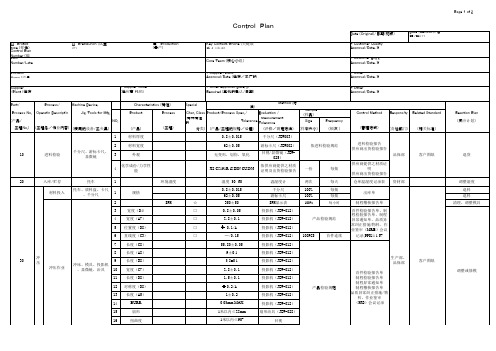
冲压控制计划_Control_Plan
冲压控制计划
* Other Approval/Date, If Required (其他的承认/日期)
* Other Approval/Date, If Required (其他的承认/日期,需要时)
Part/ Process No. (产品/ 工程No.)
Process/ Operat'n Descript'n
Machine Device, Jig, Tools for Mfg. NO.
Characteristics (特性) Product Process
Special Char. Class Product/Process Spec./ (特殊特性的
Method (方法) Evaluation / Sample (样品) Size Frequency (频次 ) (管理方式) (责仸部门) (相关标准) Control Method Respons'ty Related Standard Reaction Plan (反应计划)
制程检验报告单 制程异常通知单 制程稽核报告单 品质异常纠正措施/物 料、作业鉴审 (MRB)会议记录 Control Method Respons'ty
Page 2 of 2
Related Standard
Reaction Plan (反应计划)
Tolerance Measurement Tolerance (产品/工程的规格/公差) 不能有压伤、变形、油污、 歪PIN、缺PIN等 注意纸带松紧度、绕盘方向 依工单要求 依包装规范 依工单要求核实填写标签 0.8±0.05 2.8±0.1 0.1/A ─/0.15 55.80±0.05 9±0.1 3.5± 0.1 2.8±0.1 1.5±0.1 0.2/A 1±0.2 1米以内≤25mm 1米以内≤90° 不能有压伤、变形、油污、 歪PIN、缺PIN等 是否依规范进行包装 湿度 30--60 依图纸要求 不能有雾状,起泡,油污, 歪PIN,变形 TIN 5--8um (评价/测定方法) 目视/显微镜(JEW025) 速度指示表 目视 目视 目视 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 扇形治具(JEW-028) 目视 目视/显微镜(JEW025) 目视 温湿度计 目视 目视/显微镜(JEW025) 目视
金属板冲压的控制计划
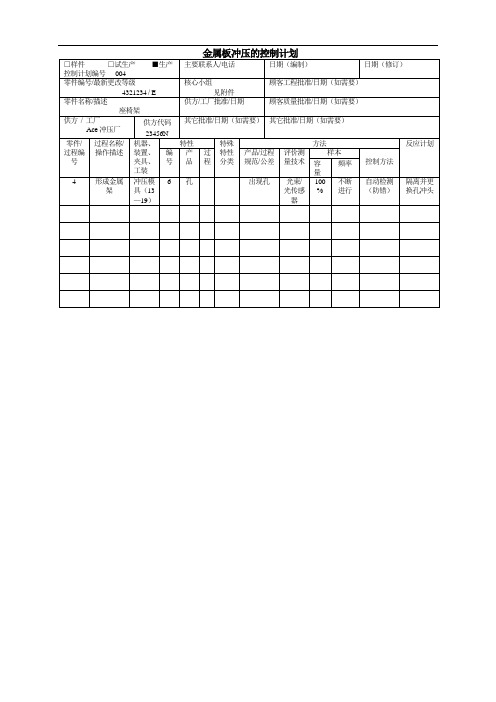
□样件□试生产■生产
控制计划编号004
主要联系人/电话
日期(编制)
日期(修订)
零件编号/最新更改等级
4321234 / E
核心小组
见附件
顾客工程批准/日期(如需要)
零件名称/描述
座椅架
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
Ace冲压厂
供方代码
23456N其它批准/日期 Nhomakorabea如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/
操作描述
机器、
装置、
夹具、
工装
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价测
量技术
样本
控制方法
容量
频率
4
形成金属架
冲压模具(13—19)
6
孔
出现孔
光束/
光传感器
100%
不断
进行
自动检测(防错)
隔离并更
换孔冲头
冲压零件控制计划
WH
4
凹凸模间隙
使用铅丝,测量模具拼焊板料结合处的间隙分别为 1.6(+0.1/0)和 1.2(+0.1/0) 外形轮廓清晰、无产品局域开裂、暗裂 ● 、缺边 、拉伤、压伤垫伤 闭合高度︰950± 0.5 9个孔 2个∮17的圆孔,2个10*14的长圆孔,2个12*20的长方 形孔,2个异形孔,1个10*20的长方形工艺孔
No.
说明
产品
评价测量技术
卷尺(0-3500/0.5) 目视确认
容量
1次 全数
频次
开班 每批
控制方法
《设备参数记录表》 《冲压工序自控卡》
闭合高度
3
80
修边冲孔侧修边 J39-630C(2#)冲床 (G2-63002) 修边冲孔侧修边模 (M200100)
孔径
卡尺(0-150/0.02)
3件
首、中、未
定置 码放 防护
板料存放区 每堆≤3层 防锈、防尘、防潮
2 3
搬运贮存
目视确认
/
WH
第 3 页,共 16 页
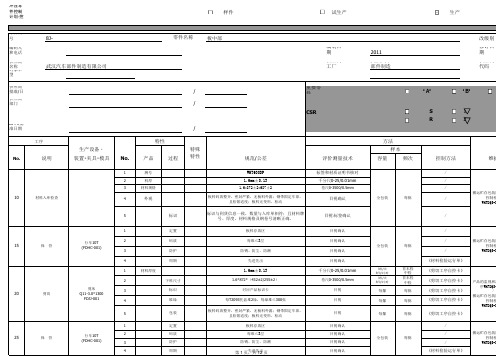
冲压零件控制计划-控制计划
样件
试生产
生产
零件编号 编制人和电话号码 供应商名称 对象车型
K470108J-G0100
零件名称
右B柱里板中部 编制日期 2011 武汉汽车部件制造有限公司
武汉汽车部件制造有限公司
/
1 行车10T (FDHC-001) 2 3 4 1 2 剪床 Q113.0*1300 FDJJ-001 材料厚度
定置 码放 防护 周期
目视确认 目视确认 全包装 目视确认 目视确认 每批
/ / / 《材料检验运行单》
3件/次 3件/1小时 3件/次 3件/1小时
控制计划Control_Plan经典讲解

50 机加工 60 成品组装
…
数控车床 #3
装配夹具 XYZ-012
…
深度
安装 正确
* 2+/-0.1mm 深度仪
5件
每小 时
X—R图 隔离并调 节设备
零件安装位 目测 置正确
5件 每小 检查单 隔离并通
时
知工长
…
…
…
…
控制计划检查表
➢在制定控制计划时是否使用了控制计划方法论? ➢为了便于选择产品/过程特殊特性,是否已明确了所有已知的顾客 关注事项? ➢是否将所有产品/过程特殊特性纳入控制计划? ➢制定控制计划时候是否使用了PFMEA? ➢是否已明确要求检验的材料规范? ➢控制计划是否涉及从进货(材料/零部件),加工/装配包括包装的 全过程? ➢是否已明确工程性能试验要求? ➢是否具备控制计划所要求的量具和试验设备? ➢如要求,顾客是否已批准控制计划? ➢供方和顾客之间的测量方法是否一致?
表格栏目说明
表格栏目说明
7) 主要联系人/电话 填入负责控制计划的主要联系人姓名和电话号。 8) 核心小组 填入负责制定控制计划最终版本的人员的姓名和电话号。建议将所有小组 成员的姓名、电话号和地址都包括进所附的分配表中。 9) 供方/工厂批准/日期 如必要,获取负责的制造厂批准。
表格栏目说明
失效发现得太迟的后果
控制计划--概述
控制计划的目的:
➢按顾客要求制造出优质产品 ➢总体系设计、选择和实施增值性控制方法 ➢减少过程和产品变差 ➢对控制零件和过程的体系进行书面描述
控制计划--方法
为了达到过程控制和改进的有效性,应对过程有一个基本的了解。 通过建立一个多方论证的小组,并利用所有可用的信息来制定控 制计划
冲压工工作计划

一、标题冲压工工作计划(2023年度)二、计划单位名称XX公司冲压车间三、计划时限2023年1月1日至2023年12月31日四、计划内容摘要本计划旨在提高冲压车间工作效率,确保产品质量,降低生产成本,提升员工技能,为公司的整体发展提供有力支持。
五、正文一、目标1. 提高冲压产品合格率至98%以上。
2. 降低生产过程中材料损耗率至1.5%以下。
3. 提升员工技能水平,完成至少5次内部技能培训。
4. 实现生产效率提升10%。
二、措施1. 产品质量提升- 定期对冲压设备进行维护保养,确保设备正常运行。
- 加强对原材料的质量检查,确保原材料符合生产要求。
- 严格执行操作规程,减少因操作失误导致的次品产生。
2. 材料损耗控制- 优化工艺流程,减少材料浪费。
- 实施材料回收利用制度,提高材料利用率。
- 定期对材料使用情况进行统计和分析,找出损耗原因并采取措施。
3. 员工技能培训- 安排定期技能培训,包括设备操作、故障排除、质量控制等方面。
- 鼓励员工参加外部技能认证,提升个人职业素养。
- 建立师徒制度,通过老员工带新员工的方式,传承经验。
4. 生产效率提升- 优化生产计划,合理安排生产任务,减少等待时间。
- 引入精益生产理念,持续改进生产流程。
- 定期对生产数据进行统计分析,找出瓶颈并优化。
三、步骤1. 第一季度- 完成设备全面检查与维护。
- 对新员工进行基础技能培训。
- 制定生产效率提升方案。
2. 第二季度- 逐步实施生产效率提升方案。
- 对员工进行中期技能考核。
- 分析第一季度生产数据,找出改进点。
3. 第三季度- 持续优化生产流程,降低材料损耗。
- 对员工进行技能提升培训。
- 完成半年度工作总结。
4. 第四季度- 对全年度工作进行总结,评估目标达成情况。
- 根据总结结果制定下一年度工作计划。
- 实施年终奖惩制度,激励员工。
六、落款XX公司冲压车间2023年1月1日通过本工作计划的实施,我们期望在2023年度内,全面提升冲压车间的工作效率和产品质量,为公司创造更大的价值。
2024年冲压生产控制计划书

冲压生产控制计划书目录1.引言2.冲压生产概述3.生产控制目标与原则4.生产流程分析5.质量控制措施6.设备管理与维护7.物料管理与库存控制8.生产进度管理9.成本控制与分析10. 应急预案与风险管理1 1.持续改进与绩效评估1 2.结论1 3.附录第1节:引言随着制造业的快速发展,冲压生产作为重要的金属加工工艺,其效率和质量直接影响着产品的竞争力。
因此,制定一份科学合理的冲压生产控制计划书对于确保生产过程的高效、稳定和持续改进至关重要。
本计划书旨在为2024年的冲压生产提供全面、系统的控制策略,以满足不断增长的市场需求和日益严格的客户要求。
第2节:冲压生产概述冲压生产是指利用冲压设备,如冲床、压力机等,在金属板材、带材、管材等材料上进行冲孔、切割、成形等加工过程。
冲压生产广泛应用于汽车、电子、家电、航空航天等众多领域。
在2024年的生产规划中,我们将重点发展高效、节能、自动化的冲压生产线,以提高生产效率和产品品质。
第3节:生产控制目标与原则我们的生产控制目标是在保证产品质量的前提下,最大限度地提高生产效率,降低成本,并确保生产过程的稳定性和可持续性。
为此,我们遵循以下原则:1.质量第一:严格控制产品质量,确保产品符合国际标准和客户要求。
2.效率优先:优化生产流程,提高设备利用率,缩短生产周期。
3.成本控制:通过精细化管理和技术创新,降低生产成本。
4.持续改进:不断引入新技术、新工艺,持续改进生产流程。
第4节:生产流程分析我们将对冲压生产的整个流程进行详细分析,包括工艺设计、设备选型、生产组织、物流管理等,以确保每个环节的顺畅衔接和高效运作。
同时,我们将引入ERP系统,实现生产信息的实时监控和数据分析,为决策提供支持。
第5节:质量控制措施质量控制是冲压生产的核心。
我们将采用先进的质量管理体系,如ISO 9001,并结合在线检测、离线检测等手段,确保产品符合质量标准。
此外,我们还将实施全流程的质量追踪,以便及时发现和解决问题。
冲压产品控制计划(control plan)
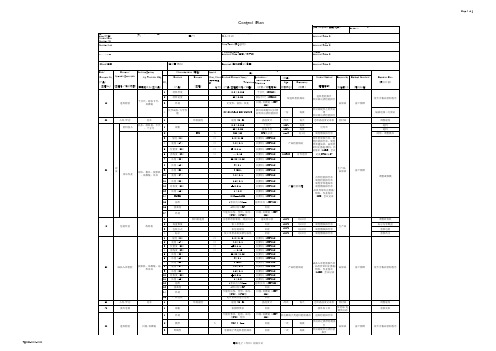
Control Plan
Date (Original)/日期(初版) □ Proto-type (样件) Control Plan Number (编号): Part Number/Latest Change Level (产品代号/最新版本) Core Team (核心小组) * Customer Eng'g Approval/Date, If Req'd (顾客工程的承认/日期,需要时) □ Pre-launch (试生产) ■ Production (量产) Key Contact/Phone (关键联系人/电话) Date (Revision)/日期 (改订) * Customer Quality Approval/Date, If Req'd (顾客品质的承认/日期,需要时)
依不合格品管制程序
3 4
一份 两次 100% 100%
100%
每批 每天 每批 每批
每小时
隔离送第三方验证 调整湿度 退料 退料 清理、调整模具
20
入库/贮存 材料投入
托车 托车、放料盘、卡尺 、千分尺
1 1 2 3 4 5 6 7 8 宽度(D4) 宽度(A7) 位置度(D8) 直线度(C3) 长度(C8) 长度(A8) 长度(B8) 宽度(C7) 长度(D8) 对称度(D8) 长度(A5) BURR 扇形 扭曲度 外观 规格
TE03P-0001-0106
泰科电子(苏州)有限公司
* Other Approval/Date, If Required (其他的承认/日期)
* Other Approval/Date, If Required (其他的承认/日期,需要时)
Part/ Process No. (产品/ 工程No.)
2024年冲压质量控制计划

2024年冲压质量控制计划引言:在制造业中,冲压工艺是一种常见的金属成型方法,广泛应用于汽车、电子、家电等行业。
冲压质量控制是确保产品符合设计要求和客户期望的关键环节。
本计划旨在为2024年的冲压质量控制工作提供指导,以确保产品质量的稳定性和一致性。
一、质量控制目标△提高一次通过率至95%以上。
△将不良品率降低至0.5%以下。
△缩短产品周期时间10%。
△提高客户满意度至98%。
二、组织结构与职责△成立质量控制小组,由质量经理领导。
△明确各部门在质量控制中的职责,包括生产、工程、采购、检验等。
△定期组织质量会议,讨论问题解决和持续改进。
三、设备管理△定期维护和校准冲压设备,确保设备精度。
△建立设备保养计划,记录维护历史。
△实施预防性维护,减少突发故障。
四、原材料管理△严格筛选供应商,确保原材料质量稳定。
△建立原材料检验流程,对每批材料进行检测。
△实施原材料追溯系统,便于问题追踪。
五、生产过程控制△制定详细的作业指导书,确保操作的一致性。
△实施在线监测系统,实时监控生产数据。
△定期进行工艺审核,优化生产流程。
六、检验与测试△建立多层次的检验体系,包括首检、巡检、终检。
△使用先进的检测设备,确保检测结果的准确性。
△制定异常处理流程,快速响应和处理不良品。
七、持续改进△分析质量数据,识别问题和潜在风险。
△实施六西格玛、精益生产等方法,持续改进质量。
△鼓励员工参与改进活动,分享最佳实践。
八、培训与教育△提供定期的质量培训,提升员工质量意识。
△针对新工艺、新设备进行专项培训。
△建立知识管理系统,共享质量管理知识。
九、质量文化△倡导“质量第一”的企业文化。
△鼓励全员参与质量管理活动。
△认可和奖励质量表现优异的团队和个人。
结语:通过上述措施的实施,我们相信能够在2024年实现预期的质量控制目标,提升冲压产品的市场竞争力。
质量控制是一个持续的过程,需要全体员工的共同努力和持续改进的精神。
我们承诺将不懈努力,为客户提供高质量的产品和服务。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Prototype Pre-Launch Production Key Contact/Phone Core Team: Supplier/Plant Approval/Date Other Approval/Date (If Req'd.) Date (Orig.) Date (Rev.) Control Plan Number: CD/JLLS-01 Part Number/Latest Change Level: MZ8023-B Part Name/Description: DOME LAMP SPRING CLIP/汽车配件(五金件) Supplier/Plant:重庆崇德金属制品有限公司 Supplier Code : CD
PROCESS NAME/ OPERATION DESCRIPTION 过程名称 /操作描述
MACHINE, DEVICE JIG, TOOLS FOR MFG.机器、装置 、工装、夹具
CHARACTERISTICS/特性
Special characteristi c CLASS 特 殊特性分类
METHODS/方法 PRODUCT/PROCESS 产品、过程 SPECIFICATION/规范 TOLERANCE/公差 SUS302 EVALUATION/评价 MEASUREMENT/测量 TECHNIQUE/技术 材质报告 每批 验证质保书 SAMPLE/样本 SIZE/容量 FREQ./频率 CONTROL METHOD/控制方法 Responsibility REACTION PLAN/反应计划
卡尺 卡尺 卡尺 角度尺 卡尺
目测 3件 10分钟
巡检、作业员
调整/再检查
12.8±0.2 7.03±0.2 40° 10.7
外观 无毛刺、变形、压伤等
转速
尺寸 30 检验 外观 清洗粉 40 清洗
30转/分 顾客图纸要求 产品无缺料、压伤、变形等不良现象 适量
标识/目测 卡尺 目测
1次 AQL=0.65 100%
PROCESS/过程
PRODUCT/产品
Page 2 of 3
CONTROL PLAN
Prototype Pre-Launch Production Key Contact/Phone Core Team: Supplier/Plant Approval/Date Other Approval/Date (If Req'd.) Date (Orig.) Date (Rev.) Control Plan Number: CD/JLLS-01 Part Number/Latest Change Level: MZ8023-B Part Name/Description: DOME LAMP SPRING CLIP/汽车配件(五金件) Supplier/Plant:重庆崇德金属制品有限公司 Supplier Code : CD
每班 每批 连续
自检 成品检验 自检
作业员
QC 作业员
调整
隔离/反馈/跟踪 隔离/反馈 返工
目测/以往经验
目测
计数
1次
100%
100%
每批
连续
每包
自检
自检
ห้องสมุดไป่ตู้自检
作业员
作业员
包装员
研磨机
外观 清除产品表面的油污、灰尘等
1000件/包
返工
返工
50
包装
包装
贴标签 60 入成品仓库 搬运
标签上的料号与实物一致;数量与箱内 实物数量一致;年、月、日填写完整 搬运时轻放
目测
100%
每包
自检
库管员
返工
70
出库检验
检测
检验作业指导书
卡尺、目测
AQL=0.65
每批
检验报告
QC
隔离/反馈
80
审核发货
发货
数量/标签
目测
100%
每包
自检
库管员
返工
Page 1 of 3
CONTROL PLAN
Prototype Pre-Launch Production Key Contact/Phone Core Team: Supplier/Plant Approval/Date Other Approval/Date (If Req'd.) Date (Orig.) Date (Rev.) Control Plan Number: CD/JLLS-01 Part Number/Latest Change Level: MZ8023-B Part Name/Description: DOME LAMP SPRING CLIP/汽车配件(五金件) Supplier/Plant:重庆崇德金属制品有限公司 Supplier Code : CD
Customer Engineering Approval/Date (If Req'd.) Customer Quality Approval/Date (If Req'd.) Other Approval/Date (If Req'd.)
PART/ PROCESS NUMBER 零 件 /过程编号
Customer Engineering Approval/Date (If Req'd.) Customer Quality Approval/Date (If Req'd.) Other Approval/Date (If Req'd.)
PART/ PROCESS NUMBER 零 件 /过程编号
PROCESS/过程
PRODUCT/产品
材质
B
10
进货检验
厚度
B
T=0.4±0.02
千分尺
1件
每批
入库检验 入库检验
IQC
隔离/反馈
外观
B
无变形、裂纹、刮花等
目测
100%
每批
10.00 4.00 3.5 1.50 7.00
尺寸
卡尺 卡尺 卡尺 卡尺 卡尺
3件 2H 过程检验
0.89
20 冲压 60T精密压力机
PROCESS NAME/ OPERATION DESCRIPTION 过程名称 /操作描述
MACHINE, DEVICE JIG, TOOLS FOR MFG.机器、装置 、工装、夹具
CHARACTERISTICS/特性
Special characteristi c CLASS 特 殊特性分类
METHODS/方法 PRODUCT/PROCESS 产品、过程 SPECIFICATION/规范 TOLERANCE/公差 EVALUATION/评价 MEASUREMENT/测量 TECHNIQUE/技术 SAMPLE/样本 SIZE/容量 FREQ./频率 CONTROL METHOD/控制方法 Responsibility REACTION PLAN/反应计划