五金冲压件控制计划 QCP
QCP 质量控制计划

QCP 质量控制计划QCP 质量控制计划⒈引言本质量控制计划旨在确保项目在整个生命周期中的质量控制,以满足项目的质量目标和客户要求。
通过有效的质量管理和控制措施,可以降低项目风险、提高产品质量,并增强客户满意度。
⒉定义和缩略词⑴定义:- QCP:质量控制计划- QC:质量控制- QA:质量保证- PM:项目经理- SOP:标准操作规程⑵缩略词:- QMS:质量管理体系- KPI:关键绩效指标- SOP:标准操作规程- RACI:责任分配矩阵(Responsible, Accountable, Consulted, Informed)⒊质量目标和范围⑴质量目标- 提供高质量的产品和服务,满足客户的需求和期望。
- 持续改进产品和服务的质量。
- 降低产品缺陷和不合格率。
- 提高项目团队的质量意识和责任感。
⑵质量范围- 确定项目各个阶段的质量管理活动和控制措施。
- 制定项目质量管理计划和相关流程。
- 确定和监控关键绩效指标(KPI)。
- 定期进行内部质量审核和风险评估。
- 设定质量目标和提供相应的培训。
⒋质量管理组织⑴项目质量经理负责规划、执行和监督项目的质量管理活动,并确保项目符合质量标准和要求。
⑵质量保证团队负责制定和监督项目质量策略、程序和流程,以确保项目按照质量计划进行执行。
⑶质量控制团队负责监控项目执行过程中的质量,进行质量测试和评估,并提供质量数据和反馈。
⒌质量管理流程⑴质量策划- 制定质量策划文件,明确质量目标和要求。
- 确定质量管理活动和控制措施。
- 制定和更新项目质量计划。
⑵质量控制- 进行项目的过程控制,确保工作符合质量标准。
- 进行质量检查和测试,及时发现和解决质量问题。
- 记录和跟踪质量问题,及时采取纠正措施。
⑶质量保证- 审查和评估项目的质量计划和过程。
- 监督质量控制活动的执行和结果。
- 进行内部质量审核,发现和改进潜在质量问题。
⒍质量管理工具和技术⑴流程图用于描述项目的质量管理流程和控制措施。
五金冲压件控制计划QCP
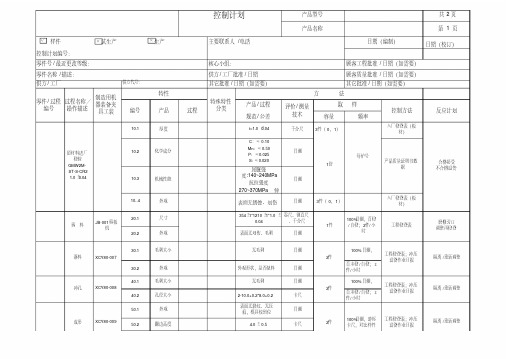
共 2 页第 1 页日期(校订)产品/过程规范/公差容量频率10.1厚度t=1.0±0.04千分尺3件(0,1)入厂检查表(板材)10.3机械性能屈服强度:140~240MPa抗拉强度270~370MPa 伸目测10..4外观表面无锈蚀、划伤目测3件(0,1)入厂检查表(板材)20.1尺寸354±1*1210±1*1.0±0.04卷尺、钢直尺、千分尺20.2外观表面无划伤、毛刺目测30.2外观外观形状,是否缺料目测首末检/自检;2件/小时40.2孔径大小2-10.0+0.2*8.0+0.2卡尺首末检/自检;2件/小时50.2翻边高度 4.0±0.5卡尺表面无裂纹、无压痕,模具校到位40.1外观毛刺大小化学成分磨修刃口调整再检查工程检查表隔离/重新调整C :≤0.10Mn: ≤0.50P: ≤0.025S: ≤0.02010.230.1毛刺大小目测1份合格接受不合格退货每炉号目测产品质量证明书数据100%目测,首检/自检;2件/小时1件其它批准/日期(如需要)其它批准/日期(如需要)评价/测量技术特殊特性分类方法取 样反应计划控制方法零件名称/描述:供方/工厂批准/日期顾客质量批准/日期(如需要)零件号/最近更改等级:核心小组:顾客工程批准/日期(如需要)供方代号:供方/工厂日期(编制)控制计划编号:样件 试生产生产主要联系人/电话产品型号产品名称控制计划原材料进厂检验GMW2M-ST-S-CR21.0±0.04零件/过程编号过程名称/操作描述制造用机器装备夹具工装特性编号产品过程落料XCY80-007剪 料JB-001剪板机2件100%目测,游标卡尺,对比样件目测工程检查表;冲压设备作业日报无毛刺2件2件100%目测,无毛刺100%目测,冲孔XCY80-008隔离/重新调整成形XCY80-00950.1目测隔离/重新调整工程检查表;冲压设备作业日报工程检查表;冲压设备作业日报√××配合型面公差样件卡尺,对比样件/重新调整设备作业日报50.3。
冲压零件质量控制

冲压零件质量控制一、引言冲压零件广泛应用于各种行业,如汽车制造、电子设备制造、家具制造等。
随着科技的发展和市场竞争的加剧,对冲压零件的质量控制要求越来越高。
本文将探讨如何进行有效的冲压零件质量控制。
二、质量控制的重要性冲压零件的质量直接影响到产品的性能、安全和使用寿命。
质量控制可以确保冲压零件符合设计要求,提高产品的整体质量,降低生产成本,增强企业的竞争力。
三、质量控制策略1、优化产品设计:在设计阶段,应考虑冲压零件的可制造性和可检查性。
这包括选择合适的材料、设计合理的结构、制定可行的加工工艺等。
2、强化原材料控制:选择优质的原材料,如钢材,是保证冲压零件质量的关键。
应定期对原材料进行质量检查,确保其符合生产要求。
3、严格的生产过程控制:制定和执行明确的冲压生产流程,包括模具准备、材料成型、零件加工等。
每个环节都需要严格的质量监控,以确保生产出符合要求的零件。
4、重视员工培训:定期对员工进行质量管理培训,提高他们的质量意识和技术水平,是保证冲压零件质量的重要措施。
5、建立完善的质量检测体系:通过建立和完善质量检测体系,可以有效地保证冲压零件的质量稳定和持续改进。
这包括使用先进的检测设备和制定科学的质量检测流程。
6、应用统计过程控制(SPC):通过应用SPC,可以实时监控生产过程,发现异常并采取相应的措施,避免不合格品的产生。
7、持续改进:通过对生产过程中出现的问题进行深入分析,找出问题的根本原因,并采取有效的改进措施,不断提高生产效率和产品质量。
四、结论冲压零件的质量控制是保证产品质量和安全的关键。
通过优化产品设计、强化原材料控制、严格的生产过程控制、重视员工培训、建立完善的质量检测体系、应用统计过程控制以及持续改进等措施,可以有效地提高冲压零件的质量水平,满足市场需求。
在未来的发展中,随着科技的进步和市场竞争的加剧,冲压零件的质量控制将更加重要。
企业应不断更新质量控制理念和方法,加强技术创新和人才培养,以适应市场的变化和满足客户的需求。
五金行业产品制程品质改善计划方案实例样板(QC控制图)

品保
外观 尺寸 性能
MILSTD -105E Ⅱ表抽 检
每批
依据《进料检验 作业指导书》规 定进行检验进行
推移图 柏拉图 特性要因 图层别法
《膜厚测试报告》 1.增加供应商评分标准
《进料检验作业指导书 2.增加供应商管理规定
》
3.抽样计划表MA=0.4申及到MA=0.25进行抽样
《MIL-STD
4.增加进料检验作业指导书
-105EⅡ表》
5.增加加严及减量抽样标准
《供应商管理规定》 6.每批要求供应商提供ROHS报告
将PIN针装入本体
按照图纸要求以及 《装PIN针作业指 导书》要求进行作
业
人工组装
制造
性能
抽检
每批
依据工程图纸以 及《装PIN针作 业指导书》要求
进行作业
流程卡
增加《装PIN针作业指导书》
IPQC(
16
4)
13
电镀
14
IQC检 验
装PIN
15
针
产品外发电镀
按照工程图纸要求 膜厚测试
进行作业
仪
委外
膜厚 外观
抽检
每批
依据工程图纸要 求进行电镀
镀层厚度检测报告
1.增加供应商评分标准 2.增加供应商管理规定(定期进行稽查) 3.增加供应商稽查报告
对来料进行检验
按工程图纸要求以 及不同类型产品检
验标准进行检验
卡尺、投 影仪、塞 规、千分 尺、膜厚 测试仪、 放大镜、 环规、牙 规、孔径
制造
外观
抽检
每批
依据《耐压测试 仪器操作规范》 及《耐压测试仪 器点检表》点检
《耐压测试仪器点检表 》
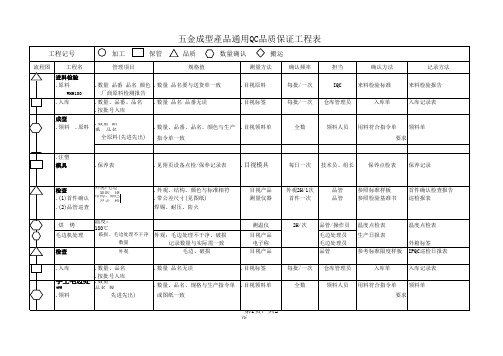
五金成型产品通用QC品质保证工程表(生产控制计划) 范本
参照标准样品
来料检验报告 供应商出货检验报告
目视产品
全数
品检员
参照不良图片
目视
1批/次 包装员
参照客户特殊要求
/
目视标签
每批/一次
入库员 入库单
入库记录表
目视/测量仪器
抽检
目视送货单 每批/一次
OQC
参照标准及图纸 出货检验报告
仓管员
送货单
出货记录
表单编号:
全原料(先进先出)
.数量、品番、品名、颜色与生产 指令单一致
.目视原料 .目视标签
.目视领料单
确认频率
担当
确认方法
每批/一次
IQC
来料检验标准
每批/一次 仓库管理员
入库单
记录方法 来料检验报告 入库记录表
全数
领料人员
用料符合指令单 领料单 要求
.注塑 模具
.保养表
.见附页设备点检/保养记录表 .目视模具
外观
外观
包装 .包装方式确 认
.数量确认
数量、包材、规格、包 包装方式符合客户要求 装方法、标签标识
.标签确认
入库
OQC抽检 .出货
.数量、品番、品名 .数量 品名 品番无误
按批号入库
外观.结构、颜色、尺 寸、性能、包装
.无混装 无短装
.数量、品番、品名 .数量 品名 品番无误
测量方法
目视产品 测量仪器 测试仪器
确认频率 外观2H/1次
首件一次
担当 品管 品管
确认方法 参照标准样板 参照检验基准书
记录方法 首件确认检查报告 巡检报表
目视产品 自检
作业员
参照首件样品
生产日报表
2024年冲压生产控制计划书

冲压生产控制计划书目录1.引言2.冲压生产概述3.生产控制目标与原则4.生产流程分析5.质量控制措施6.设备管理与维护7.物料管理与库存控制8.生产进度管理9.成本控制与分析10. 应急预案与风险管理1 1.持续改进与绩效评估1 2.结论1 3.附录第1节:引言随着制造业的快速发展,冲压生产作为重要的金属加工工艺,其效率和质量直接影响着产品的竞争力。
因此,制定一份科学合理的冲压生产控制计划书对于确保生产过程的高效、稳定和持续改进至关重要。
本计划书旨在为2024年的冲压生产提供全面、系统的控制策略,以满足不断增长的市场需求和日益严格的客户要求。
第2节:冲压生产概述冲压生产是指利用冲压设备,如冲床、压力机等,在金属板材、带材、管材等材料上进行冲孔、切割、成形等加工过程。
冲压生产广泛应用于汽车、电子、家电、航空航天等众多领域。
在2024年的生产规划中,我们将重点发展高效、节能、自动化的冲压生产线,以提高生产效率和产品品质。
第3节:生产控制目标与原则我们的生产控制目标是在保证产品质量的前提下,最大限度地提高生产效率,降低成本,并确保生产过程的稳定性和可持续性。
为此,我们遵循以下原则:1.质量第一:严格控制产品质量,确保产品符合国际标准和客户要求。
2.效率优先:优化生产流程,提高设备利用率,缩短生产周期。
3.成本控制:通过精细化管理和技术创新,降低生产成本。
4.持续改进:不断引入新技术、新工艺,持续改进生产流程。
第4节:生产流程分析我们将对冲压生产的整个流程进行详细分析,包括工艺设计、设备选型、生产组织、物流管理等,以确保每个环节的顺畅衔接和高效运作。
同时,我们将引入ERP系统,实现生产信息的实时监控和数据分析,为决策提供支持。
第5节:质量控制措施质量控制是冲压生产的核心。
我们将采用先进的质量管理体系,如ISO 9001,并结合在线检测、离线检测等手段,确保产品符合质量标准。
此外,我们还将实施全流程的质量追踪,以便及时发现和解决问题。
五金冲压车间管理制度(精选9篇)

五金冲压车间管理制度(精选9篇)五金冲压车间管理制度(精选9篇)在生活中,我们都跟制度有着直接或间接的联系,制度对社会经济、科学技术、文化教育事业的发展,对社会公共秩序的维护,有着十分重要的作用。
那么相关的制度到底是怎么制定的呢?下面是小编收集整理的五金冲压车间管理制度(精选9篇),欢迎阅读,希望大家能够喜欢。
五金冲压车间管理制度11.目的本规程旨在为无菌操作及无菌室的保护提供一个标准化规程。
2.适用范围生测实验室3.责任者QC主管生测员4.定义无5.安全注意事项严格无菌操作,防止微生物污染;操作人员进入无菌室应先关掉紫外灯。
6.规程6.1.无菌室应设有无菌操作间和缓冲间,无菌操作间洁净度应达到10000级,室内温度保持在20-24℃,湿度保持在45-60%。
超净台洁净度应达到100级。
6.2.无菌室应保持清洁,严禁堆放杂物,以防污染。
6.3.严防一切灭菌器材和培养基污染,已污染者应停止使用。
6.4.无菌室应备有工作浓度的消毒液,如5%的甲酚溶液,70%的酒精,0.1%的新洁尔灭溶液,等等。
6.5.无菌室应定期用适宜的消毒液灭菌清洁,以保证无菌室的洁净度符合要求。
6.6.需要带入无菌室使用的仪器,器械,平皿等一切物品,均应包扎严密,并应经过适宜的方法灭菌。
6.7.工作人员进入无菌室前,必须用肥皂或消毒液洗手消毒,然后在缓冲间更换专用工作服,鞋,帽子,口罩和手套(或用70%的乙醇再次擦拭双手),方可进入无菌室进行操作。
6.8.无菌室使用前必须打开无菌室的紫外灯辐照灭菌30分钟以上,并且同时打开超净台进行吹风。
操作完毕,应及时清理无菌室,再用紫外灯辐照灭菌20分钟。
6.9.供试品在检查前,应保持外包装完整,不得开启,以防污染。
检查前,用70%的酒精棉球消毒外表面。
6.10.每次操作过程中,均应做阴性对照,以检查无菌操作的可靠性。
6.11.吸取菌液时,必须用吸耳球吸取,切勿直接用口接触吸管。
6.12.接种针每次使用前后,必须通过火焰灼烧灭菌,待冷却后,方可接种培养物。
2024年冲压质量控制计划

2024年冲压质量控制计划引言:在制造业中,冲压工艺是一种常见的金属成型方法,广泛应用于汽车、电子、家电等行业。
冲压质量控制是确保产品符合设计要求和客户期望的关键环节。
本计划旨在为2024年的冲压质量控制工作提供指导,以确保产品质量的稳定性和一致性。
一、质量控制目标△提高一次通过率至95%以上。
△将不良品率降低至0.5%以下。
△缩短产品周期时间10%。
△提高客户满意度至98%。
二、组织结构与职责△成立质量控制小组,由质量经理领导。
△明确各部门在质量控制中的职责,包括生产、工程、采购、检验等。
△定期组织质量会议,讨论问题解决和持续改进。
三、设备管理△定期维护和校准冲压设备,确保设备精度。
△建立设备保养计划,记录维护历史。
△实施预防性维护,减少突发故障。
四、原材料管理△严格筛选供应商,确保原材料质量稳定。
△建立原材料检验流程,对每批材料进行检测。
△实施原材料追溯系统,便于问题追踪。
五、生产过程控制△制定详细的作业指导书,确保操作的一致性。
△实施在线监测系统,实时监控生产数据。
△定期进行工艺审核,优化生产流程。
六、检验与测试△建立多层次的检验体系,包括首检、巡检、终检。
△使用先进的检测设备,确保检测结果的准确性。
△制定异常处理流程,快速响应和处理不良品。
七、持续改进△分析质量数据,识别问题和潜在风险。
△实施六西格玛、精益生产等方法,持续改进质量。
△鼓励员工参与改进活动,分享最佳实践。
八、培训与教育△提供定期的质量培训,提升员工质量意识。
△针对新工艺、新设备进行专项培训。
△建立知识管理系统,共享质量管理知识。
九、质量文化△倡导“质量第一”的企业文化。
△鼓励全员参与质量管理活动。
△认可和奖励质量表现优异的团队和个人。
结语:通过上述措施的实施,我们相信能够在2024年实现预期的质量控制目标,提升冲压产品的市场竞争力。
质量控制是一个持续的过程,需要全体员工的共同努力和持续改进的精神。
我们承诺将不懈努力,为客户提供高质量的产品和服务。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
× 试生产
× 生产
控制计划编号:
零件号/最近更改等级:
零件名称/描述: 供方/工厂
供方代号:
零件/过程 过程名称/ 编号 操作描述
制造用机 器装备夹
具工装
编号
特性 产品
10.1
厚度
原材料进厂 检验
GMW2MST-S-CR2 1.0±0.04
10.2
化学成分
10.3
机械性能
10..4
20.1
剪料
方
法
评价/测量 技术
取样
容量
频率
控制方法
t=1.0±0.04
C:≤0.10 Mn: ≤0.50 P: ≤0.025 S: ≤0.020
屈服强 度:140~240MPa
抗拉强度 270~370MPa 伸
表面无锈蚀、划伤
千分尺 目测 目测 目测
3件(0,1) 1份
3件(0,1)
每炉号
入厂检查表(板 材)
JB-001剪板 机
20.2
外观 尺寸 外观
控制计划
主要联系人/电话
产品型号 产品名称
日期(编制)
共2页 第1页 日期(校订)
过程
核心小组:
顾客工程批准/日期(如需要)
供方/工厂批准/日期 其它批准/日期(如需要)
特殊特性 分类
产品/过程 规范/公差
顾客质量批准/日期(如需要)
其它批准/日期(如需要)
隔离/重新调整
产品质量证明书数 据
入厂检查表(板 材)
354±1*1210±1*1.0± 卷尺、钢直尺
0.04
、千分尺
100%目测,首检
1件
/自检;2件/小 工程检查表
表面无划伤、毛刺
目测
时
反应计划
合格接受 不合格退货
磨修刃口 调整再检查
30.1
落料
XCY80-007
30.2
40.1 冲孔 XCY80-008
40.2
50.1
成形
XCY80-009
50.2
毛刺大小
外观 毛刺大小 孔径大小
外观 翻边高度
无毛刺
目测
外观形状,是否缺料
无毛刺
2-10.0+0.2*8.0+0.2 表面无裂纹、无压 痕,模具校到位
4.0±0.5
目测 目测 卡尺 目测 卡尺
100%目测,
2件
工程检查表;冲压 设备作业日报
隔离/重新调整
首末检/自检;2
件/小时
100%目测,
2件
工程检查表;冲压 首末检/自检;2 设备作业日报
隔离/重新பைடு நூலகம்整
件/小时
2件
100%目测,游标 工程检查表;冲压 卡尺,对比样件 设备作业日报
隔离/重新调整
成形 XCY80-009
配合型面公
50.3
差
样件
2件
100%目测,游标 工程检查表;冲压 卡尺,对比样件 设备作业日报