氨纶包芯纱的捻接工艺
氨纶包芯纱细纱工作法创新

氨纶包芯纱细纱工作法的创新司秀燕南树伦沃光辉左长军(山东基德生态有限公司)为提高氨纶包芯纱的成纱质量,提升值车工的操作技术水平,达到规范操作的目的,在无“省颁”“部颁”操作标准的情况下,我公司经过反复摸索,制定出了《氨纶包芯纱细纱工作法》。
本工作法中没有做出具体要求的项目按原有的《细纱操作法》执行,在本操作法中单独做出单独规定的项目按本工作法的要求执行。
1 生头单项操作生头单项操作要求动作快捷、连贯、准确,并做到动作稳、少接空头,提高生产效率。
(1)左手拿纱管,右手拇指捏住准备好的包芯纱往纱管底部缠绕3-5圈,在缠绕时,左手拇指捏住纱尾,右手往管上缠绕纱条时,将纱尾压住,以防缠绕不紧接空头。
(2)绕纱条后左手拇指压住绕在管上的纱条,拿好纱管,准备接头,接头时,右手拇指引纱,引纱后将纱条夹在无名指第一关节处,同时小指紧靠无名指夹住纱条,见图1。
图1 准备接头(3)引纱后要看准钢丝圈的位置,搭头长度在3cm左右为宜,在不影响插管和提纱的前提下,应尽量缩短搭头长度,提高接头速度。
(4)左手拿管时略倾斜,纱管底部倾向锭杆,纱管靠近钢领板,用右手食指将钢丝圈带到钢领中心偏右,将纱条挂在钢丝圈上,然后插管、提纱、绕导纱钩、掐头,见图2。
图2 挂在钢丝圈(5)插管后,用右手中指第一关节提纱,用手腕的带动中指将纱条绕入导纱钩内,在绕导纱钩的同时进行掐头,见图3。
图3 绕导纱钩(6)掐头位置在右手食指第一关节中部,食指与无名指平齐,纱条绷紧,中指靠近食指关节后用中指肚掐头,见图4,要求动作快,掐头后右手拇食指掐住纱条,从前皮辊与中铁棍之间拎头,见图5,拎头时,右手拇指捏住纱条在3cm左右,手松开后接出疙瘩,使结头处的粗节及无丝处在络筒上用电清清除。
图4 掐头图5 绕皮辊拎头(7)接头后,用右手食指将吸入笛管的丝迅速掐断完成接头动作。
2 巡回工作在实际生产中,因氨纶包芯纱系列品种操作难度大,纺40支及以上品种时每人看管3台细纱机。
Tencel氨纶包芯纱的生产工艺
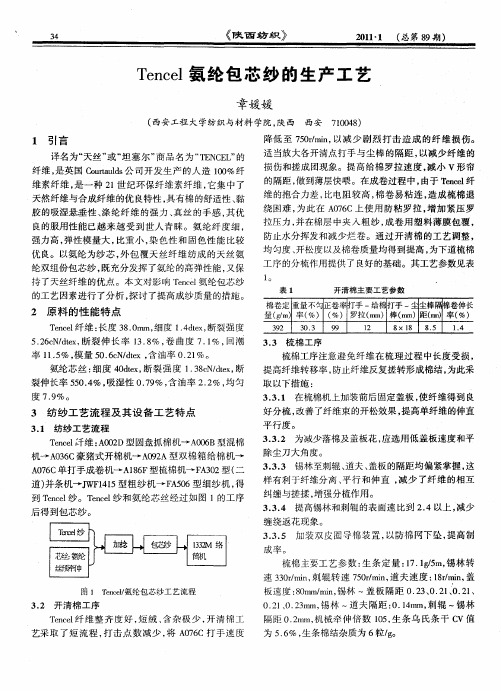
艺采 取 了短 流 程 ,打击 点 数 减 少 ,将 A076C打 手 速 度
板速度 :80mm/min,锡 林 ~盖板 隔距 0.23、0.21、0.21、 0.21、0.23lnln,锡林 ~道 夫 隔距 :0.14ram,刺 辊 ~锡 林 隔距 0.2rmn,机械 牵伸 倍 数 105,生 条 乌 氏条 干 CV值 为 5.6% ,生条棉 结杂质 为 6粒厂g。
后 ,纤维存 在 弯钩 ,生条 纤 维 伸 直平 行 度 还 较差 ,且 长 平 有很 重要 的作用 。另外 ,罗 拉 隔距 的大 小 、牵 伸倍数 片段 均匀 度仍 达 不 到后 工 序 加 工要 求 ,因此 需要 经过 的分配对 成纱 质量 也有一 定 的影 响 ,减 小 罗拉隔距 ,有
提 高纤维 转移率 ,防止纤 维反 复搓转形 成棉 结 ,为此采 取 以下措 施 : 3.3.1 在 梳棉机 上加装前 后 固定盖 板 ,使 纤维 得到 良 好分梳 ,改善了纤维束的开松效果 ,提高单纤维的伸直 平行 度 。 3.3.2 为 减少落 棉及盖 板花 ,应 选用 低盖 板速 度和平 除尘 刀大 角度 。 3.3.3 锡 林 至刺辊 、道 夫 、盖 板 的隔距均 偏 紧掌握 ,这 样 有利 于纤维 分离 、平 行 和伸 直 ,减 少 了纤 维 的相 互 纠 缠与搓 揉 ,增 强分梳 作用 。 3.3.4 提高锡林 和刺辊 的表 面速 比到 2.4以上 ,减 少
2011.1 (总第89期)
《陕西 纺 织 》
35
3.4 并 条 工 序
喂入与正常牵伸过的 Tencel纤维条并合 ,经导纱钩,再
氨纶弹性织物染整工艺探讨【范本模板】
氨纶弹性织物染整工艺探讨自1959年美国杜邦公司首次实现了聚氨酯溶液干法纺丝的工业化生产以来﹐氨纶在纺织纤维领域中的地位日益突出﹐尤其是近几年来氨纶弹力织物风靡世界.氨纶弹力针织内衣﹑泳装﹑运动服是服装领域中的走俏产品.氨纶是我国的商品名﹐其学名为聚氨基甲酸酯弹性纤维.国际化纤商品系统中﹐凡至少含有85%的聚氨酸链段的弹性纤维称为“Spandex”(斯潘德克斯)。
目前全世界有18个国家生产氨纶。
如果以生产企业划分则美国杜邦集团商品名“Lycra"(莱卡)的生产规模占全世界市场的50%﹔其次是德国拜耳公司生产的“Dolarstan”占世界市场的23%﹔第三是日本东丽杜邦公司生产的“Opelon”。
目前我国氨纶年产量约为5000吨﹐预计到2000年可达到8000吨~10000吨。
氨纶的特殊大分子结构﹐决定其具有优异的弹性﹐与其它纤维混合制成的弹力针织物既具有一般纤维优良的性能(如棉纤维的吸湿性)﹐又具有优异的弹性。
用其制成的服装﹑袜子等穿着舒适(有弹性﹐无压迫感)﹐活动自如﹐又能显示形体美﹐是妇女首选的紧身服装.随着体育运动的日益发展﹐对各种紧身运动服﹐休闲服需求量也极大﹐在外衣上也有广泛的应用。
氨纶弹力针织物一般是棉﹑毛﹐弹力锦纶等为地组织﹐氨纶丝为衬纬﹑衬垫﹑添纱等方式进行交织的。
近年来随外着服装的内衣化﹐运动装的流行﹐细支高弹纱交织针织经编或纬编织物得到了广泛的应用.由含高弹丝的纱编织的针织物﹐其弹性可与身体自由活动所需的弹力相当或略为大一些﹐从而满足了人们对服装穿着舒适贴体和保持外形不变的要求。
氨纶弹力针织物染整加工方法与非弹力针织物有所不同.为使弹力织物具有一定弹性﹑尺寸稳定性﹑布面平整性﹑色泽多样性﹐达到所要求的风格﹐必须仔细控制染色和后整理工艺条件.由于过高的张力﹑同温或长时间热﹑湿处理能够改变氨纶物理性能﹐所以还应仔细选择这些工艺条件。
氨纶弹性织物在湿热处理中﹐随着纱线﹑坯布内应力的消除﹐氨纶丝也在急剧收缩﹐易出现幅宽过窄﹑折痕等现象﹐影响成品的服用性能和各项物理指针﹐同量后整理过程中缩水率稳定的控制也是我们研究工作的一个重要内容﹐否则会在服装制作过程中片与片﹑面料与辅料缝制时或水洗后产生折皱﹑松弛等现象﹐为此以过反复研究与对比试验﹐采用了热定形和预缩措施﹐从而保证了良好的产品风格和服用性能。
氨纶包覆纱工艺流程
氨纶包覆纱工艺流程氨纶包覆纱工艺流程一、氨纶包覆纱的定义和用途氨纶包覆纱是一种由聚氨酯弹性体包覆在其他纤维表面上形成的纱线,它具有优良的弹性和舒适性,被广泛应用于服装、家纺和工业等领域。
二、工艺流程1. 原材料准备:根据产品要求,选择合适的纤维作为包覆材料和被包覆材料。
常见的包覆材料有聚氨酯弹性体,被包覆材料可以是棉、涤纶等纤维。
将原材料进行预处理,去除杂质和污染。
2. 包覆材料准备:将聚氨酯弹性体加热至适当温度,使其变成液体状态,待用。
3. 丝束制备:根据产品要求,将被包覆材料纤维进行梳理、平整和并行排列,并紧密地成束。
4. 包覆:将丝束通过包覆设备,将聚氨酯弹性体均匀地包覆在纤维外表面上。
包覆设备通常由一组滚轮和加热炉组成,滚轮将丝束传送至加热炉区域,炉内的聚氨酯弹性体被加热至液体状态后,滚轮将其均匀地涂覆在丝束上。
5. 固化:将包覆完成的纱线经过固化处理,使聚氨酯弹性体变成固体状态,与纤维形成牢固的结合。
固化过程一般包括升温、保温和冷却等步骤。
6. 成品整理:将固化完成的纱线进行整理,去除杂质和不合格品,并按照产品要求进行卷绕、包装。
三、质量控制和设备要求1. 包覆均匀度控制:通过设备调控和操作员的操作技巧,保证聚氨酯弹性体的包覆均匀性,避免出现厚薄不一的情况。
2. 固化时间和温度控制:根据产品要求,控制固化时间和固化温度,使聚氨酯弹性体能够充分固化和与纤维结合。
3. 包覆设备:包覆设备应具备可调控温度和速度的功能,能够保证包覆的均匀性和稳定性。
4. 环境要求:工作场所应通风良好,温度和湿度适宜,避免外界杂质对产品质量的影响。
四、安全措施1. 操作人员应穿戴防护服装,佩戴防护眼镜和手套,以防止聚氨酯弹性体和其他有害物质对皮肤和眼睛的伤害。
2. 严禁吸烟、饮食和嚼槟榔等行为,避免污染纱线。
3. 定期维护和检修设备,确保设备的正常运行和安全性。
五、结语氨纶包覆纱工艺流程是一项复杂而精细的工艺,要求操作人员具备一定的技术和安全意识。
纯棉色纺氨纶包芯纱工艺优化

20 生 06
所纺 的包 芯 纱颜 色 效果 更佳 .纺 成 的纱在 针织 与 机织 加 工 成织 物后 一般 无 需再 染 色加 工 . 缩短 了 加工 既 工序 又减 少 了环境 污染 . 符合 绿色 环保 的要 求. 本 实验 所 选用 的材 料 为纯 棉 色纺粗 纱 和氨 纶 , 中纯 棉 色纺 纱 为蓝色 粗纱 , 其 氨纶 为 4 D的纱 线 , 0 要纺 成 的棉氨包 芯 纱的细 度 为 2 tx 0 纱 线原 料均 由工厂 提供 .所用 色纺 棉粗纱 的 各项性 能经 测试如 下 : 8e+4 D, 色纤维 细 度 为 1 8de ; . tx单纤 强 度为 41c 纤维 手 扯长度 为 2mm; 纱 的细 度为 7 1 x粗纱 捻 度为 7 .lN; 5 粗 6.t ; 0e 8T1c /0m.在氨 纶 的选 择 方面 , 般选 用细 度为 4 0 tx的氨 纶长 丝 即可满 足 织物 的弹 性要 求. 次实 一 0 7 de 此 验所 用氨 纶丝 的各方 面性 能如 下 : 断裂 强力 为 6.9c 断裂 强度 为 1 7c / x断 裂伸长 率 为 592 %. 07 N; . Nt : 3 e 4 .0
1 实验 前 的准 备
11 实 验 原 理 .
棉氨 包芯 纱 的纺 制方 法有 气 流纺 、 电摩擦纺 、 锭纺 等 . 静 环 目前 国 内使 用 最广 泛 的是 环 锭纺 .本 实验
是 利用 改造 后 的环 锭细 纱 机 完成 的 .该细 纱机 的型号 为 FL T I .实 验 开始 前 . IA O O 先对 细纱 机进 行 改 造 .
芯 纱 的纺 制 . 样一 定程 度上避 免 了上述 情 况 的出现 . 这
同时 , 纺纱 是 纤维 染 色 . 色 比起纱 线 染 色 更加 均 匀 , 使
空包和机包氨纶纱介绍
空包和机包氨纶纱介绍摘要:空气包覆纱(简称空包,英文缩写为ACY)是将外包纤维长丝与氨纶丝同时牵伸经过一定型号喷嘴,经高压缩的空气规律性的喷压形成节律性的网络点的纱线。
其织物手感柔软滑爽;机械包覆纱(简称机包,英文缩写为SCY)是将外包纤维长丝不断的旋转并缠绕在被匀速牵伸的芯丝氨纶上,是经加捻而具有捻度(英文缩写为TPM)的,织物风格平整挺括是其主要特点。
关键字氨纶纱正文:小知识:空包和机包氨纶纱介绍氨纶包覆纱(Covered Spandex Yarn),一般有单包、双包等包覆形式。
其中锦氨、涤氨多以单包的方式包覆居多。
空气包覆纱(简称空包,英文缩写为ACY)是将外包纤维长丝与氨纶丝同时牵伸经过一定型号喷嘴,经高压缩的空气规律性的喷压形成节律性的网络点的纱线。
其织物手感柔软滑爽;机械包覆纱(简称机包,英文缩写为SCY)是将外包纤维长丝不断的旋转并缠绕在被匀速牵伸的芯丝氨纶上,是经加捻而具有捻度(英文缩写为TPM)的,织物风格平整挺括是其主要特点。
空包机包纱线在下游织厂织造各有优劣。
空包在喷气织机上整经时一般需要上浆,否则织物易起毛断丝等,但打纬就可以直接使用。
单从成本考虑,空包产能大大高于机包产能使得价格比机包更低,便于降低下游织厂的成本。
机包尽管不外露芯丝,一般除捻度不匀外不易产生纺纱和织造时的质量问题,但产量低,价格因此比同规格的空包高RMB5000/T以上,细旦包覆纱的价格甚至高于同规格的空包RMB10000/T以上,因此大大增加了使用机包的成本。
在纺纱过程中,氨纶的预牵伸倍数(Spandex Stretch)是一项重要的工艺参数,它影响包覆纱(Covered Yarn)及织物的弹性,又影响包覆纱的强伸度,条干均匀度和蠕变性能。
氨纶的预牵伸倍数过小,不能充分发挥弹力织物面料弹性好的优势,牵伸过高时纺纱困难,又容易引起断丝,产品质量随之下降;另外氨纶丝的百分含量也影响包覆纱的弹性,含量高,弹性好。
干货丨氨纶的生产及工艺

干货丨氨纶的生产及工艺什么是氨纶氨纶是一种含聚氨基甲酸酯大于85%的具有线形链段结构的高分子化合物制成的弹性纤维。
由于具有其他纤维无法比拟的优点,如比重轻、断裂强度高、断裂伸长高、弹性回复好等,氨纶纤维在各种领域得到了广泛的应用。
可以以裸丝或合捻、包芯、包复纱等不同的纱线形式,用于经编、机织、针织等多种加工方式,制成泳衣、内衣、外套等多种服装,近年来成为发展高档弹性纺织品不可缺少的特殊纺织纤维,具有相当广泛的应用价值和发展前景。
氨纶的分子结构氨纶(聚氨基甲酸酯纤维)是一种嵌段共聚物,一般由聚氨基甲酸酯键形成的软链段与脲键形成的硬链段交替构成氨纶分子长链(熔融纺氨纶由于其不同的合成工艺,有所不同),一般数均分子量在25,000以上。
软链段处于蜷曲的无定形状态,分子之间能够滑移,在张力作用下可以被拉长。
而硬链段相互之间形成氢键,处于类似于结晶状态,起到“缔结”点的作用。
正是由于这种独特的分子结构,氨纶不仅具有高弹性,同时还具有拉伸后优良的恢复性能。
下图是氨纶分子形态的示意图。
氨纶与其他纤维区别有的国家将含聚氨基甲酸酯大于85%作为区别氨纶与其他弹性纤维的标准,其实氨纶区别于其他弹性纤维(如橡胶丝)最主要的还是其性能:·断裂伸长在400%以上,有的达到600%;·300%伸长后弹性恢复率95%以上;·具有满足纺织加工所需的强度0.6--1.3cN/dtex;·纤度范围22—6000dtex,甚至10dtex;·能够与涤纶、锦纶、棉等一起进行高温定型及染色。
有人对不明弹性纤维进行强力性能检测来判断其是否氨纶,也是有一定效果的。
聚醚型和聚酯型氨纶按软链段的分子结构区分,氨纶分为聚醚型和聚酯型氨纶,聚醚型氨纶的主原料为聚醚二醇(PTMEG),聚酯型氨纶的主原料为聚酯二醇(PEG)。
目前市场上大部分为聚醚型氨纶。
氨纶的应用氨纶有极好的伸缩弹性,断裂强度高,断裂伸长率可达400%-700%,松弛后又可迅速恢复原状,有柔软舒适感,有良好的耐化学药品、耐油、耐汗水,在阳光下不变黄等特性,其长丝复丝可用于针织品、机织物等多种用途。
氨纶包覆纱工艺流程
氨纶包覆纱工艺流程
氨纶包覆纱是一种常用的纺织工艺,它可以使纱线具有更好的
弹性和耐久性,适用于各种面料的生产。
下面将介绍氨纶包覆纱的
工艺流程。
首先,原料准备。
氨纶包覆纱的原料主要包括氨纶纤维和棉、
涤纶等其他纤维。
在工艺流程开始前,需要对原料进行严格的筛选
和配比,确保纤维的质量和比例符合生产要求。
接下来是纺纱工序。
在纺纱工序中,将氨纶纤维和其他纤维按
照一定的比例混合,并进行纺纱处理,形成包覆纱。
在这一过程中,需要控制好纤维的拉伸和加捻,确保包覆纱的均匀性和强度。
然后是包覆工序。
将纺好的包覆纱经过包覆工序,即将氨纶纤
维包覆在其他纤维外层,形成氨纶包覆纱。
这一工序需要控制好包
覆纤维的厚度和均匀性,以及包覆纤维与其他纤维的结合牢固性。
接着是拉伸和热定型。
经过包覆工序后的氨纶包覆纱需要进行
拉伸和热定型处理,以增强其弹性和耐久性。
在这一过程中,需要
控制好温度和拉伸比例,确保包覆纱的性能达到要求。
最后是整理和包装。
经过前面的工艺流程处理后的氨纶包覆纱需要进行整理和包装,以便于运输和使用。
在这一过程中,需要对包覆纱进行质量检验,确保产品符合标准要求。
综上所述,氨纶包覆纱的工艺流程包括原料准备、纺纱工序、包覆工序、拉伸和热定型、整理和包装等几个主要环节。
通过严格控制每个环节的工艺参数和质量要求,可以生产出具有优良弹性和耐久性的氨纶包覆纱,满足不同面料的生产需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
氨纶包芯纱的捻接工艺
氨纶包芯纱是由聚氨酯包覆的纱线,具有较好的弹性和耐久性。
捻接是将纱线上下两股或多股纱线交叉旋转以增加纱线的结实程度和均匀度的工艺。
氨纶包芯纱的捻接工艺一般可以分为两种:单股捻接和双股捻接。
1. 单股捻接:将氨纶包芯纱的单股纱线分为上下两股,交叉捻接后再进行精细调整。
该捻接方式适用于细纱线和高弹性的纱线,可以提高纱线的强度和弹性。
2. 双股捻接:将氨纶包芯纱的两股纱线分别提供给两个捻接头,分别进行前向捻接和逆向捻接,然后再将两股纱线交叉捻接在一起。
该捻接方式适用于较粗的纱线和一些特殊要求的纱线,可以增加纱线的稳定性和均匀度。
捻接工艺的参数包括捻向、捻度和捻接张力等,需要根据氨纶包芯纱的特点和产品要求进行合理的调整。
捻接工艺的优化可以提高纱线的品质,增加产品的竞争力。