的 加 它
工 方 式 , 低 了 模 具 投 资 , 大 缩 短 了汽 降 大 车制 造 商 和零 部 件 配 套 商 的开 发周 期 , 提 高 加 工 效 率 和 切 割 工 件 的 精 度 , 低 了 生 降
P C集 成 控 制 机 器 人 、 激 光 器 等 部 件 对 汽 L 车 三 维 零 件 进 行 异 形 加 工 。该 设 备 主 要 生 产 零 件 厚 度 在 05 2 .~ mm, 有 方 便 三 维 零 具 件 的加 工 、 资 成本 低 、 用 成 本 维 护低 、 投 使 操 作 简 单 等 特 点 。 法 利 莱 三 维 激 光 切 割机
液压成形控制技术

形 压 力 一 般 在 6 MP '' 0 MP 0 a- 0 a范 围甚 至 更 高 , -2 成
别 通 过 粗一 细一 精 细 的滤 芯 进 行 过 滤 , 方 法 能 满 此 足 大 部 分 使用 要 求 , 需 要经 常清 洗 或 更换 滤 芯 。 但
工行业重要 制造技术之 一 , 国, 国, 美 德 日本 等发达 国
家均 已投入 大 量人 财物 力研 究 并 已经 投入 生产 或 试 生产 , 在其 它行 业 中的应用 也 不断扩 大 , 景十 分 它 前 广阔 。 目前 , 要 以板材 类和 管材类 如碳钢 、 主 不锈 钢 、 铜合金 、 铝合金 等为主 原料 。
的通道 ; 第二个用 途是堵 住金 属管 内 的液压 油 不让外 泄; 第三 个用途 是在成形 时推 动金 属管 向模 具 内移 动
1 引 言
液 压成 形 ( 也叫液 压胀形 ) 是最近 十 几年 来迅 速 发展起来 的一 门新 工艺 , 它一 出现 即受到制 造业 界 的 极大关注 而蓬勃发展 , 目前 已成 为 国外汽 车 、 船舶 、 轻
Hy r ul o mi n r l c n l g d a i F r ng Co to s Te h o o y c
W U a — u Xio y
艺 品和体育 用品等行 业 。缺 点是初 始投 资较大 , 制程
还 不太完 善, 大部分 生产 工 艺主要靠试 验总 结 。
( hn t r w sisttfrn ier g ein C i t e n t et tueo g ei s & a mid o h i e n nd g n
p e s r i r su e l o
液压成形
液压成形摘要:液压成形是一种先进的塑性成形技术,是利用液体介质代替凸模或凹模,靠液体介质的压力使材料成形的一种加工工艺。
液压成形技术不但能成形复杂零件还能够提高零件质量减少成形工序降低加工成本特别适合于小批量零件的加工生产。
关键字:管件液压成形. 液压胀形. 板材液压成形.1概述现代工业产品由大批量向多品种和中小批量方向发展。
对于批量小、尺寸多变的复杂形状板材零件,采用传统冲压方法成形时,模具设计、制造与调试需要消耗大量的人力、物力与时间,很难适应现代化发展的需要。
这就迫切需要研究一种新的柔性生产方法,达到既降低成本又缩短制造周期的目的。
液压成形技术正是在这种背景下提出来的液压成形是一种先进的塑性成形技术,是利用液体介质代替凸模或凹模,靠液体介质的压力使材料成形的一种加工工艺。
它能够改善工件内部应力状态,提高板料的成形极限,成形形状复杂的零件,且成形件质量好、精度高、回弹小,具有传统拉深无法比拟的优越性。
液压成形技术不但能成形复杂零件还能够提高零件质量减少成形工序降低加工成本特别适合于小批量零件的加工生产。
液压成形技术早在20世纪40 年代就被用于汽车制造业。
如果按照加工过程的特点,可以分为管件液压成形技术、板料液压成形技术等2 管材液压成形2.1管材液压成形的历史及原理管材液压成形起源于19世纪末, 当时主要用于管件的弯曲。
由于相关技术的限制, 在以后相当长一段时间内, 管材液压成形只局限于实验室研究阶段, 在工业上并未得到广泛应用。
但随着计算机控制技术的发展和高液压技术的出现,管材液压成形开始得到大力发展。
上世纪90年代, 伴随着汽车工业的发展以及对汽车轻量化、高质量和环保的要求, 管材液压成形受到人们重视, 并得到广泛应用。
管件液压成形是以金属管材为毛坯,借助专用设备向密封的管坯内注入液体介质,使其产生高压,同时还在管坯的两端施加轴向推力,进行补料,在两种外力的作用下,管坯材料塑性变形,并最终与模具型腔内壁贴合,得到形状与精度均符合技术要求的中空零件液压成形原理如图1 所示图1 管件液压成形原理示意图当零件轴线不是直线模腔分模面处截面小于管坯截面时,需进行弯管冲压等预工艺,以便管坯能顺利置入模腔中,如有必要,在液压成形之前还需进行退火处理2.2管材液压成形优点:与传统的冲压焊接工艺相比,管件液压成形工艺具有以下优点:(1 ) 减轻零件质量,节约材料; (2 ) 提高零件的强度和刚度,特别是疲劳强度; ( 3) 减少零件数量节约模具成本;(4) 零件整体成形,可减少后续机械加工和组装焊接量,简化生产流程,提高生产效率; (5) 提高加工精度,减少装配误差积累,可提高产品质量; (6)降低生产成本; (7) 结构形状设计更趋灵活优化。
5.请简述液压成型技术加工方法原理及其优点

请简述液压成型技术加工方法原理及其优点液压成型技术是一种高效、精确、适用范围广、成本低、环保的加工方法。
下面将分别从高效性、精度高、适用范围广、成本低、环保性等方面介绍液压成型技术的原理及其优点。
1.高效性液压成型技术采用液体作为传力介质,通过施加高压液体来传递成型力,使得生产效率大幅提高。
在生产过程中,由于液压成型可以连续进行,减少了模具更换和调试的时间,进一步缩短了生产周期。
此外,液压成型技术可以同时进行多个工件的加工,提高了生产效率。
2.精度高液压成型技术采用液体作为传力介质,通过控制液体的压力和流量,可以精确控制成型力,从而保证了制品的精度和一致性。
此外,液压成型技术的模具精度高,从而进一步提高了制品的精度和质量。
3.适用范围广液压成型技术适用于各种材料和复杂形状的制品加工。
对于不同材质和厚度的材料,可以通过调整液体的压力和模具的形状来满足加工要求。
此外,液压成型技术可以加工各种复杂形状的制品,如曲面、镂空等,适用范围非常广泛。
4.成本低液压成型技术采用液体作为传力介质,可以重复利用液体,降低了能源成本。
此外,液压成型技术的模具更换和调试时间短,减少了人工成本。
同时,液压成型技术可以同时进行多个工件的加工,提高了生产效率,进一步降低了生产成本。
5.环保性液压成型技术采用液体作为传力介质,与传统的机械加工方法相比,噪音污染和废弃物减少。
在生产过程中,液压成型技术可以控制液体的使用量,避免浪费和污染环境。
此外,液压成型技术的模具可以重复使用,减少了资源浪费,进一步体现了环保性。
综上所述,液压成型技术具有高效性、精度高、适用范围广、成本低、环保性等优点。
在现代化的加工制造业中,液压成型技术已经成为一种重要的加工方法,为提高生产效率、降低成本、保护环境等方面做出了积极的贡献。
讲一讲将板材“玩弄”于模具之中的液压成形技术
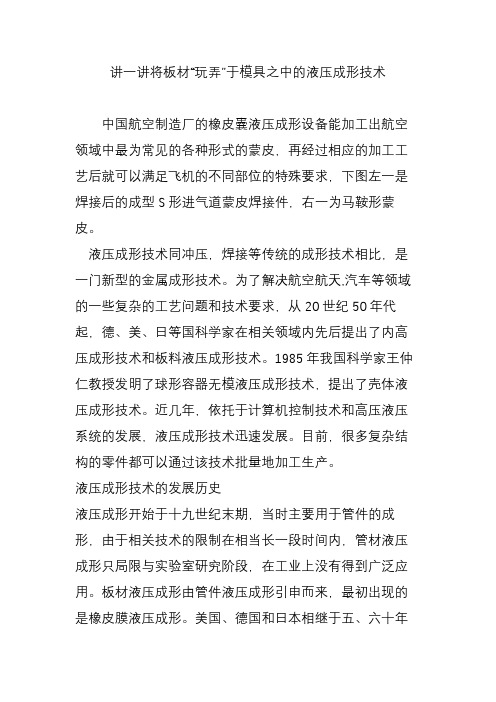
讲一讲将板材“玩弄”于模具之中的液压成形技术中国航空制造厂的橡皮囊液压成形设备能加工出航空领域中最为常见的各种形式的蒙皮,再经过相应的加工工艺后就可以满足飞机的不同部位的特殊要求,下图左一是焊接后的成型S形进气道蒙皮焊接件,右一为马鞍形蒙皮。
液压成形技术同冲压,焊接等传统的成形技术相比,是一门新型的金属成形技术。
为了解决航空航天,汽车等领域的一些复杂的工艺问题和技术要求,从20世纪50年代起,德、美、日等国科学家在相关领域内先后提出了内高压成形技术和板料液压成形技术。
1985年我国科学家王仲仁教授发明了球形容器无模液压成形技术,提出了壳体液压成形技术。
近几年,依托于计算机控制技术和高压液压系统的发展,液压成形技术迅速发展。
目前,很多复杂结构的零件都可以通过该技术批量地加工生产。
液压成形技术的发展历史液压成形开始于十九世纪末期,当时主要用于管件的成形,由于相关技术的限制在相当长一段时间内,管材液压成形只局限与实验室研究阶段,在工业上没有得到广泛应用。
板材液压成形由管件液压成形引申而来,最初出现的是橡皮膜液压成形。
美国、德国和日本相继于五、六十年代开发出了橡皮囊液压成形技术。
日本学者保日春男首先对此进行了改进,开发出了对向液压拉深技术。
随后欧、没等国家也相继开展这方面的工艺研究及设备的开发工作。
1967年,德国SMG公司提出液压机械拉深技术。
板材液压成形技术在九十年代后得到人们的重视和大力研究。
九十年代后,制造业迅猛发展,零件的形状日趋复杂,加之有大量采用铝、镁等质量较轻、但塑性较差的新材料,使得人们将注意力转向了板材液压成形技术。
到了九十年代后期,德国有关学者提出了一种板材成形新工艺--板材成对液压成形。
相对于国外来说,国内对于液压成形的研究较晚。
上世纪九十年代后,国内众多高校开始对液压成形进行研究,例如哈尔滨工业大学、燕山大学、华南理工大学、上海交通大学等分别对液压成形进行了理论分析和实验研究,总结了很多液压成形的数据和经验,但是对板材成对液压成形的研究相对较少,处于最初的探索阶段。
液压成形原理

液压成形原理
嘿,朋友!今天咱就来好好唠唠液压成形原理!
你想想看啊,液压成形就像是一场力量与智慧的舞蹈。
比如说,我们要把一块金属板材变成一个特定形状的部件,这就好像是要给这块金属施魔法一样!液压系统就像一个大力士,它能产生巨大的压力,推动着金属板材按照我们想要的样子变形。
就好比你要做一个超级酷的飞机模型,液压成形就是那个能帮你把一片片零件塑造成完美形状的神奇工具。
你知道吗?在这个过程中,液体就像是一群听话的小士兵,听从液压系统这个指挥官的命令。
当压力施加到液体上时,它们就齐心协力地去推动金属板材。
这多神奇啊!如果没有液压成形,那我们生活中的好多东西都没法制造出来呢!
再比如说汽车的零部件吧,那些复杂的形状,可不就是靠液压成形弄出来的嘛!它可比我们手工敲敲打打厉害多啦!
哎呀呀,我跟你说,液压成形的应用可太广泛了!从航空航天到日常生活用品,到处都有它的身影。
它不就是那个默默奉献,却让我们的生活变得更美好的幕后英雄吗?
我觉得啊,液压成形真的是超级厉害的技术,它让我们能制造出各种各样复杂又精美的东西,丰富了我们的生活!真的值得我们好好去了解和研究它呀!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文章编号:036726234(2000)0420007203板材零件成对液压成形新技术张士宏1,许 沂1,王忠堂1,郎利辉2,刘 钢2(1.中国科学院金属研究所,辽宁沈阳110015;2.哈尔滨工业大学材料学院,黑龙江哈尔滨150001)摘 要:板材成对液压成形技术是一种新的板材成形技术,具有成形性好、制造工期短、费用低等优点,特别适用于批量小、形状复杂板材零件的生产.介绍了板材成对液压成形技术的成形原理、成形过程、分类及研究现状.关键词:板料成形;液压成形;成形控制;胀形;拉深中图分类号:TG 394 文献标识码:AH ydroforming of sheet metal in pairsZH ANG Shi 2hong 1,X U Y i 1,W ANG Zhong 2tang 1,LANGLI 2hui 2,LI U G ang 2(1.Institute of Metal Research ,Chinese Academy of Sciences ,Shenyang 110015,China ;2.School of Materials Science and Engineering ,Harbin Institute of T echnology ,Harbin 150001,China )Abstract :Hydroforming of sheet metal in pairs is a new sheet metal forming process.With many advantages such as g ood formability ,short manufacturing cycle and lower cost ,and especially suitable for producing sheet metal parts with com plicated shapes in small batches.K ey w ords :sheet metal forming ;hydroforming ;in process control ;bulging ;deep drawing 随着现代工业的发展,产品品种越来越多,更新速度越来越快,由大批量向多品种和中小批量方向发展.制造业中常见的批量小、尺寸多变的复杂形状板材零件,采用传统冲压方法成形时,难度大,造价高,模具的设计制造与调试需要大量时间与人力物力.而采用手工钣金成形方法,虽然成本降低,但周期太长,质量也不易满足要求.这就迫切需要新的柔性生产方法,达到既降低成本又缩短制造周期的目的.于是,各种柔性化的塑性加工技术应运而生,液压成形工艺,近几年来得到了迅速发展.传统的液压成形法(Hydroforming )[1]有一定柔性和优点,已经小规模用于汽车、飞机零件成形和收稿日期:2000-03-10基金项目:中国科学院引进国外杰出人才基金资助项目、黑龙江省留学回国基金资助项目(L99-1)作者简介:张士宏(1962-),男,教授.其他制造业中.但这种工艺还有不少问题,例如压边不易控制,橡胶经常损坏,成形质量不稳定,已部分地被后来发展起来的充液拉深(Hydrome 2chanical deep drawing )工艺[2]所代替.充液拉深工艺的模具结构与传统冲压相似,采用刚性压边,不同的是凹模被液压腔取代,与液压成形法相比,橡胶膜被取消,可以将传统工艺的板料成形极限由1.8提高到2.7,生产效率也得到提高,适于批量生产.但该工艺型腔制造较难,灵活性不够.近年来由于汽车和飞机制造业的轻量化、高质量和环保要求,对柔性成形法的需求显著增加,又由于液压密封技术取得重要突破,使高内压液压胀形成为可能,很多管件和框架类零件可由高内压法成形,目前欧、美、日等国的企业和大学正集中力量研究高内压胀管技术[1,2].德国90年代提出了一种板料零件成形新工艺———板料零件成对液胀成形(Hydroforming of sheet metal pairs )[3~6],这种成形属内高压成形,因此又称为板材内高压成形,第32卷 第4期 哈 尔 滨 工 业 大 学 学 报 V ol.32,N o.42000年8月 JOURNA L OF H ARBI N I NSTIT UTE OF TECH NO LOGY Aug.,2000简称H BU 成形(H ochdruck -Blech -Um formung ).本项目组在此基础上进行了改进,提出了可替换凹模的思想,并研制了卧式和立式两种模具装置.1 板料零件成对液压成形的工艺原理与特点 板料零件成对液压成形时,首先将叠放的两块平板毛坯放置在上下凹模上,压边后充液预成形,边缘切割,对边缘采用激光焊接技术焊接.然后,在两板间充液加压进行最终校形,其过程示意图见图1.这种工艺适于成形舱体零件,将零件的焊接加工安排在成形过程中间.首先,通过焊接实现了两板间的密封,以保证高内压力,完成最后的贴模过程;另外,成形过程中,两板的定位准确,此时进行焊接可保证零件的精确配合,同时节省了焊接用的工装,另外,通过最后的校形可消除焊接引起的变形.根据零件的几何形状的不同,焊接工序可安排在成形前或如上述预成形之后.这种成形需要配套的焊接设备(激光焊和氩弧焊),设备工装较为复杂.图1 周边焊接坯料成对液压成形工艺过程Fig.1 Hydroforming of welded sheet metal pairs 对于非焊接成对液压成形,其过程是仅将两块平板毛坯放置在上下凹模上,压边后直接充液至最终贴模成形.这种方法成形时,两板料直接接触,在法兰区两板间存在摩擦,一板的拉入将对另一板产生影响,但影响不大,其大小决定于两板间的摩擦情况.当上下两板具有不同成形形状和厚度时,可以较自由的成形,但是两板间充液机构的设置较困难.德国学者还提出了一种有中间加压板的无焊缝对胀成形新工艺,其工艺过程见图2.这种工艺由于采用了中间加压板(有加压管路与外部压力泵相连接,同时也通往上下凹模腔),使上下两板料不再直接接触,两板的变形不再相互影响,实际上两板独立成形.这种成形技术是一种软凸模成形技术,具有很好的柔性,与一般的成形工艺相比可减少模具数量.因采用液压加载,模具不易损坏,寿命提高.该技术采用液压法成形,产品与模具贴合程度好,零件冻结性好,因此质量好,弹复变形小,通过高压塑性变形使残余应力接近完全消除,板材成形极限可明显超过拉深工艺和纯液压胀形工艺.这种工艺技术尤其适用于形状复杂、尺寸多变、批量不大的大型板料零件的生产,一次成形可生产一对产品,使复杂形状板材零件的生产简单化.与常规板材成形工艺相比,模具费用可降低30%以上.对于小批量生产,可节约费用35%,生产研制周期可缩短30%.在航空航天、汽车等工业部门,采用此法研制新产品可以节约模具费用,缩短研制及生产周期.图2 有中间压板的板料成对液压成形工艺Fig.2 Hydroforming of sheet metal pairs with intermediate plate2 研究现状板料对胀成形时,坯料在流体压力载荷的作用下产生拉伸变形,同时法兰边向模腔内流动(拉深变形),即板料发生胀形-拉深复合塑性变形,压边力与液体压力需要恰当合理的匹配,以避免坯料在变形时发生法兰起皱、悬空区拉裂及局部减薄过量等工艺缺陷.图3为非焊接板料对胀成形的加载区间示意图[3],其中A 区为压边力过低漏油区,B 为拉深-胀形复合变形区,C 为单纯胀形区,D 为破裂区.・8・ 哈 尔 滨 工 业 大 学 学 报 第32卷图3 加载区间图Fig.3 Diagram of loading 对于不同材料的板料,在不同条件下的加载区间可通过实验或计算方法确定.实际的成形工艺过程中,因为成形装置的限制,压边力的实时控制还很难实现,难以按照最佳加载路径进行.因此,迫切需要开发智能化的成形装置.目前,德国这种新工艺还处于实验室研究阶段,他们在工艺装置和理论研究方面已取得了一些研究成果,并采用计算机模拟对其成形过程进行了初步分析.关于坯料的成形机理和工艺缺陷形成机制还没有发表更详细的结果,工装结构还需要改进和创新.本课题组在充分考察研究国际板材成形先进技术的基础上,对压边机构和凹模结构进行了改进,提出可替换凹模结构,以提高本工艺的柔性和适应性,实验研究工作正在进行中.该工艺采用的装置由一块中间加压板(有加压管路与外部压力泵相连接,同时也通往上下凹模腔)、上下压边圈和上下镶嵌式凹模组成.针对不同零件,凹模尺寸、形状可在一定范围内改变,凹模材料可根据成形板料的材质、精度和批量选择金属、树脂、石膏、木材或水泥.零件成形时先将两张板材坯料分别置于中间加压板上下或两侧,然后闭合压边圈,利用压力泵充液加压,板材坯料在液体压力作用下,同时伴随一定的压边区拉入(拉深),发生胀形-拉深复合塑性变形,直至最终贴模,从而得到所需的板材零件.3 结束语在国际市场竞争日益激烈的态势下,发展柔性塑性加工技术以利于及时对产品的更新换代做出响应是先进塑性加工技术的重要发展趋势之一,板料成对液压成形技术正是在这一趋势下提出的塑性加工新工艺.板料成对液压成形技术具有很好的柔性,尤其适用于形状复杂、尺寸多变、批量不大的大型板料零件的生产,使复杂形状板材零件的生产简单化、柔性化,实现零件的快速制造.在航空航天、航空、汽车、电器等工业部门,采用此法研制新产品可节约模具费用,缩短生产及研制周期,提高企业竞争力,因而具有广阔的应用前景.参考文献[1]ZH ANG Shihong.Developments in hydroforming[J].J ofMaterials Processing T echnology,1999,91:2362244. [2]ZH ANG Shihong,DANCKERT J.Development of hy2dromechanical deep drawing[J].J of Materials ProcessingT echnology,1998,83:14225.[3]GEIGER M,V oollertsen,HEI N P.Hydroforming of sheetmetal pairs//.Proceedings of SheMet’98[C].[s.l.]:[s.n.],1998.37251.[4]K LEI NER M,K O LLECK R,RAUER J,et al.Die2lessforming of sheet metal parts//.Proceedings of SheMet’98[C].[s.l.]:[s.n.],1998,63270.[5]HEI N P,VOO LERTSE N F.Hydroforming of sheet metalpairs[J].J of Materials Processing T echnology,1999,87:1542164.[6]NOVOT NY S,HEI N P.Hydroforming of sheet metal pairsfrom aluminum alloys//.Proceedings of SheMet’99[C].[s.l.]:[s.n.],1999.5912606.(责任编辑 程建霞)(上接第6页)[3]崔岩梅.一种基于小波变换的多尺度多算子图像融合方法[J].光学技术,1999(7):37239.[4]M A LLAT S G.Multifrequency channel decom position ofimages and wavelet m odels[J].IEEE T rans Acoust,S peech,S ignal Processing,1989,37(12):209122110.[5]M A LLAT S G,ZH ANG S.Characterization of signal frommutiscale edges[J].IEEE T ransactions on Pattern Analy2sis and Machine Intelligence,1992,14(7):7102732.[6]M OON Peter,DE JAGER G erhard.An investigation intothe applicability of wavelet trans form to digital stereo imagematching//.Proc of1993IEEE S outh A frican Sym posiu2 m on C ommunication and S ignal Processing[C].Capetown:[s.n.],1993.75279.(责任编辑 程建霞)・9・ 第4期 张士宏,等:板材零件成对液压成形新技术 。