目视工艺卡
注塑空白工艺目视卡(现场抄写专用)

冷却时间 产品名称 材料牌号 模腔数 机器规格
合计总时间 设备编号 班次
▲Байду номын сангаас示重要特性
工艺参数记录表 工艺参数记录表
温控 项目 Ⅰ段 2段 3段 4段 5段 6段 7段 8段 部份 ▲温度 射 出 项目 注射一 注射二 注射三 注射四 注射五 注射六 保压一 保压二 保压三 部份 ▲压力 ▲速度 时间 15 位置 合、 项目 合模一 合模二 合模三 合模低压 合模高压 开模一 开模二 开模三 开模四 减速 开模 压力 部份 速度 位置 项目 托 进 顶模 及其 压力 它部 速度 份 终止位置 背压 储前冷却 产品图号
托 退 中子进 中子退 储料一 储料二 储料三 背压一 背压二 背压三 射 退
冷却时间 产品名称 材料牌号 模腔数 机器规格
合计总时间 设备编号 班次
温控 项目 Ⅰ段 2段 3段 4段 5段 6段 7段 8段 部份 ▲温度 射 出 项目 注射一 注射二 注射三 注射四 注射五 注射六 保压一 保压二 保压三 部份 ▲压力 ▲速度 时间 位置 合、 项目 合模一 合模二 合模三 合模低压 合模高压 开模一 开模二 开模三 开模四 减速 开模 压力 部份 速度 位置 顶模 及其 压力 它部 速度 份 终止位置 背压 储前冷却 产品图号 项目
工艺卡的制作技巧
工艺卡的制作技巧1.为什么要制作工艺卡?因为我们公司已经得到ISO9002的认证,正常生产的工艺条件需要以文件的形式固定下来,工艺卡就是这样的一个文件,所以要有工艺卡.2.没有工艺卡行不行?按我们的现行制度:如果没有正式的工艺卡,在生产时,由相应机台班长写出一份试用工艺卡交与机手进行正常生产,从这一角度考虑,没有工艺卡是可行的;但工艺卡作为一份记录生产工艺的文件,是ISO9002的一部分,而我们公司是一个得到ISO9002认证机构认证的公司,所以没有它是不行的.3.工艺卡的目的1>它是ISO9002的一部分.2>给机手在生产前领取眼模和印字轮及在生产中设定温度提供参考.3>对线材的押出方式提供参考.4.工艺卡上眼模的确定.1>缘押出(芯线押出)内模的确定:芯线押出所用的内眼模与导体的线径大小(单根或绞合)及结构有很大的关系,通常为:A.铜箔丝: 眼模值比线径大0.14B.7根软铜丝绞合, 因为此种结构比较圆整, 眼模比线径大0.07~0.1左右;C.7/11根直放导体:因为其直放, 结构松散, 眼模值比线径大0.1~0.15左右,若间隙过小, 会很容易刮断导体, 造成小导体或断线现象.而线材出外眼模后会有振动现象(300M/MIN左右), 从而造成偏心及线径不稳定等不良.D.17根以上的铜丝绞合, 因为其线径比较大, 所以眼模比线径大0.12~0.2左右.E.单根导体: 其正负公差是很小的, 所以眼模比线径大0.08~0.12左右.F.有纤维丝的导体: 因其绞合不是很紧密, 若眼模过小则很难穿过眼模以及很容易刮断导体, 所以眼模比线径大0.2~0.25左右.G.镀绞镀及裸绞镀的导体:眼模比线径大0.1左右;H.9#机的多芯2468排线眼模为标准免对配套眼模,制作工艺卡时按照眼模写入即可;I.对于7/0.10镀锡绞合软铜线的导体,其内模药用0。
38的环钻石眼模,如果用其它环钨钢眼模,很容易刮掉锡粉堵塞眼模,造成断线;2>绝缘押出(芯线押出)外模确定芯线的押出方式通常是采用挤压式押出,眼模的大小与线径大小及绝缘材料有关,还与机头有关:A.PVC胶料:眼模与芯线直径一样大即可,对于SR-PVC类的半硬料,眼模比线材直径大0.1;B.HD-PE料:眼模比线材直径大0.1~0.3即可。
工艺卡片模板
工艺卡片模板Mechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX:XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number SignatureDesigned (Date)DateReviewed (Date) Standardized (Date) Countersigned (Date) Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)Reviewed (Date)SignedStandardized (Date)Countersigned (Date)Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Total Pages:n Name:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:XXX:XXX Model:Fixture Number:XXX:Standard Final Piece:XXX:XXX:n:Bottom Drawing Number:XXX:Step Number:1Main Spindle Cutting Speed:m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)DateReviewed (Date)Standardized (Date)Countersigned (Date)Marking Change File Number机械加工工序卡片产品型号:______ 产品名称:______ 零件图号:______ 零件名称:______车间:______ 毛坯种类:______ 设备名称:______ 设备型号:______共页:______ 工序号:______ 每毛坯可制作件数:______ 设备编号:______夹具名称:______ 工位器具名称:______ 材料牌:______每台件数:______ 同时加工件数:______ 切削液:______ 煤油:______工序工时:______ 夹具编号:______ 工位器具编号:______准终单件:______ 进给:______ 描图:______ 描校:______底图号:______ 装订号:______工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号注:删除了明显有问题的段落,对每段话进行了小幅度的改写,使其更加清晰明了。
工艺卡说明
600~400 150分钟 150分钟 150分钟
热处理时间
140-160 19-24 250-300 20-25 230-250 25-27 400-420 20-25 220-250 25-27
T型(V型)
/ / /
/ / / 33 / 33 / /
/ / /
/ / /
120-150
通用
120-150 Q345B 120-150 Q345B
400
20-25
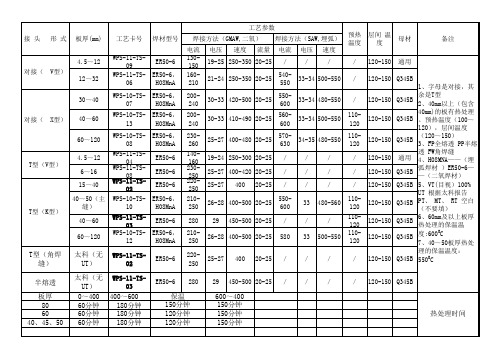
工艺参数 接 头 形 式 板厚(mm) 工艺卡号 焊材型号 焊接方法(GMAW,二氧) 电流 4.5~12 对接( V型) 12~32 30~40 对接( X型) 40~60 60~120 4.5~12 6~16 15~40
WPS-11-TS-06 WPS-10-TS-07 WPS-10-TS-13 WPS-10-TS-08 WPS-11-TS-04 WPS-11-TS-08
T型(K型)
40~50(主 ER50-6, 210-250 26-28 400-500 20-25 550-600 WPS-10-TS-10 缝) H08MnA 40~60 60~120
WPS-11-TS-03
480-560 110-120 120-150 Q345B /
110-120 120-150 Q345B
ER50-6, 200-240 30-33 410-490 20-25 560-600 33-34 500-550 110-120 120-150 Q345B H08MnA ER50-6, 230-260 25-27 400-480 20-25 570-630 34-35 480-550 110-120 120-150 Q345B H08MnA ER50-6 ER50-6 ER50-6
无损检测工艺卡
去除
先用不脱毛的布或纸擦拭大部分多余渗透剂去除后,再用喷去除剂的布或纸擦拭,擦拭时应按一个方向进行,不得往复擦拭。
6
干燥
自然干燥5-10min
7
显像
喷涂法施加,喷咀距被检面300~400mm,喷涂方向与被检面夹角约为30~40º,使用前应将喷罐摇动使显像剂均匀。显像时间应>7min。
8
观察
显像剂施加后7~60min内进行观察,受检面的可见光照度应≥1000Lx必要时可用5~10倍放大镜观察。
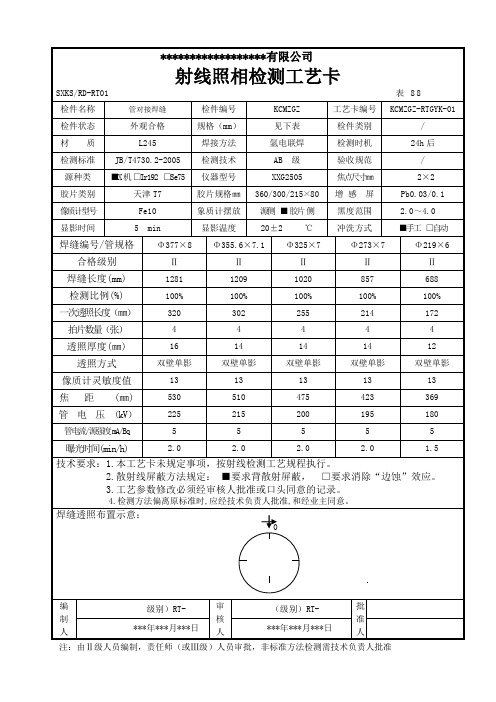
******************有限公司
射线照相检测工艺卡
SXKS/RD-RT01表88
检件名称
管对接焊缝
检件编号
KCMZGZ
工艺卡编号
KCMZGZ-RTGYK-01
检件状态
外观合格
规格(mm)
见下表
检件类别
/
材 质
L245
焊接方法
氩电联焊
检测时机
24h后
检测标准
JB/T4730.2-2005
检测技术
设备
/
检测标准
SY/T4109-2005
标准试块
镀铬试块
检验标准
/
检测比例
100%
合格级别
渗透检测质量评级要求:
1、不允许存在任何裂纹。
2、不允许任何线性缺陷磁痕。
3、圆形缺陷(评定框尺寸为35㎜×100㎜)d≤1.5,且在评定框内不大于1个。
示意草图:
************有限公司
渗 透 检 测 工 艺 卡(续)
2、安全防护:
a、检测现场应设灭火器,用于防火。
b、罐内检测应有良好的通风。
c、进罐内检测电器,照明用电应Байду номын сангаас用安全电压。
工艺卡片模板

工艺卡片模板工艺卡片是一种记录工艺流程和操作要点的重要文档,它可以帮助企业规范生产流程、提高生产效率、保证产品质量。
本文将介绍工艺卡片的基本内容和模板,希望能对大家有所帮助。
一、工艺卡片的基本内容。
1. 产品信息,包括产品名称、规格、材料等基本信息。
2. 工艺流程,详细描述产品的生产流程,包括各道工序的操作步骤、所需时间、工艺参数等。
3. 操作要点,对每道工序的关键操作进行详细描述,包括操作方法、注意事项、质量要求等。
4. 设备工具,列举所需的生产设备和工具,并标明其名称、型号、数量等信息。
5. 检验标准,说明产品的质量检验标准和方法,以及合格标准。
6. 安全注意,提醒操作人员注意安全事项,包括操作规范、防护措施等。
二、工艺卡片的编写要点。
1. 简洁明了,工艺卡片要求内容简洁明了,文字通俗易懂,避免使用过多的专业名词和复杂的句式。
2. 规范准确,工艺卡片中的数据和参数要求准确无误,不得含糊其词,确保操作人员能够准确理解和执行。
3. 更新及时,随着生产工艺的改进和产品的更新换代,工艺卡片也需要及时更新,确保与实际生产保持一致。
4. 统一格式,工艺卡片的格式要求统一规范,包括字体、字号、标题等,以便于查阅和管理。
三、工艺卡片模板。
(以下为工艺卡片的模板,具体内容可根据实际情况进行调整)。
产品名称,___________。
产品规格,___________。
材料,___________。
工艺流程:1. 工序一,______。
操作步骤,______。
所需时间,______。
工艺参数,______。
2. 工序二,______。
操作步骤,______。
所需时间,______。
工艺参数,______。
操作要点:1. 工序一操作要点:要点一,______。
要点二,______。
要点三,______。
2. 工序二操作要点:要点一,______。
要点二,______。
要点三,______。
设备工具:设备一,______。
可视化装配工艺卡

A1
序号
P1 P2 P3 P4 P5 P6 P7 P8 P9 P10 P11
零件号
零件及工具明细 数 零件名称 量
1 6
操作工具
规 格
P4
A1
P9、P10、P11
P6、P7
设 计(日期) 审 核(日期)) 会 签(日期)) 批 准(日期) 工艺文件有效编号:
P8
工艺文件特征编号:1992
工艺文件有效编号:
工艺文件特征编号:1992
工艺文件有效编号:
肥城市宇通机械 有限公司
产品型号/零(部)件号
工序号 工序名称 图片/草图
上工序
工艺文件特征编号:1992
/ /
装配可视化工艺卡片
产品名称/零 (部) 件名称 操 作 说 明 装配顺序: 输入齿轮总成→动力箱总成
下工序
操作开始前的检查
P1 P2、P3
工序验收规范:
装配准备: 工
工艺卡片模板
工艺卡片模板工艺卡片是一种用于记录工艺流程、操作规范、质量要求等信息的文档,它在生产制造过程中起着非常重要的作用。
为了更好地规范和管理工艺流程,提高产品质量,我们设计了以下工艺卡片模板,希望能够为大家的工艺管理工作提供帮助。
一、工艺卡片基本信息。
1. 产品名称,(填写产品名称)。
2. 编号,(填写产品编号)。
3. 制定日期,(填写制定工艺卡片的日期)。
4. 版本号,(填写工艺卡片的版本号)。
二、工艺流程。
1. 工艺流程图。
(在此处插入工艺流程图,清晰展示产品的生产流程)。
2. 工序要求。
(列出产品的各个工序,包括工序名称、操作要点、注意事项等内容)。
三、工艺参数。
1. 工艺参数表。
(列出产品的各项工艺参数,包括温度、压力、速度、时间等信息)。
2. 工艺参数调整。
(描述工艺参数调整的方法和步骤,以及调整后的效果)。
四、质量要求。
1. 检验标准。
(列出产品的各项质量指标,包括外观质量、尺寸精度、表面光洁度等要求)。
2. 质量控制点。
(描述在生产过程中需要注意的质量控制点,以及如何进行质量检查)。
五、安全注意事项。
1. 作业环境要求。
(描述生产作业的环境要求,包括通风、防火、防爆等安全要求)。
2. 个人防护。
(列出生产作业时需要佩戴的个人防护用品,如安全帽、防护眼镜、手套等)。
六、工艺改进记录。
1. 改进内容。
(记录工艺改进的具体内容,包括改进的原因、方法和效果)。
2. 改进责任人。
(记录工艺改进的责任人,以便跟踪和评估改进效果)。
七、其他事项。
1. 其他相关信息。
(在此处记录其他与工艺管理相关的内容,如工艺设备的维护保养、异常处理等)。
以上就是工艺卡片模板的内容,希望能够对大家的工艺管理工作有所帮助。
在使用模板的过程中,可以根据实际情况进行适当的调整和完善,以确保工艺卡片能够真正发挥作用,提高生产效率和产品质量。
祝大家工作顺利!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4灵敏度测定(18%中性灰卡)5照度测定源自6盲区测定并纪录距离7检测
8记录
9后处理
10填写记录单
编制
XXX(Ⅱ)
审核
XXX(Ⅱ)
批准
XXX
日期
日期
日期
XXX公司目视检测工艺卡
工程名称
检测单位
工艺卡编号
试件名称:
试件规格:
试件编号:
材料:
检测部位:
检测比例:
表面清理方法:
检测表面状态:
检验方法:
检验类别:
仪器设备:
型号:
灵敏度试件:
分辨率:
照明方式:
照度:
验收标准:
检测人员资格:
检测对象描述:
以标记端口为零位,按顺序依次记录缺陷的位置。
检测步骤及要求:
1标识确定
2检验区域预处理(表面不得有油污、杂质、水份等)